轻灰炉气湿法洗涤流程工艺及改进措施
2018-12-17李瑞
, ,李瑞,
(1.中盐昆山有限公司,江苏昆山 215300,2.中国成达工程有限公司,四川成都 610041)
1 炉气湿法洗涤流程原理
中盐昆山有限公司迁建年产60万t纯碱项目轻灰炉气洗涤采用湿法流程。其特点是:煅烧炉炉气夹带碱尘用热碱液循环洗涤,过程中产生的热碱液全部作为滤过工序真空带式过滤机重碱滤饼洗水使用,最终返回母液系统;避免了干法流程因电除尘布置带来的频繁清理而引起的生产波动;炉气经热碱液洗涤后,炉气冷凝液中碱度很低,含碱度小于1 tt,经过蒸氨后形成的蒸馏废淡液便于在后工序作为尾气洗水使用;湿法洗涤流程不会引起联碱母液的膨胀。

图1 工艺流程
此流程操作的工艺要点如下:
1)控制产生的热碱液量恰好等于滤过工序所需的滤饼洗水用量。热碱液来源包括二部分:①进入炉气洗涤塔的尾气洗氨水,②炉气温度由108 ℃降温到90 ℃形成的蒸汽冷凝水。尾气洗氨水来源:淡液蒸馏塔塔底冷却废淡液先洗涤过滤尾气,再洗涤碳化尾气,形成的洗氨水全部入炉气洗涤塔,也即,废淡液的用量就是洗氨水的量。
2)实际生产中,热碱液中可以控制好Cl-<0.2 tt,则作为滤过工序洗水使用不会影响纯碱产品质量。
3)炉气洗涤塔采用填料结构,液体循环吸收炉气中氨,形成的洗涤水送往热碱液塔;热碱液塔采用填料结构,液体循环吸收炉气中碱粉,形成的热碱液送往滤过工序洗水桶;炉气冷凝塔采用波纹管水冷式,形成的炉气冷凝液送往淡液蒸馏塔。
4)提高炉气分离器对碱粉的分离效率是降低热碱液总碱度的有效措施,有利于后工序的平稳运行。
2 热碱液体系Na2CO3-NaHCO3-H2O的相平衡
在热碱液的形成、冷却、输送过程中,存在着下列动态平衡。
Na2CO3(aq)+CO2(g)+H2O(l)=2NaHCO3(s)+Q
(1)
上述反应不能完全进行,其反应程度取决于Na2CO3-NaHCO3的相互平衡条件,根据对Na2CO3-NaHCO3-H2O系统相图的研究,提供了上述平衡本系中结晶析出的依据。

表1 Na2CO3-NaHCO3-H2O体系溶解度
根据上表并结合生产实际可知:
1)实际生产中,热碱液冷却后作为滤过工序洗水的温度43 ℃,查Na2CO3-NaHCO3-H2O体系相图,与45 ℃时相图对应值相差无几。
2)括号内数值指滴度或称碱度,热碱液密度取1 220 kg/m3。
3)在热碱液体系中,当系统平衡时,系统的最终状态只取决于温度与时间。
4)Na2CO3在水中的溶解度非常大,饱和溶解度达148.4 tt;NaHCO3在水中的溶解度为34.8 tt。
