大型热喷锌闸盘加工技术
2018-12-17MachiningTechnologyinLargeThermalsprayingZincDisk
Machining Technology in Large Thermal-spraying Zinc Disk
供稿|胡志祖 / HU Zhi-zu
作者单位:洛阳矿山机械工程设计研究院有限责任公司,河南 洛阳 471039
内容导读闸盘是矿井提升机的重要零件。文章以闸盘为研究对象,通过对闸盘类大型零件的结构特点及工艺性分析,确定了热喷锌结合涂层封闭技术作为闸盘的表面防腐工艺方案。根据热喷锌工艺的操作特点,重点研究了闸盘的机械加工工艺方案,通过对加工结果的分析,确定了闸盘最为优化的加工方法。该研究对大型热喷锌零件机械加工工艺以及类似有防腐蚀表面处理技术要求的零件加工工艺制定具有一定的参考作用。
矿井提升机是提升煤炭(或矿石)、升降人员和机电设备、联系井下与地面的重要生产设备。闸盘是矿井提升机主轴装置和盘闸制动系统的重要零件。为保证提升机正常工作,按照“煤矿安全规程”规定,制动器闸瓦和闸盘的制动面接触面积不应小于60%。闸瓦和闸盘的接触面积越小,相同制动力的情况下制动效果就越差。闸瓦和闸盘的接触面积变小会使局部接触处由于摩擦力的增大而使得闸盘磨损严重、温度急剧升高从而造成烧盘,严重影响制动效果。就目前使用状况来看,提升机发生的事故大部分与制动有关,一旦发生事故,轻则影响生产进度,重则导致恶性事故的发生[1]。因此,闸盘的质量直接关系到提升机能否安全制动。
“煤矿机电设备完好标准”中规定提升机闸盘制动端面全跳动量≤0.5 mm。“煤矿安全规程”中规定,为保证提升机正常工作,闸瓦与闸盘之间的间隙不得大于2 mm。当闸盘制动面全跳动过大时,在制动时会使闸瓦对闸盘的制动力忽大忽小,有时甚至会接触不到闸盘,这样会导致闸盘与闸瓦磨损严重、安全制动时空运动时间延长等不良后果,不能安全、可靠、及时地实施制动,从而造成提升机运行不稳定和疲劳损坏,同时加剧制动系统内碟形弹簧的疲劳程度,影响提升设备的寿命。反过来制动力的不稳定和轴向力的加大又会加剧闸盘的变形,使其全跳动量变得更大。
闸盘的制动面应具备较高的平面度、粗糙度和端面全跳动公差才能满足安全制动的要求。由于闸盘外形尺寸较大,下料后为消除残余应力、稳定尺寸需进行退火工序,故必须考虑退火留量。闸盘如果做成整体式,就会存在着尺寸大、质量偏重、退火后变形大、加工、装配及运输困难等缺点。因此需将闸盘设计成剖分式结构,即半闸盘形式。提升机闸盘直径一般为2~5 m,质量从几百公斤到几吨不等,起吊、翻转、加工、运输都有较大的难度。
综上所述,闸盘具有直径大、质量重、形位公差要求严格的特点,而剖分式结构的零件刚性差,易变形,属于断续切削方式,更增加了加工的难度。因此,将闸盘作为典型的大型零件,研究其表面防腐技术及加工技术具有一定的代表意义。目前有关研究大型热喷锌零件机械加工工艺的参考文献较少,希望本文对类似有防腐蚀表面处理技术要求零件的加工工艺研究有一定参考作用。
表面防腐方案
常用表面防腐技术比较
表1是热喷锌与热镀锌、冷镀锌、浸镀锌、喷涂油漆等常用表面防腐工艺相比的优缺点,可见热喷锌在表面防腐工艺上具有一定的先进性。
热喷锌技术原理
热喷锌是一种重要的防腐蚀表面处理技术,其原理是在大气中的喷锌层形成氧化物薄膜使钢铁与大气隔绝,从而起到防护效果。热喷锌技术是采用燃烧火焰、电弧、等离子弧等作为热源,将喷涂材料加热到塑态和熔融状态,同时在高速气流的加速作用下,使材料呈雾化的颗粒束冲击到经过预处理的基体表面上,随之激冷并不断层积而形成涂层的工艺方法。
