脱硫塔干湿界面结垢原因分析及处理方法
2018-12-17皮宇辉
皮宇辉
(中国石化巴陵分公司热电事业部,湖南岳阳 414014)
烟气脱硫技术是目前公认的最经济、最行之有效的方法,也是世界上大规模商业化应用的脱硫方法。烟气脱硫方法以石灰石—石膏湿法脱硫工艺为主,是目前世界上最成熟、运行状况最稳定的脱硫工艺。热电部10#炉采用石灰石—石膏湿法脱硫工艺,“一炉一塔”的配置方案。脱硫系统投运以来运行维护费用较低,可靠性高,但存在较为突出的问题是干湿界面结垢严重,运行中无法清除,长周期运行将造成装置烟气阻力增大能耗升高,同时存在较大安全隐患。文章分析了干湿界面的结垢机理以及危害,详细阐述了相关技术改进措施,通过技术改造较好解决了结垢问题。
1 干湿界面结垢的形成及危害
1.1 脱硫工艺简介
石灰石—石膏湿法脱硫工艺采用价廉易得的石灰石粉料作脱硫剂,将石灰石粉与水混合搅拌制成新鲜脱硫剂浆液,浆液经制浆泵输送至脱硫塔循环泵吸口,与塔底浆液混合后进入脱硫塔。浆液通过喷淋层的高效喷嘴雾化后与烟气充分接触,使烟气中的二氧化硫(SO2)与浆液中的氧化钙(CaO)进行反应生成亚硫酸钙(CaSO3);从脱硫塔下部浆池鼓入空气将亚硫酸钙强制氧化并结晶生成石膏(CaSO4·2H2O)。吸收塔内的浆液经排浆泵送到石膏旋流器进行一级脱水,浓度为50%的底流进入真空皮带,进行再次脱水至含水量小于10%的石膏,并输送至石膏库储存;部分石膏旋流器的溢流再经废水旋流器处理,溢流通过废水泵送至废水处理系统。脱硫后的烟气经过除雾器除去雾滴后,经烟囱排入大气,工艺流程见图1。
吸收区发生的主要化学反应有:

脱硫干湿界面是指脱硫塔进口烟道与脱硫塔相连的区域,脱硫塔的三层喷淋层均在烟气入口的上方,在运行中大量的浆液从喷淋层中喷出,塔内湿度相当大,液气比可达8.4,当烟气进入脱硫塔时相当于穿过一道水帘,因此将脱硫塔进口烟道与脱硫塔相连的区域称为干湿界面。
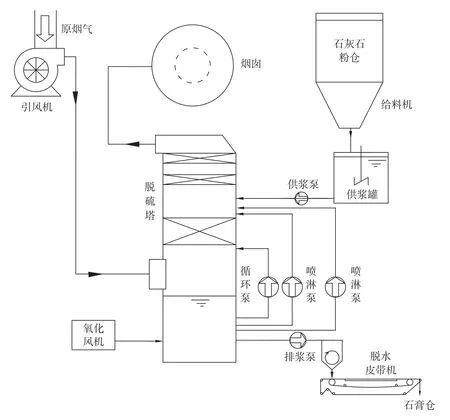
图1 脱硫系统工艺流程
1.2 石膏垢的形成
当浆液中CaSO4处于轻度过饱和状态,此时浆液再通过吸收区后,最终产物石膏超过了悬浮液的吸收极限,石膏就会以晶体的形式开始沉积,当相对饱和浓度达到一定值时,石膏晶体将在悬浮液中已有的石膏晶体表面进行生长,就会形成晶核,因此当浆液中CaSO4过饱和时会在其表面析出结晶形成石膏垢。
入炉煤种或发电机组负荷有较大变化时,会造成脱硫塔内浆液pH值发生较大变化。当浆液pH值偏低时,亚硫酸盐溶解度急剧上升,硫酸盐溶解度略有下降,会有石膏在很短时间内大量产生并析出,产生硬的石膏垢。高pH值亚硫酸盐溶解度降低,会引起亚硫酸盐析出,产生软垢,而在碱性pH值条件下运行会产生碳酸钙硬垢[1]。
1.3 石膏垢在干湿界面的富集