5)炉气经旋风分离后,炉气夹带的粉尘绝大部分是Na2CO3。
6)90 ℃热碱液塔中的液体,尽管CO2量是饱和的,由于温度较高,反应(1)并不能完全进行形成。在热碱液塔中,液体是Na2CO3的不饱和溶液。反应进行程度有测定数据,见表2。
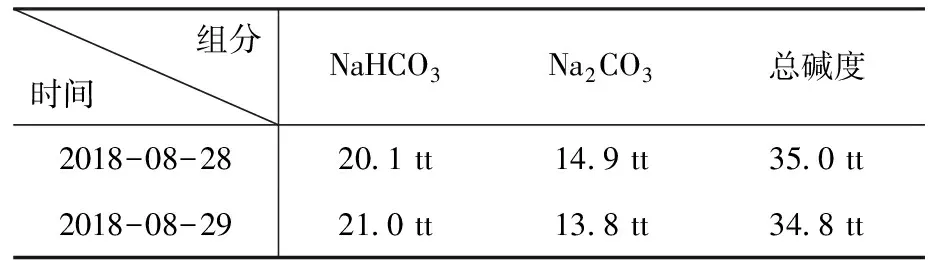
表2 43 ℃热碱液中组分(改造后实测数据)
7)高温热碱液循环吸收碱粉后,在维持塔液位前提下,部分液体经水冷后送至滤过工序的洗水桶,在热碱液冷却到43 ℃及输送过程中,当总碱度较高时,溶液将结晶析出NaHCO3。实际生产中也印证了这一情况。
8)反应(1)进行的程度随实际工艺条件的变化而有所变化,其组份(Na2CO3、NaHCO3)中相对量也会发生变化,但总碱度不变。
9)当热碱液总碱度较高时,且反应(1)生成的NaHCO3在过饱和溶液中析出时并不具备“缓慢、足够停留时间”等结晶长大的条件,因此析出的NaHCO3结晶很细,多数在50 μm以下。
3 高温热碱液中游离二氧化碳量对冷却后组分的影响
在热碱液塔中,含23%CO2(V)的炉气与循环热碱液逆流接触。每塔的炉气量巨大,在反应(1)中,CO2大大过量。

图2 不同分压下CO2溶解度
例:p=50 kPa
t=30 ℃
则S=27×10-5(摩尔)
从图2可知,23 kPa CO2分压、90 ℃条件下,CO2的溶解度为5×10-5mol/molH2O, 即5×10-5×22.4×1 000 mL/18 gH2O,即6.23 mL/100 gH2O,即0.0122 gCO2/100 gH2O。在热碱液塔中,有理由认为CO2与碱液充分接触并参与反应(1),反应(1)进行的程度以实测数据为准。从热碱液塔中输出的碱液中游离CO2的量非常有限。在热碱液后续的冷却输送过程中,即使0.0122 gCO2/100 gH2O全部参与反应(1),也仅生存0.046 gNaHCO3/100 gH2O,即90 ℃热碱液与43 ℃热碱液中,组分的相对量几乎不变。
4 改造前存在问题及影响
就炉气湿法洗涤流程来说,形成的大量热碱液必须全部作为滤过工序的洗水使用完,实际操作中,除了需要控制好恰当的热碱液量以外,其碱度数值尤其重要,而碱度值偏高将带来一系列问题。
1)在热碱液的冷却及输送到过程中,当总碱度较高时,将析出NaHCO3,久而久之,会引起“管道堵塞”“洗水桶底部积碱”“洗水槽积碱”等现象。
2)带滤机机身后半部真空盒及真空管堵塞。
