基于罗克韦尔机床电气自动化设备的开发
2018-12-13刘慧
刘 慧
(南京嘉玺数控科技有限公司,江苏 南京 226003)
0 引言
针对传统的机床电气工频控制教学实验台,采用最新型的罗克韦尔自动化系列Micro850 PLC、PowerFlex525变频器和PanelViewT4T触摸屏,设计开发了新的自动化设备。该设备将机床电气安装、布线、PLC应用、变频器和触摸屏自动化控制糅合在一起,既可以实现典型机床电气的工频控制,也可以实现PLC、变频器的交流电动机变频控制,以及触摸屏的现场或远程控制。该教学设备的交付使用更能满足社会对具有实践能力和创新能力的高级人才的教学需求,取得了较好的经济效益和社会价值。
1 自动化设备的系统构成
自动化设备实验台即要保留原有的工频控制系统,又能实现交流电动机的变频速度控制,并充分发挥变频器和触摸屏的技术优势,从而获得一台多用的教学仪器设备。系统设计方案结构如图1所示。

图1 机床电气控制实验台系统结构图Fig.1 System structure of machine tool electrical
利用罗克韦尔自动化设备的EtherNet/IP网络技术优势,直接实现电脑、PLC、变频器、触摸屏和电动机的网络组态与控制。该系统删减了传统的多网络系统架构,减少了组态设备和物理连接,使系统构成更简洁、稳定,也更易于调试、生产与节约成本。
2 控制方案
2.1 网络组态
整个系统的网络组态只需一台交换机或无线路由器的EtherNet/IP网络协议即可实现,不再需要传统的信息层、控制层和设备层的三层划分和控制模式[1]。EtherNet/IP网络结构将所有的原件无缝地集成在一个自动化系统内,从最简单的设备到Internet,帮助用户增进灵活性,减少安装费用,提高生产效率。
罗克韦尔自动化一体化编程、网络组态软件CCW(Connected Component Workbench),是开放网络EtherNet/IP通信的组态工具。它提供实现网络设计、网络设备参数设定、通信规划、在线监测和故障诊断等功能的友好操作界面。如采用无线路由器,可以实现多台电脑的远程和实时在线调试,更易于网络控制和多人教学。
2.2 控制方式
