RE-P复合耐候钢焊接工艺
2018-12-17供稿张楠文小明ZHANGNanWENXiaoming
供稿|张楠,文小明 / ZHANG Nan, WEN Xiao-ming
作者单位:1. 本钢集团有限公司热连轧厂,辽宁 本溪 117000;2. 本钢集团有限公司技术研究院,辽宁 本溪 117000
内容导读随着近几年集装箱、铁道车辆行业重载发展需求,采用高强度高耐腐蚀性耐候钢生产集装箱及铁道车辆结构件成为趋势,针对行业需求开发了RE-P复合方式屈服强度450 MPa级高强经济型耐候钢BG450PRE。RE-P复合钢板对焊接工艺及焊接性能要求严格,通过对BG450PR的焊接材料选用和焊接性能分析,对经济型耐候钢的焊接工艺进行全面研究,提出了BG450PR在铁道货车用结构件制造中的焊接工艺指导,保证了BG450PRE在装车使用过程中的焊接。
因大气腐蚀所造成钢铁材料的损失约占总腐蚀损失的50%,因此提高钢铁材料本身的耐大气腐蚀性具有极大的现实意义与经济价值。现阶段使用的耐候钢一般是Cu-P-Cr-Ni系的Corten A和Cu-Mn-Cr-Ni系的Corten B,或为这两类钢的变种。中国现在是全球最大的集装箱制造、铁道车辆制造国,对于耐大气腐蚀和海水腐蚀钢的需求量极大。
常规耐候钢中需要加入一定量的Cu、Cr、Ni等合金元素,提高了其材料成本,使耐候钢在市场竞争中处于劣势,限制了其广泛使用。经济型耐候钢的开发与耐蚀性的研究一直是国内外钢铁研究的热点,为满足市场需求,研发屈服强度450 MPa级高强经济型耐候钢BG450RPE。而在实际装车使用过程中RE-P复合的方式对焊接工艺及焊接性能要求严格,因此进行焊接材料选用及焊接工艺研究工作十分重要。
试验钢
试验钢化学成分设计
试验钢成分见表1。试验钢中含有少量的磷和稀土,碳含量较低,有利于焊接性的改善,少量的Nb元素用于细化晶粒及提高强度。
试验钢的力学性能
通过适当的控轧控冷手段,试验钢达到了Q450级低合金钢力学性能标准,符合材料设计要求。具体力学性能见表2。
焊接工艺
实验方法及焊缝组织
焊接实验采用φ1.2 mm的 GHS50CuC焊丝,试验板坡口为单面V型45°。采用CO2气体保护焊接,焊接过程不预热。使用工艺性试验确定的最佳焊接工艺规范焊接试板,单面单道焊方式焊接时,焊接热输入为13.8 kJ/cm;双面单道焊方式焊接时,焊接热输入为8.8 kJ/cm。图1为焊接接头的截面形貌,可见焊缝成形良好。
图2是焊缝的柱状晶组织,由晶界先共析铁素体+针状贝氏体组成,单面焊的先共析铁素体宽且组织明显粗大。

表1 试验钢成分设计(质量分数,%)

表2 BG450PRE试验钢力学性能

图1 试验钢焊接接头的宏观形貌
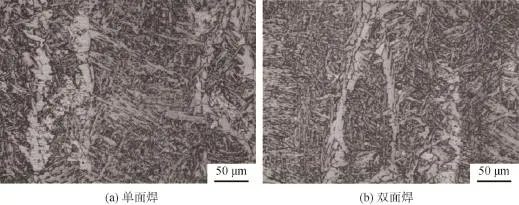
图2 BG450PRE钢接头焊缝的组织
焊缝性能分析
分别沿着焊缝上表面(双面焊时取后焊面)距钢板表面1 mm处、钢板厚度中心处测试焊接接头硬度分布,见图3。单面焊时,表面与心部的硬度分布是一致的,焊缝的硬度比母材略高,粗晶区(CG-HAZ)的硬度稍高于焊缝,最高硬度为230 Hv;临界区(ICHAZ)的硬度略低于母材,但区域很窄,一般不会影响接头的强度。双面焊时,后焊面表面处的硬度分布与单面焊相同,热影响区最高硬度为225 Hv;在板厚中心处,焊缝、热影响区(HAZ)及临近母材的硬度有降低,下降幅度为20~40Hv,因此接头区的强度会发生弱化。试验钢的屈服强度高于焊丝熔敷金属的屈服强度,抗拉强度与熔敷金属相当,焊缝的硬度也与母材接近,因此GHS50CuC焊丝与新型耐候钢为等强匹配。新型耐候钢BG450PRE的焊接热影响区不存在淬硬区,也没有明显的软化现象。
焊接接头拉伸及冷弯实验结果见表3。接头拉伸只有1个试样断在母材,3个试样断于焊缝,抗拉强度为580~590 MPa,焊缝的强度与母材相当。焊接接头冷弯实验均为180°完好,塑性变形均匀,塑性良好。
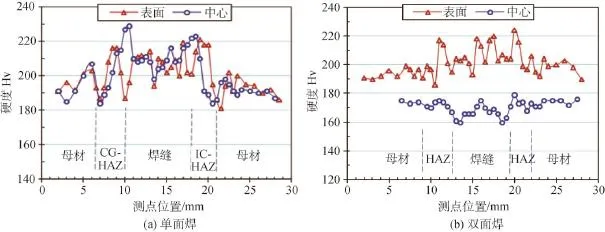
图3 工业试制BG450PRE钢焊接接头硬度分布