作为滤饼洗涤水的热碱液中的“细小颗粒”透过滤布后进入真空盒及真空管,由于此区域过滤液流量很小,且真空下滤液的蒸发,易发生“堵塞真空管”现象,由此滤饼干燥区作用并未充分发挥,导致重碱水分偏高,且真空盒的清理作业周期不到一个月。
3)带滤机滤饼水分偏高。
原因是热碱液中析出的50 μm以下的“细小颗粒”阻塞滤饼流道及滤布孔隙,从而引起滤布的透气性能比较差。
经反复分析讨论,确定主要原因是炉气分离器效率低下而导致的热碱液碱度值偏高。通过对分离器图纸的核实,设备本体并无问题,主要是入口气体切线速率太低的原因。
5 改造前后炉气分离器的切线速率
进风口截面积减小后,查定数据见表3。
炉气浓度 85%
炉气温度 106 ℃
原进风口 1 100×550 mm
改进风口 960×425 mm
炉气压力 -0.5 kPa
原截面积 0.605 m2
改截面积 0.408 m2
6 技改过程注意要点
1)分离器的入口水平1.5 m长炉气方管全部调整尺寸。采取在方管内焊按钢板缩小分离器入口截面积、保证方管合理的宽高比例、炉气从分离器器壁切向进入的施工方法,以保持炉气入口速度的均匀性与方向性。
2)改造后,由于气体流速增加,管线阻力将略为增大,原则是不得影响炉头的负压,也即必须能保持炉头负压在-50 mmH2O以上。此点为维系炉子生产能力与正常运行之关键。
3)由于本公司有二台φ630转子的炉气螺杆压缩机,总管线阻力不大、抽气量十分富裕,适当提高炉气入口速度并不会对炉头负压产生影响。
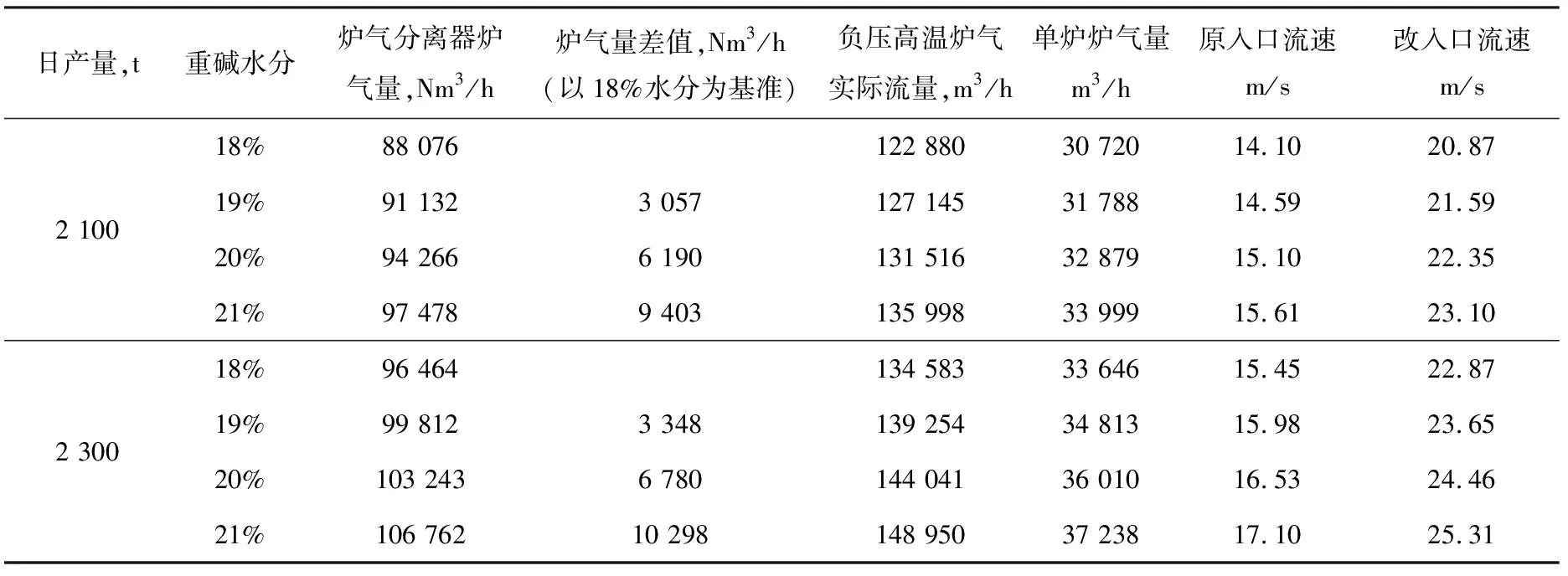
表3 单台分离器入口流速
7 运行效果
当前生产,以热碱液量52 m3/h、总碱度由Na2CO3、NaHCO3引起。
改造前热碱液平均总碱度:46 tt ;改造后热碱液平均总碱度:33 tt 。
1)每小时减少炉气的碱粉带出量为:
(46-33)÷2÷20×106×52×1.15=2 060 kg
年减少碱粉带出量16 480 t。
2)避免输送管道及后工序出现的结疤堵塞现象。
3)有利于后续滤过工序的平稳运行。
2018年6月5日,炉气分离器改造后投入运行,从实际使用效果来看,提高炉气分离器的入口速度无疑是降低热碱液浓度的有效措施。
8 结 语
1)轻灰炉气湿法洗涤流程有其独到的优势,有利于煅烧工序炉气洗涤系统的长周期稳定运行。
2)通过技术改造,将热碱液总碱度控制在35 tt以内,作为洗水用的热碱液在任何阶段不会有结晶析出,由此,对后续工序的平稳运行、降低重碱水分大有益处。