该自动化设备主要可以实现交流电动机的五种控制方式:①手动按钮工频控制方式;②变频器手动键盘控制方式;③手动机旁工频控制方式;④手动机旁变频控制方式;⑤触摸屏人机交互控制方式。
2.2.1 手动按钮工频控制方式
该方式主要是通过交流接触器、中间继电器和热继电器至交流电动机,并由启动、停止等按钮,实现电机的启动、停止、正反转功能控制。也可实现两台电机的顺序启动逆序停止等控制。
2.2.2 变频器手动键盘控制方式
该方式主要通过变频器面板设定相应的信号源、加减速和惯性停止等变频器参数,并由面板上的启动、停止、换向键和模拟旋钮,实现电动机的启动和变频控制。该方式主要用于变频器的调试或教学训练,在生产应用中很少使用[2]。
2.2.3 手动机旁工频控制方式
该控制方式主要利用PLC的逻辑控制功能,配合控制按钮和继电器线圈实现电动机的启动、停止或正反转工频控制,PLC接线图如图2所示。其中,工作方式选择开关可以实现PLC的工频和变频状态转换,变频方式时变频器的接线原理图如图3所示。
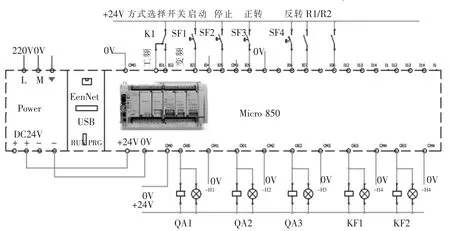
图2 PLC接线原理图Fig.2 Schematic wiring diagram of PLC
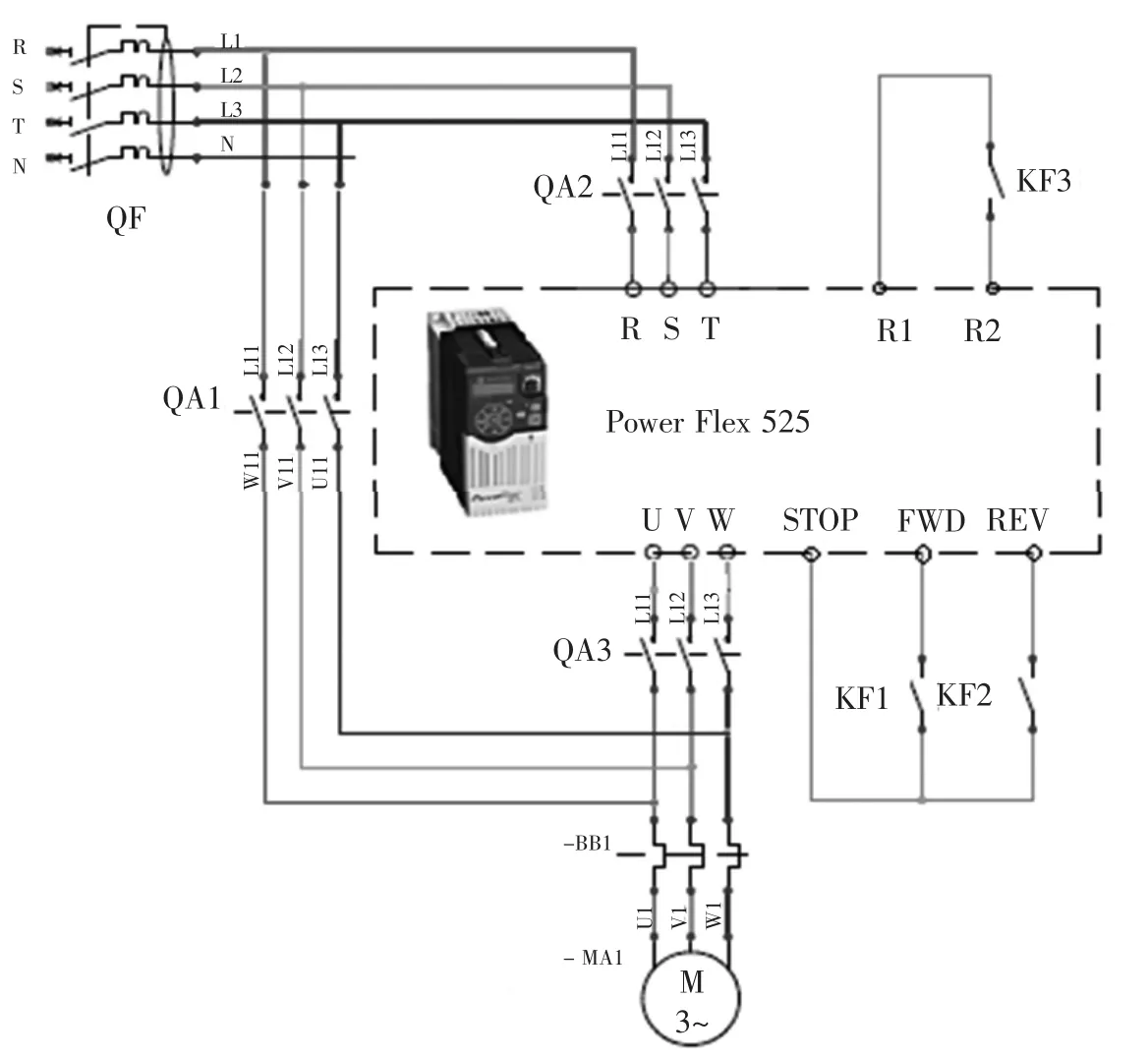
图3 变频器接线原理图Fig.3 Schematic w iring diagram of inverter
工频模式时,按下启动按钮SF1,使QA1线圈得电,图3中的QA1交流接触器主回路导通,交流电动机启动旋转。按下停止按钮SF2,QA1线圈失电并断开主回路,电机停转。
2.2.4 手动机旁变频控制方式
该方式需要PLC和变频器的相互配合,并编制相应的PLC程序,实现电动机的变频速度控制。在变频方式下,按下SF1启动按钮,使图3中的QA2和QA3交流接触器吸合,电机主回路得电。按下正转按钮SF3,使中间继电器线圈KF1得电吸合,同时图3中的常开触点KF1吸合,电机正传;同理,按下反转按钮SF4,电机反转。
通常情况下,变频器的频率给定有外部0~10V电压给定、4~20mA模拟量给定、外部数字量及其它频率源给定。这些传统的控制模式,需要可调电位器或数字量开关等外设连接,且精度有限。