石膏垢在干湿界面的富集是由于吸收区喷淋下落的浆液被烟气卷吸至入口烟道干湿界面处,浆液中的CaSO3·1/2H2O为软垢,具有一定的黏性,比较容易在干湿界面富集,软垢会逐渐氧化成CaSO4·2H2O,再加上此处烟气温度较高,堆积的CaSO4·2H2O很快被烘干结成硬垢块。这种硬垢非常坚硬,一旦产生必须用机械方法进行清除。
因此石膏垢在干湿界面富集其最主要原因就是喷淋浆液被进入脱硫塔的烟气卷吸至干湿界面处,下面将详细分析烟气被卷吸的过程。
热电事业部10#炉依山而建,脱硫系统利用现有场地进行设计,设备安装比较紧凑,原烟气进入脱硫塔前采用90°弯头连接,由于该弯头距脱硫塔入口中间的直管段仅1米,造成进入脱硫塔的烟气在入口干湿界面处于气流分布不均匀状态,即靠弯道外侧烟气速度较快,弯道内侧的烟气速度较慢,导致进入塔内的烟气按顺时针进行旋转,如图2所示,旋转的烟气将部分浆液带回到靠弯头内侧的干湿界面处。

图2 烟气流场不均导致水平方向卷吸
进入脱硫塔的烟道接口呈向下15°的倾角,烟气在进入脱硫塔前速度较快,速度较快的烟气在进入脱硫塔内后具有一定的动能,受到底部液面、脱硫塔环形筒臂以及上部雾化浆液和反应单元的阻挡,因此将在入口区域的一定区间内产生与原烟气方向相反的倒向回流,并存在一定的旋转,如图3所示。
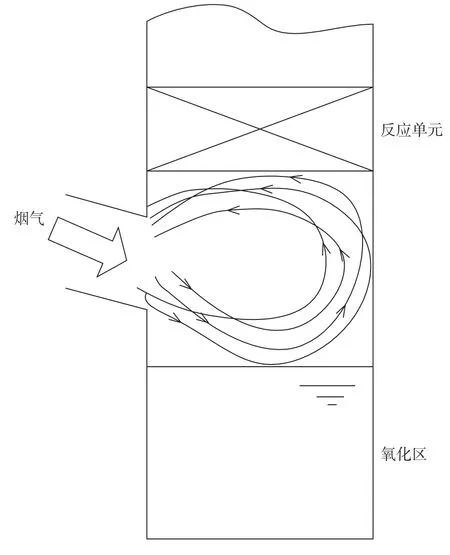
图3 烟气进入塔后产生的竖直方向回流
烟道在进入脱硫塔前装有膨胀节,靠脱硫塔的烟道接口直接焊在筒壁上,由于烟道与脱硫塔接口尺寸较大,如果在接口烟道中间不安装支撑,烟道刚度将达不到要求,烟道接口在运行中将产生振动甚至是变形,导致防腐层被破坏产生腐蚀穿孔。因此,脱硫塔入口烟道接口在竖直方向上安装一根工字钢作为支撑,该支撑成为石膏墙的骨架为干湿界面石膏垢的大面积富集提供有利条件。
根据以上几点分析可以较好地解释10#炉石膏墙垢的特点,靠烟道内侧的干湿界面比靠烟道外侧的干湿界面结垢速度以及结垢量要大;由于存在与原烟气方向相反的倒向回流,加上入口干湿界面的支撑骨架的帮助,随着时间的推移,结垢将布满整个干湿界面,而且非常牢固,必须靠人工敲打才能清除;随着石膏墙垢的不断累积,烟道流通面积不断缩小,烟气流速不断升高,将会达到一个临界状态,烟气流速过快导致CaSO3·1/2H2O将无法附着在通流口上,石膏墙垢不再生长,最终结垢分布状态见图4。

图4 长周期运行后干湿界面石膏垢分布
1.4 干湿界面结垢的危害
1.4.1 引风机电耗升高
干湿界面结垢将堵塞烟道,减小烟气流通面积,增加烟气系统阻力,导致引风机电耗升高。10#炉脱硫塔正常运行时入口压力为1.8~2.0 kPa,连续运行近一年后,随着石膏墙垢的不断累积扩散,入口压力上升到2.9 kPa左右,继续运行到400多天入口压力基本稳定在3.1 kPa左右,据统计引风机产汽能耗平均升高0.25 kW·h/t。
1.4.2 影响锅炉出力
当干湿界面严重堵塞后,流通面积受限,烟气流量受限,烟气压力损失陡增,导致引风机出力不能满足锅炉负荷需求,进而影响到锅炉出力。特别是对于母管制锅炉汽轮机机组,不利于锅炉负荷及主蒸汽压力调整,影响机组的安全生产。
