B1B2水性免中涂工艺在汽车涂装中的成功应用
2018-12-08凡启虎李继成张静波
凡启虎,李继成,张静波
B1B2水性免中涂工艺在汽车涂装中的成功应用
凡启虎,李继成,张静波
(宝鸡吉利汽车部件有限公司,陕西 宝鸡 721000)
随着近年来汽车行业的高速发展,B1B2水性免中涂工艺已成为主要发展趋势,与传统的3C2B工艺相比较,其最大的优势在于减少了中涂、中涂烘干及中涂打磨,极大地缩短了工艺流程,减少工艺时间,节约能耗,降低VOC污染排放。
B1B2水性免中涂;工艺参数
1 前言
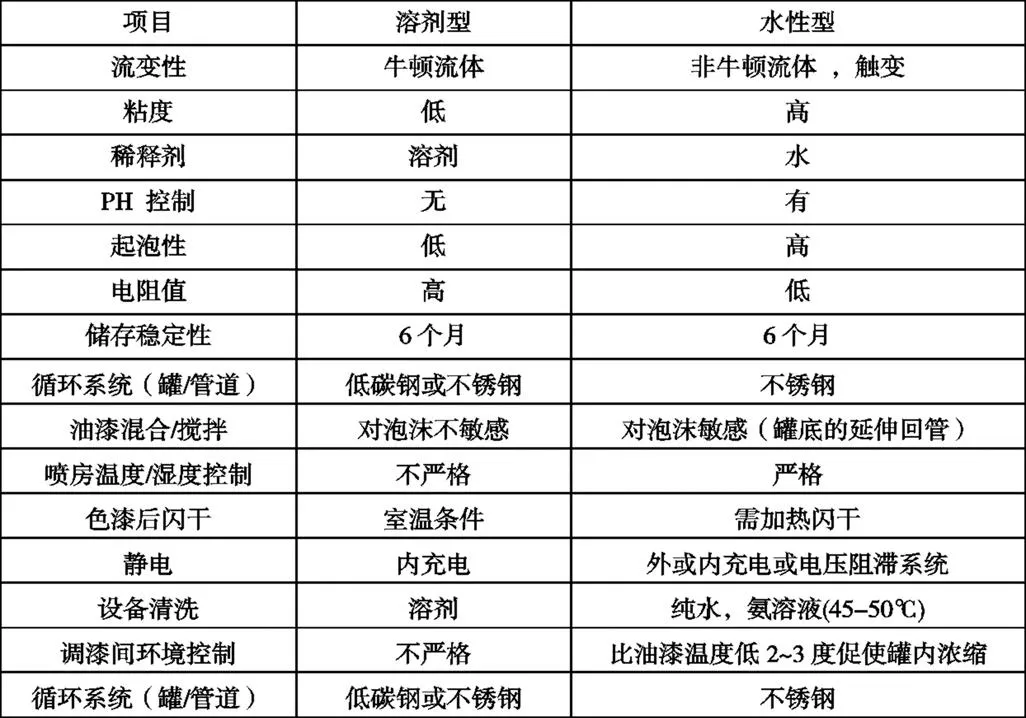
随着近年来汽车行业的发展,B1B2水性免中涂工艺已成为主要发展趋势,与传统的3C2B工艺相比较,其最大的优势在于减少了中涂、中涂烘干及中涂打磨,极大地缩短了工艺流程,减少工艺时间,节约能耗。与传统的溶剂型涂料相比较,目前使用的B1B2水性涂料有以下优点:(1)有机溶剂含量小于15%,并且无芳香类溶剂,VOC排量降低,对人体伤害较低;(2)在该水性涂料中,水含量在65%左右,安全性高,涂装使用工具及设备可用水清洗,溶剂使用较少;(3)水性溶剂的储存稳定性较高,周末或假期停线时,可关闭或间歇式开启循环系统,节约能耗。水性涂料与溶剂型涂料的差异如下:
表1
2 水性免中涂工艺管控要点
2.1 电泳粗糙度
对于B1B2免中涂工艺,电泳粗糙度的控制非常重要,电泳粗糙度较大时会导致短波增加,橘皮加重,面漆目视效果变差。保证电泳良好的粗糙度需要控制好白车身粗糙度以及电泳槽液参数。
2.1.1 白车身粗糙度
某生产线的白车身粗糙度标准为≤1.0μm,白车身粗糙度偏小,均值在0.8左右时,电泳粗糙度相对较好,当白车身粗糙度偏大,大于1.0μm时,电泳粗糙度明显变差,某生产线在未调整电泳槽液参数的情况下,白车身粗糙度及电泳粗糙度呈如下明显变化趋势:
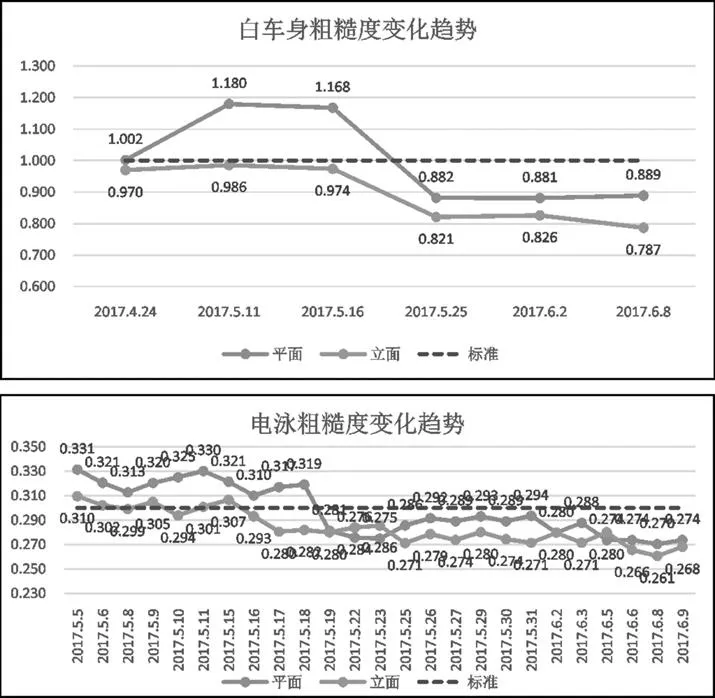
图1
因此,保证良好的白车身粗糙度尤其重要。
2.1.2 电泳槽液参数
某生产线白车身粗糙度维持在(0.75-0.85)μm的情况下,通过对电泳槽液的优化调整,控制电泳粗糙度均值在0.26μm上下波动(电泳粗糙度标准≤0.3μm),变化趋势如下:
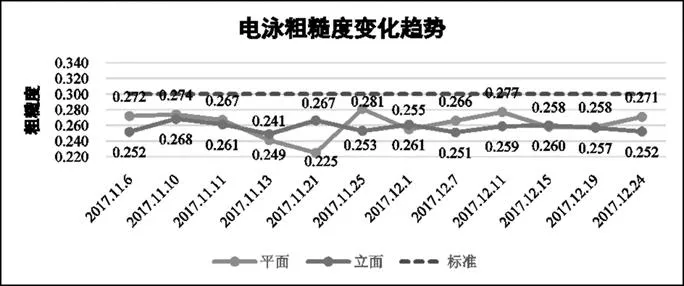
图2
电泳槽液(PPG 7010)参数通过调整优化后,槽液参数如下,可做参考表2:
表2

2.2 电泳打磨
(1)室体湿度控制要求:由于免中涂工艺无中涂层覆盖,在遮盖力方面相对传统工艺较差,电泳打磨的好与坏直接与漆膜质量呈正相关,所以电泳打磨的室体湿度就选的尤为重要,经过长期的验证,综合考虑到能耗和环境舒适度问题,当湿度控制在60%-70%时综合效果最佳,可以起到除尘降纤维的作用。
(2)打磨时必须做圆圈打磨,严禁直线打磨、单指打磨,使打磨处平整光滑;如果使用打磨机时打磨机应与打磨面平行,不允许出现打磨露底的情况出现;当遇到棱边打磨时使用双指打磨,不可以使用全掌,边缘呈羽状过渡。
(3)打磨完成后使用粘性抹布对车身由内向外进行擦净,粘尘布应与手掌面平行,严禁指压擦净,擦净后需继续使用0.4-0.7MPa洁净和干燥的压缩空气对车身从上至下、由内向外的顺序对车身进行吹净,人工擦净后再进行一遍静电除尘,确保车身表面无灰尘、打磨灰、纤维、水渍等异物。
2.3 喷涂控制
喷涂过程控制对于良好的涂膜质量及稳定性起着决定性的作用,某生产线采用B1B2工艺,通过调试验证得到如下机器人喷涂主要参数控制点:
(4)喷涂旋杯转速:B1和B2转速:50000r/min,清漆转速:45000r/min。
(5)轨迹行间距:根据喷涂速度及喷涂面积,结合机器人旋杯型号设计喷涂行间距150mm。
(6)喷幅大小、重叠率:对于车身外板选用400mm喷幅,通过验证当重叠率达到60%时可得到相对均匀的涂膜厚度,同时也不会出现过喷。
(7)流量和成型空气的配比关系:流量与成型空气的合理搭配对于膜厚的均一性及外观一致性至关重要。通过验证测试,得出400mm喷幅时流量与成型空气的配比关系如下:
图3
(8)色漆发花、色差控制要素:本生产线色漆喷涂为两站成膜,为避免出现金属漆发花、色差等问题,同时凸显闪烁度。两站喷涂轨迹仿形错开70mm,并且控制第一站与第二站涂膜厚度比例为6:4。
2.4 色漆预烘干
