不同测量工具对锆合金管材外径测量结果的影响
2018-12-17供稿高世奇李小宁薛艳丽GAOShiqiLIXiaoningXUEYanli
供稿|高世奇,李小宁,薛艳丽 / GAO Shi-qi , LI Xiao-ning , XUE Yan-li
作者单位:1. 国核宝钛锆业股份公司,陕西 宝鸡 721013;2. 国家能源核级锆材研发中心,陕西 宝鸡 721013;3. 陕西省核级锆材重点实验室,陕西宝鸡 721013
内容导读文章实验研究了激光测径仪、螺旋测微仪和气动量仪对不同外径壁厚比A(外径/壁厚)和不同状态核用锆合金管材外径测量结果的影响,以期为核用锆合金管材生产和检测时不同测量工具的合理选择提供指导。实验结果表明,使用螺旋测微仪得到的管材外径测量值要小于气动量仪和激光测径仪的测量值,测量结果的差值随着管材A值的增大而增大。不同状态管材的不同测量工具之间的差异是一致的。管材是否经过退火处理对于使用同种测量工具的测量结果没有影响。
外径尺寸是管材的一项基本特征,而核用锆合金管材的外径尺寸是一项判定管材合格与否的重要技术指标。对小尺寸管材(φ6~20 mm)外径的测量使用的工具主要有激光测径仪、螺旋测微仪和气动量仪。在核用锆合金管材的加工过程的测量和成品检测中,使用的外径测量工具是不同的。例如,小规格管材成品轧制时使用的外径测量工具一般为激光测径仪和/或螺旋测微仪,而成品超声检测所使用的尺寸标准管的外径测量一般使用螺旋测微仪。
由于测量工具之间测量原理的不同以及锆合金管材的特殊性,不同测量工具即使是对同一根管材的测量结果也存在着微小差异[1]。为了更好地控制管材的尺寸,有必要研究不同工具的测量结果之间的差异。
本文研究了激光测径仪、螺旋测微仪和气动量仪对不同外径壁厚比A(A=外径/壁厚)和不同状态的核用锆合金管材的外径测量结果的影响,以期为核用锆合金管材生产和检测时不同测量工具的合理选择提供指导。
实验方法
选择不同A值和不同状态(轧制态和退火态)的管材,分别使用不同的测量工具(激光测径仪、螺旋测微仪和气动量仪)进行外径的测量,实验方案见表1。为了便于对比测量,锆合金管材的试样长度为100 mm,同时在管材的中间区域使用记号笔标记,测量标记处外径的最大值和最小值,并计算出外径平均值。

表1 测量方案表
结果分析
不同测量工具对不同A值的管材外径测量结果的影响
使用激光测径仪、螺旋测微仪和气动量仪进行退火态的φ13 mm×0.3 mm锆合金管材外径测量平均值的多变异图见图1。图中,■及虚线连线是每次测量3支管材外径尺寸数据的平均值,◆及实线连线是每种测量方式下所有管材的3次测量的外径尺寸数据的平均值。
从图1可以看出,对于退火态的φ13 mm×0.3 mm的薄壁管(A=43),使用激光测径仪的外径测量结果>使用气动量仪的外径测量结果>使用螺旋测微仪的外径测量结果。使用螺旋测微仪的外径测量结果要明显小于其他两种测量工具的外径测量结果。同种测量工具不同次测量的平均值之间基本没有差异。使用激光测径仪的外径测量结果平均值为13.022 mm,使用气动量仪的外径测量结果平均值为13.016 mm,使用螺旋测微仪的外径测量结果平均值为13.001 mm。因此,使用激光测径仪的外径测量结果平均值要比使用气动量仪的外径测量结果平均值大0.006 mm,使用气动量仪的外径测量结果平均值要比使用螺旋测微仪的外径测量结果平均值大0.015 mm。