表3 新研制耐候钢焊接接头力学性能
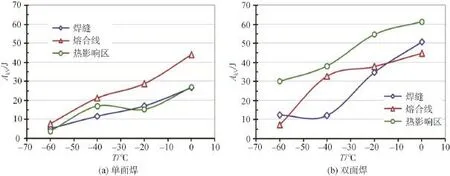
图4 工业试制BG450PRE钢焊接接头冲击温度曲线
焊接接头冲击采用5 mm×10 mm×55 mm非标试样,缺口分别位于母材、焊缝中心、熔合线、热影响区处,实验结果见图4。焊接接头各部位的冲击功都随着实验温度的降低而下降,单面焊的冲击功明显低于双面焊,与试验钢相比大幅度降低。双面焊焊缝的冲击功在–20℃以上与试验钢的熔合线相当,–40℃时显著下降,熔合线的冲击功与试验钢相当,热影响区的冲击功明显高。
对工业试制BG450PRE钢冲击断口进行观察,并测量结晶状断口率。图5是接头各部位冲击功与结晶断口率关系图,可以看到各部位冲击断口的结晶断口率都比较高,单面焊时更高。因此试验钢焊接接头的脆化倾向比较严重,应采用小热输入多道焊工艺焊接。
结束语
采用合理的化学成分和TMCP工艺设计可以获得具有优良耐腐蚀性能、良好焊接性能、成型性能、高强韧性的经济型耐候钢BG450PRE。
BG450PRE钢匹配新研制的焊丝,焊接接头拉伸试样多数断于焊缝,其强度与母材的强度相当,为等强匹配,冷弯实验达到180°完好,热影响区没有明显的硬化倾向,也没有明显地软化现象,具有良好的抗裂性能,焊接工艺合理。
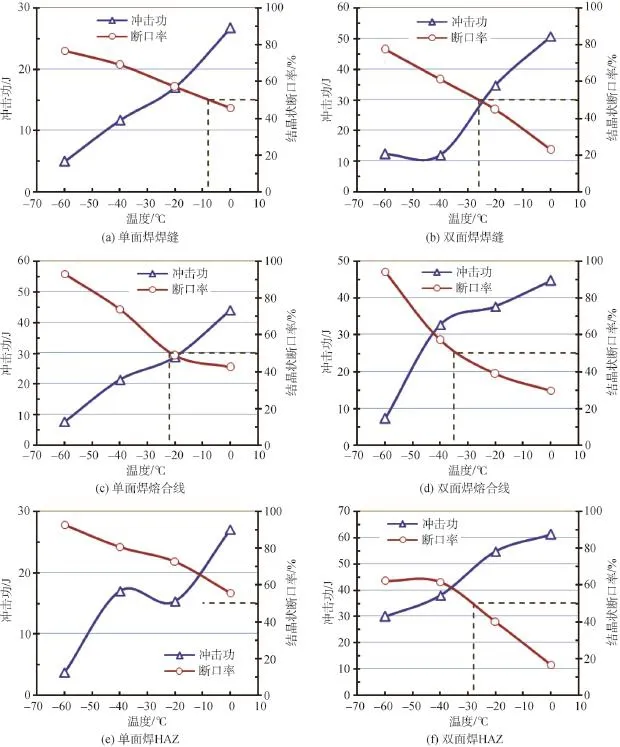
图5 工业试制BG450PRE钢焊接接头冲击功及断口率曲线
BG450PRE钢焊接时,焊缝、熔合线及热影响区的冲击功相对于母材明显低,当焊接热输入较大时,接头区脆化倾向比较严重,应采用小热输入多道焊工艺焊接。
经济型RE-P复合耐候钢BG450PRE作为铁道车辆行业的更新换代产品,具有广阔的市场前景。