本文采用EtherNet/IP网络,编写相应的PLC和变频器程序,在程序中设置相应的速度参数,如IP地址、参考速度、加速时间和减速时间等。这些参数可以在电动机运行状态时在线监控,其中电动机频率参考电压直接通过EtherNet/IP网络写入变频器相应存储器,并由变频器转换为三相电压驱动电动机旋转,以实现变频调速。此时,只需一根网线,不再需要其它外设,甚至连正反转的KF1、KF2中间继电器都可以省略,交由PLC逻辑编程实现,结构异常简单。
2.2.5 触摸屏人机交互控制方式
在方式4中可以通过按钮和指示灯实现电动机单一速度的正、反、停控制,但在脱机状态下无法进行转速的显示与实时修改。所以,图形终端触摸屏在生产线上非常重要,是人机交互的重要工具。
在方式4的基础上,设计触摸屏的人机交互界面如图4所示。其中主要有控制按钮、电机速度显示、电机频率设定键盘及时钟。设置相应的标签,如图5所示。
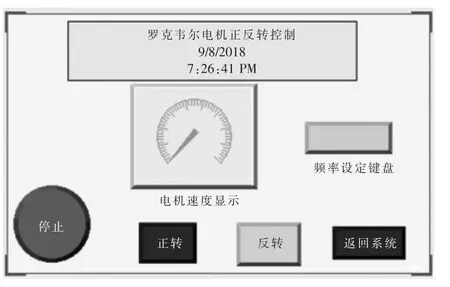
图4 触摸屏人机交互界面Fig.4 HM I interface of touch screen
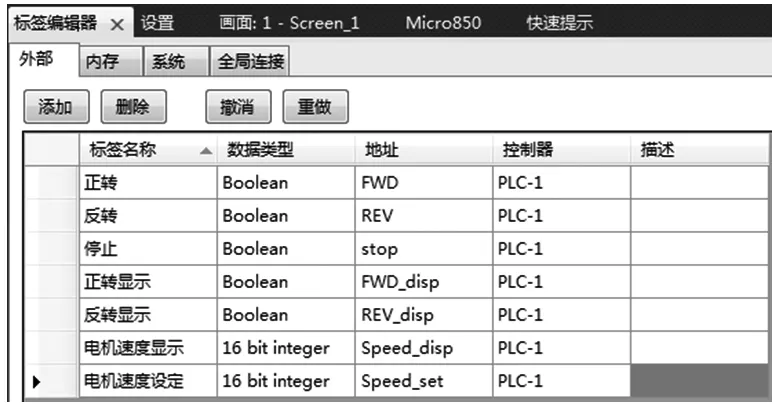
图5 触摸屏速度控制标签Fig.5 Speed control label of touch screen
对设定好的标签,正确建立与PLC地址和参数的关联,以保证动作安全、有效,其中主要参数如表1所示。
修改相应的PLC程序,设置PLC、变频器和触摸屏的IP地址,通过Ethernet/IP网络联机调试。此时,即可通过触摸屏按键实现电机的起动、停止和正反转功能,也可通过PLC的控制按钮实现,只需简单的修改PLC梯形图,方便、快捷。调试后的实验台如图6所示。

表1 PLC变量表Tab.1 Variable table of PLC

图6 自动化设备实验台Fig.6 Test bench of automation equipment
3 结束语
本文设计开发的机床电气自动化教学设备,将典型机床控制系统与罗克韦尔自动化融为一体。在此平台上,可以实现交流电动机的五种基本的工频和变频控制模式。各模式之间即可相互独立,又可互为基础;由经典到现代,物理连接越简单,自动化程度越高,更方便、有效。该设备已顺利交付应用于教学实践,取得了良好的教学效果。