使用激光测径仪、螺旋测微仪和气动量仪进行退火态的φ12.24 mm×0.52 mm管材外径测量平均值的多变异图见图2。图中,■及虚线连线是每次测量3支管材外径尺寸数据的平均值,◆及实线连线是每种测量方式下所有管材的3次测量的外径尺寸数据的平均值。
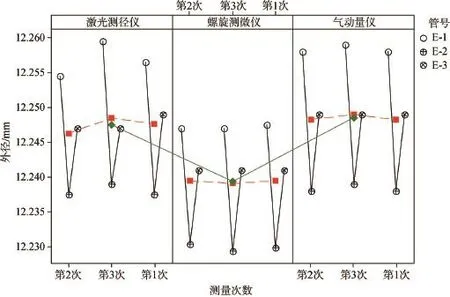
图2 不同测量工具进行退火态的φ12.24 mm×0.52 mm管材外径测量平均值的多变异图
从图2可以看出,对于退火态的φ12.24 mm×0.52 mm的管材(A=23),使用激光测径仪的外径测量结果≈使用气动量仪的外径测量结果>使用螺旋测微仪的外径测量结果。使用螺旋测微仪的外径测量结果要略小于其他两种测量工具的外径测量结果。同种测量工具不同次测量的平均值之间基本没有差异。使用激光测径仪的外径测量结果平均值为12.248 mm,使用气动量仪的外径测量结果平均值为12.249 mm,使用螺旋测微仪的外径测量结果平均值为12.239 mm。
使用激光测径仪、螺旋测微仪和气动量仪进行退火态的φ9.5 mm×0.57 mm管材外径测量平均值的多变异图见图3。图中,■及虚线连线是每次测量3支管材外径尺寸数据的平均值,◆及实线连线是每种测量方式下所有管材的3次测量的外径尺寸数据的平均值。
从图3可以看出,对于退火态的φ9.5 mm×0.57 mm的管材(A=16),使用激光测径仪的外径测量结果≈使用气动量仪的外径测量结果>使用螺旋测微仪的外径测量结果。使用螺旋测微仪的外径测量结果要略小于其他两种测量工具的外径测量结果。同种测量工具不同次测量的平均值之间基本没有差异。使用激光测径仪的外径测量结果平均值为9.490 mm,使用气动量仪的外径测量结果的平均值为9.489 mm,使用螺旋测微仪的外径测量结果的平均值为9.485 mm。
从不同A值的管材使用不同测量工具的测量结果对比来看,螺旋测微仪与气动量仪以及激光测径仪之间的测量结果有明显差异,且随着管材A值的增大,螺旋测微仪与气动量仪以及激光测径仪测量结果之间的差异越大,使用螺旋测微仪的外径测量值要明显小于气动量仪和激光测径仪的测量值。这主要是由于螺旋测微仪在测量时会对管材产生一定的压力,管材不可避免会产生轻微的弹性变形,并且管材A值越大,这种变形的程度就越大,对于A值为43的φ13 mm×0.3 mm管材,螺旋测微仪的测量结果要比气动量仪的测量结果平均要小0.015 mm。

图3 不同测量工具进行退火态的φ9.5 mm×0.57 mm管材外径测量平均值的多变异图
对于A值为43的φ13 mm×0.3 mm管材,激光测径仪与气动量仪之间测量的结果存在较小的差异(约0.006 mm),而对于其他规格的两种管材,激光测径仪与气动量仪的测量结果之间无明显差异。激光测径仪与气动量仪在测量时不会对管材产生压力[2],造成对A值为43的φ13 mm×0.3 mm管材外径测量结果差异的原因为:(1)主要原因:气动量仪测量前,分别用与被测管材外径公差的最大极限尺寸和最小极限尺寸相近的两个校规进行校准后再测量管材。