表1 常用表面防腐工艺的优缺点
热喷锌技术研究进展
国外对各种热喷镀层在不同自然环境中的耐蚀性研究较早,法国地下铁道公司的Y. Delphch等在1970年公布的研究成果表明,在海洋大气中,喷锌层暴露10年后表面仅稍有氧化作用,表面厚250 µm的喷锌层在流动的海水中至少可耐用10年。C. F. Shrieber等在1974年的美国外海技术年会上公布了厚度300 µm的纯喷锌层可在18年内充分保护钢铁构件在海水中不受腐蚀。近年来,随着复合涂层技术的发展,热喷锌与涂层封闭相结合的重防腐技术在解决表面腐蚀的问题上取得了更长足的进步。在国内最新的研究报道中有:藏木水电站闸门结构采用热喷锌加涂料保护,有效解决了恶劣的自然气候条件下对闸门设备的防腐蚀要求;使用热喷锌以及富锌涂料防护桥梁钢结构,可以有效地解决使用纯锌镀层防护存在的氧化变色并延长防护时间[2,3]。
为了延长钢结构的使用寿命,降低维修成本,金属表面防腐设计采用耐蚀金属涂层是科学合理的选择,而热喷锌则是首选的表面处理方法[4],有较高的推广价值。因此,可选用热喷锌结合涂层技术作为闸盘的表面防腐方案。
总体工艺方案的确定
闸盘的热喷锌方案
JKMD-2.8×4PⅠ型提升机产品是洛阳矿山机械工程设计研究院有限责任公司为山东某金矿生产的矿用提升设备。该金矿濒临渤海,海洋大气中富含盐分,干湿交替的气候会导致金属表面盐浓度较高,而水膜中富含氧分子溶有其他酸性气体,腐蚀性极强,会导致矿用提升设备上的金属结构腐蚀较快。为确保提升设备安全运行,考虑对提升设备的金属结构采取热喷锌和涂层相结合的方案对闸盘进行防护。
提升机主轴装置中闸盘与卷筒是装配成一体的,喷锌表面1和喷锌表面2两个表面处于装配状态时是外露的。闸盘的安装基准面与卷筒装配时处于贴合状态。制动面需要安装制动器与闸瓦。安装基准面和制动面只有采用机械加工的方法才能保证较高的形位公差,从而确保闸盘的制动效果。为降低生产成本,闸盘的安装基准面和制动面不必使用喷锌涂层。因此,只对图1所示喷锌表面1和喷锌表面2进行热喷锌作业和涂层防护,对这两个外露表面起到阻挡腐蚀介质的隔离作用。
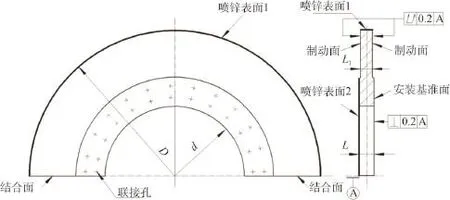
图1 闸盘热喷锌的位置
热喷锌的工艺流程为:表面预处理→喷砂→热喷锌→第一次涂层封闭。
涂层的选择原则
热喷锌完成后涂层封闭厚度是涂层防护系统很重要的一项技术指标。涂层太薄,不能有效地发挥涂料的防腐作用,影响使用寿命;涂层太厚,不仅造成浪费,而且还会降低涂层的某些物理机械性能,如起泡、脱层等。漆膜厚度的选择根据钢结构的使用条件决定,在不同的腐蚀环境及用途条件下对涂层厚度要求也不相同[5]。一般漆膜厚度的选择如表2所示。

表2 喷锌涂层的厚度
镀锌钢构件推荐选用环氧涂料作为底漆。环氧涂料的基料为环氧树脂,对金属基材具有极强的附着力。环氧涂料中的醚键和羟基属于强极性基团,它们可以与金属基材表面产生极强的黏结力。环氧涂料除了超强的附着力等优点外与镀锌层也不会发生反应[6]。
闸盘加工工艺
总体加工工艺方案
热喷锌前需要喷砂作业。由于喷砂时钢砂速度在200 m/s以上,会对工件表面产生冲击和<0.5 mm的切削作用,因此必须考虑对闸盘已加工表面进行覆盖性防护。但是,如果防护稍有不慎,钢砂就会穿透或者打烂已做的防护,对已加工表面造成损伤从而造成表面质量问题,最终影响到闸盘的制动效果。如何做到既能保证热喷锌流程顺利进行,又能确保加工表面不因喷砂操作而受到损伤,是一个亟待解决的问题。