1.4.3 对氧化风管、搅拌器等设备造成安全隐患
石膏垢随运行时间延长不断变大、变厚,当达到一定量时,在自身重力作用下可能会出现大片脱落,大的结垢块会砸到塔内的搅拌器和氧化风机茅枪管,导致设备损坏,并且脱落的大量硬质结垢将引起浆液循环泵滤网堵塞,使液气比降低,进而影响脱硫效率。
1.4.4 脱硫塔内流场紊乱
烟气在塔内的流场均匀性对于石灰石—石膏湿法脱硫工艺非常重要,脱硫塔在设计时将进行流场模拟(CFD),从而进一步优化塔内结构、脱硫塔进出口以及喷淋层、喷嘴的设计。当石膏墙垢大量富集,脱硫塔入口流通面减小,入口烟气的分布及速度发生较大改变,导致烟气在塔内的湍动能分布发生较大改变,在塔内流速不均的烟气造成脱硫效率降低,同时局部区域烟气流速过快携带浆液量增加,导致浆液逃逸量增加。随着环保要求的不断提高,如果脱硫塔内流场因干湿界面结垢导致紊乱,对脱硫达标排放以及烟尘达标排放都很不利。
2 解决措施
2.1 增加入口烟道冲洗水管
干湿界面的结垢首先是从底部开始富集,有了底部支撑然后不断往上延伸直至布满整个入口烟道。为防止浆液中的CaSO3·1/2H2O在干湿界面底部粘连,在干湿界面前增加入口烟道冲洗水管,及时清理卷吸进来的浆液。冲洗管为两根,管径为Ф133,每根有两个鸭型嘴喷头,喷头安装角度与下板呈45°倾斜,保证整个底面都能冲洗到。冲洗管材质选用316L材质,烟道内管道不另做支撑,以方便检修。冲洗管水源取自除雾器冲洗水,每根冲洗管均设一个电动阀,该系统采用PLC控制,每4 h冲洗一次,每次冲洗1 min。
2.2 延长挡水沿
由于烟气进入脱硫塔后产生的卷吸、回流比较强烈,导致部分浆液被带入干湿界面从而造成结垢。改造前脱硫塔设计的挡水沿只有200 mm,该挡水沿尺寸过短对回流的浆液阻挡效果不佳。通过流场模拟对接口处的挡水沿进行优化设计,将长度改为800 mm,最大限度阻挡浆液回流同时对脱硫塔内流场影响降到最低。
3 应用效果
通过以上改造,从根本上解决了干湿界面结垢。装置通过一年时间的运行,脱硫塔入口压力稳定在1.8~2.0 kPa之间。设备停运后进行检查,干湿界面结垢的现象得到彻底解决,同时挡水沿侧面及上面没有石膏垢富集现象,改造效果很好。
据统计,实施改造后引风机产汽能耗平均降低了0.25 kW·h/t,如果按常用炉负荷380 t/h,年运行时数8 000 h计算,则每年可节电76万kW·h,按成本电价0.58元/kW·h,年度增效44.08万元。
4 结论
通过分析石灰石—石膏湿法脱硫系统运行过程中,脱硫塔进口烟道干湿界面结垢以及结垢不断富集扩大最终导致入口堵塞的原因,采用在脱硫塔入口烟道干湿界面处加装冲洗装置和延长挡水沿的解决方案,最终消除了脱硫塔入口结垢堵塞的安全隐患,提高了脱硫系统长周期运行的安全可靠性,使之满足日益严峻的环保要求。