对φ13 mm×0.3 mm管材测量使用的校规尺寸为φ12.945 mm和φ13.056 mm,校规尺寸范围为0.111 mm。对φ12.24 mm×0.52 mm的管材测量使用的校规尺寸为φ12.221 mm和φ12.261 mm,校规尺寸范围为0.04 mm。对φ9.5 mm×0.57 mm的管材测量使用的校规尺寸为φ9.538 mm和φ9.463 mm,校规尺寸范围为0.075 mm。由于φ13 mm×0.3 mm管材测量使用的校规尺寸范围较宽,在测量时可能存在的误差也就大一些。(2)次要原因:激光测径仪使用前,一般用直径为10 mm的校规进行校准后再行测量。被测管材与校规尺寸相差越大,可能存在的误差就越大。
因此,建议对于A≥23的薄壁管,测量外径尺寸时尽量选用气动量仪或激光测径仪。在使用气动量仪测量时,应尽量选用尺寸范围较窄的校规进行气动量仪的校准。在使用激光测径仪测量时,应尽量选用与被测管材规格相近的校规进行激光测径仪的校准。
不同测量工具对不同状态管材外径测量结果的影响
使用激光测径仪、螺旋测微仪和气动量仪进行轧制态的φ13 mm×0.3 mm管材外径测量平均值的多变异图见图4。图中,■及虚线连线是每次测量3支管材外径尺寸数据的平均值,◆及实线连线是每种测量方式下所有管材的3次测量的外径尺寸数据的平均值。
从图4可以看出,对于轧制态的φ13 mm×0.3 mm的薄壁管(A=43),使用激光测径仪的外径测量结果>使用气动量仪的外径测量结果>使用螺旋测微仪的外径测量结果。使用螺旋测微仪的外径测量结果要明显小于其他两种测量工具的外径测量结果。其中,使用激光测径仪的外径测量结果的平均值为13.037 mm,使用气动量仪的外径测量结果的平均值为13.032 mm,使用螺旋测微仪的外径测量结果的平均值为13.016 mm。使用激光测径仪的外径测量结果的平均值要比使用气动量仪的外径测量结果的平均值大0.005 mm,使用气动量仪的外径测量结果的平均值要比使用螺旋测微仪的外径测量结果的平均值大0.016 mm。
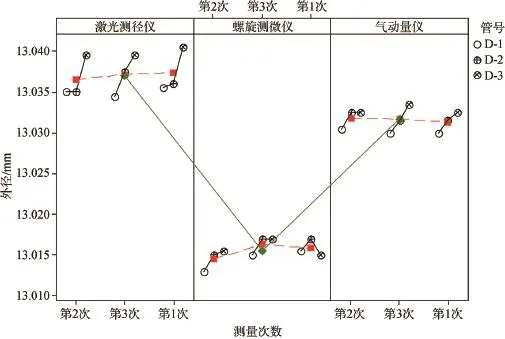
图4 不同测量工具进行轧制态的φ13 mm×0.3 mm管材外径测量平均值的多变异图
轧制态的φ13 mm×0.3 mm的薄壁管的测量结果与退火态的φ13 mm×0.3 mm的薄壁管的测量结果相比较,使用激光测径仪的外径测量结果的平均值均要比使用气动量仪的外径测量结果的平均值大0.005~0.006 mm,使用气动量仪的外径测量结果的平均值均要比使用螺旋测微仪的外径测量结果的平均值大0.015~0.016 mm,不同状态管材的不同测量工具之间的差异是一致的。由此可见,是否进行退火处理对于锆合金管材使用不同测量工具的测量结果没有影响。
结束语
(1) 螺旋测微仪管材外径测量值要小于气动量仪和激光测径仪的测量值。对于A值为43的φ13 mm×0.3 mm管材,使用螺旋测微仪的测量结果要比气动量仪的测量结果平均要小约0.015 mm。
(2) 螺旋测微仪与气动量仪以及激光测径仪之间的测量结果有明显差异,且随着管材A值的增大,螺旋测微仪与气动量仪以及激光测径仪测量结果之间的差异越大。
(3) 不同状态管材的不同测量工具之间的差异是一致的。是否进行退火处理对于管材使用同种测量工具的测量结果没有影响。