经过分析发现,闸盘工件来料为毛坯状态,这时单边留量10 mm以上。如果能最大限度地利用毛坯面,就能最大程度地减少防护面积甚至不用进行防护,这不失为一种最为科学和经济的思路。
根据上述原则设计工艺流程:首先只加工需要喷锌的表面,再对已加工的表面实施热喷锌作业。这时工件除需要喷锌的表面外,其余各表面均为毛坯状态,可完全不用考虑做防护的问题。待热喷锌作业结束后,再将毛坯留量转借到其余各非喷锌表面上,通过机械加工去除掉,保证图纸尺寸。以热喷锌工序为中心,将总体加工工艺方案设计成热喷锌前的加工和热喷锌后的加工两部分。这是闸盘加工工艺方案采用的创新技术之一。
在具体实施过程中,如图1所示的喷锌表面2可以利用喷砂时钢砂对工件表面的切削作用来达到热喷锌前所要求的表面质量,因此可以不用对喷锌表面2进行机械加工,降低了生产成本。
由于喷砂设备的原因,喷砂时钢砂对外圆无法实现均匀切削,因此图1所示喷锌表面1即闸盘大外圆必须采用机械加工的方法加工完成之后才能进行热喷锌作业。
热喷锌前加工工艺方案
如图1所示,闸盘为剖分式结构,是一种典型的两半式零件。在矿山机械行业,很多两半式零件都会利用各种方法来实现整体加工,比较常见的有:两半式铜瓦、两半式端盖、两半式轴套等零件均采用整体加工方法。这是因为采用整体加工方案加工两半零件可以解决断续切削及复杂的夹具装夹问题,具有提高加工质量并降低生产成本的优点。
但是整体加工方案的前提是必须先加工完成结合面,再组成整体进行加工。如果先整体加工工件,然后再加工结合面的话,会使整个零件成为椭圆形状。
常见的两半式零件组成整体的方式,可采用在结合面上采取全部点焊或螺栓联接等方式。但是该闸盘直径为3550 mm,内孔直径2230 mm,结合面有效长度超过1.3 m,采用将结合面全部点焊,既不现实又不经济,且闸盘结合面上也没有设计可供螺栓联接的地方。
为解决整体加工的问题,经过仔细研究确定采用的方法为:先加工结合面,再将两块半闸盘已加工的结合面贴紧、外形对正,如图2所示,在端面靠近大外圆处焊接工艺焊块,将两块半闸盘焊接成整圆。此方法简单、快捷、焊接变形小,且工艺焊块可在车间就地取材,成本较低。这是闸盘加工工艺方案采用的第二个创新技术。
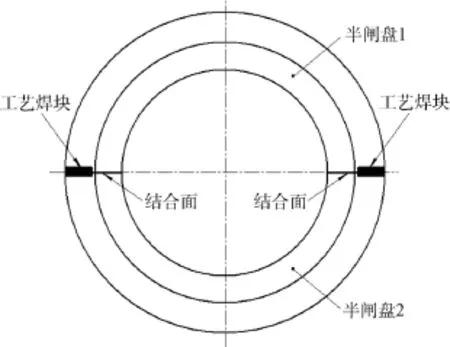
图2 工艺焊块位置
具体的闸盘热喷锌前机械加工工艺方案为:
方法一:如图1所示,先按图纸加工完成半闸盘大外圆即喷锌表面1,再进行热喷锌工序,这种方法可以称之为半圆加工法。其优点是外圆可按单独零件加工完成,因为其余部分均为毛坯状态,可直接喷砂、热喷锌作业,不用考虑喷砂及喷锌作业时的防护问题,缺点是大外圆的加工属断续切削方式。需要注意的是热喷锌工序结束后需按图2所示将两块半闸盘焊接成整圆再完成后续加工。
方法二:先加工完成半闸盘的结合面,然后按图2所示,用焊块将两块半闸盘焊接成整圆,接着按整体结构加工完成大外圆即喷锌表面1,之后进行热喷锌工序,这种方法称之为整圆加工法。其优点是:对大外圆的加工克服了断续切削;除结合面外所有加工面均留有余量,因此不用考虑喷砂及喷锌作业1的防护问题。缺点是:整圆状态结构较重,进行热喷锌工序时起吊、翻转比半闸盘单个零件要困难。
热喷锌后加工工艺方案
闸盘的制动面需要具备较高的质量才能满足制动要求,因此如何保证制动面的加工质量也是本文的研究重点。
具体的闸盘热喷锌工序结束后机械加工工艺方案为:
方法一:将已焊接成整圆状态的闸盘,在立车工作台上仍旧使用花盘夹持,用多个压板均布压紧并加辅助支撑,将加工留量放到安装基准表面,采用粗、精车工序分开的工艺方法完成对闸盘的所有加工,保证图2所示的闸盘制动面和安装基准对内孔的全跳动和垂直度公差。由于闸盘制动面的表面粗糙度要求Ra1.6以上,因此精车后需使用专用的抛光装置抛光制动面,如图3所示,这种方法称为单独加工法。需要注意的是精车前一定要松开压板来释放应力,减少因加工产生的变形。
方法二:将加工余量放到闸盘安装基准面一侧去除,两制动面不必按图纸加工到位,只需均匀留加工量,并在其上车削加工20 mm宽的环形找正带即可。然后,按图4所示将闸盘与卷筒装配到一起,并调整间隙均匀,再将图1所示闸盘端面上的联接孔与卷筒定位大端面上的定位止口联接孔一起钻削加工,最后用联接螺栓将闸盘与卷筒合成一体。

图3 单独加工法抛光制动面
以上工序全部完成后,将装配成一体的工件安装到立式车床上,按工艺要求找正闸盘端面及已车削的环形找正带,以小进给量多次走刀的加工方式完成对闸盘制动面的车削加工。车削完成后,同样使用专用的抛光装置进行抛光,使闸盘制动面达到表面粗糙度要求。这种方法称为配合加工法,如图5所示。
加工结果及分析
热喷锌前加工结果
热喷锌前采用半圆加工法会在两块闸盘大外圆接缝处产生0.5~0.6 mm的错边量,而采用整圆加工法的两块半闸盘在同样位置仅会产生0.1 mm左右的错边量。
错边主要有两个原因:一是采用半圆加工法时,虽然两块半闸盘的大外圆均按相同的公差加工完成,但是由于每块半闸盘是作为单独零件加工的,属于断续切削方式,加工时会在大外圆接缝处产生较大冲击,造成的一定的变形;二是在松开花盘和压板后会在大外圆接缝处产生较大的塑性变形,且加工后采用自然时效时间较短,只能释放很少的内应力所致,属于装卡造成的变形。
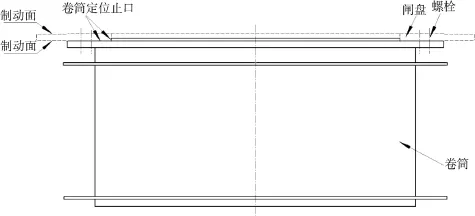
图4 闸盘与卷筒的装配形式

图5 配合加工法在立式车床上加工的情况
该闸盘外圆直径3550 mm,图纸标注为自由公差,按m级公差为±2 mm,错边量符合图纸要求。
热喷锌后加工结果
将采用单独加工法加工完成的闸盘,切除工艺焊块并将焊缝打磨平整,按图3所示安装到卷筒上,检测闸盘端面全跳动的结果为1.5 mm,远远高于“煤矿机电设备完好标准”规定中闸盘制动端面全跳动量≤0.5 mm的要求。在此情况下,必须对闸盘增加矫正工序才能保证闸盘制动端面全跳动公差要求,大大增加了工作量和生产成本。经过对闸盘端面全跳动超差原因分析,认为虽然闸盘和卷筒的加工都是在同一台车床上完工的,但是由于两种零件是分别独立加工的,存在找正、测量、装夹上的误差和加工内应力产生的变形。由于闸盘与卷筒定位止口接触面积较大,任何微小的误差都会被累积放大,最终造成两种零件工艺安装基准不一致所致。此外,装配时产生的误差也加大了跳动量的超差。
将采用配合加工法加工完成的闸盘,割除工艺焊块并将焊缝打磨平整后从卷筒上拆下,待释放应力后,重新按图3所示与卷筒安装到一起,这时检测闸盘端面全跳动结果在0.2 mm以内,满足图纸的要求。
因此,闸盘作为独立零件加工完成制动面是不能保证最终的装配要求的。采用配合加工法加工闸盘是创新技术之三。
结束语
通过对热喷锌闸盘整个加工工艺流程和加工结果的分析可知:大型两半式零件采用整圆加工法会获得更好的加工质量和外观效果;对有装配要求且形位公差及粗糙度要求较高的的大型零件的加工面,采用装配成一体的加工工艺方案是保证加工质量的较好选择。
需要说明的是,镀锌层表面暴露在户外一段时间后就会发生氧化变色,逐渐变成深灰色,因此在机械加工完成后还需要选择涂料和联合防腐蚀工艺对喷锌层进行第二次涂层封闭防护。

摄影 钱大益