水性涂料预烘干是实现B1B2 新工艺的关键工序。由于B1B2 工艺预烘干前的湿膜膜厚较传统工艺增加1 倍,快速升温会导致针孔等漆膜弊病,同时湿膜中的含水量增加,因此传统的水性涂料烘干室已经不能满足新工艺湿膜闪干的需求。为确保新工艺顺利应用,获得合格的漆膜,设计B1B2新工艺水性涂料预烘干炉。经过验证调整,可以得到B1B2预烘干炉的较优的工艺参数如下:
(1)B1B2 预烘干室的烘干过程为:气封→加热一段→加热二段→气封→强冷。
(2)工艺时间:一段2~3 min,二段3~4 min,推荐一、二段总时间为6 min,强冷2~3 min。
(3)设备设定温度:一段60~70℃,二段90~100℃,强冷20~22℃。
(4)工件温度:一段<50℃,二段60~80℃,强冷后28~30℃(喷清漆之前)。
(5)闪干新风含湿量:6~10 g/kg。
(6)新鲜空气比例:15%~25%。
(7)脱水率:85%-90%。
(8)喷嘴出风速度(即水分预烘干室内部热空气吹向工件的速度):1 段为3~5 m/s,2 段为7~10 m/s,强冷段约为15m/s。
(9)强冷后车身内外板温度要求:外板25-30℃,内板30-37℃。
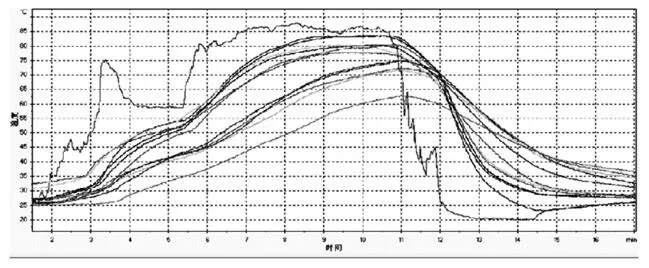
图4 闪干炉温曲线
2.5 面漆烘干
面漆烘干时完成B1B2工艺的最后一道关键工序,本生产根据油漆固化窗口,设置烘干炉各区温度,使烘干过程达到最优的升温斜率和固化保温时间,具体参数控制如下:
(1)烘干炉温设计:本生产线选用π型(桥式)烘干炉,保温效果相对较好,根据油漆固化窗口(下图)设置各区炉温为,一区140℃,二区155℃,三区165℃,四区155℃,五区150℃,经过多次炉温测试验证,保温时间可以控制在140℃保温时间20min,满足最佳窗口要求。
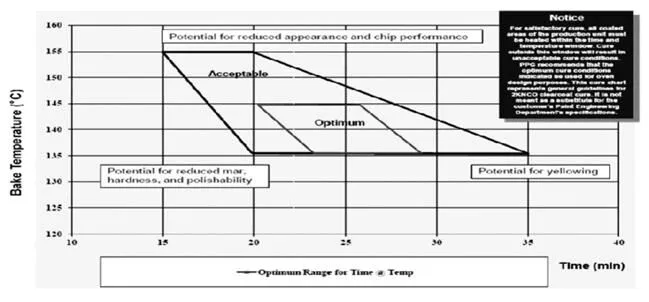
图5 面漆固化窗口
(2)升温斜率控制及保温时间:当面漆烘干升温速率太快会引发针孔缺陷,经过大量实验验证,升温斜率控制在11-13℃/min时效果最佳。
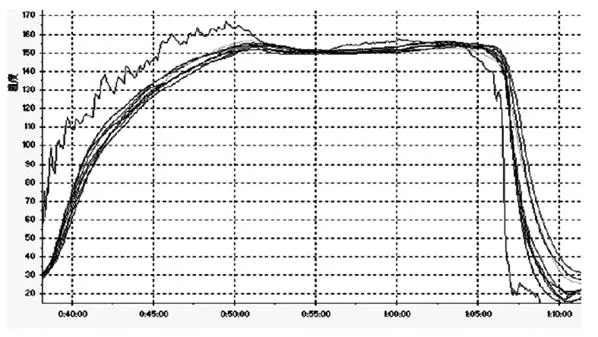
图6 面漆烘干炉温曲线
2.6 清漆膜厚
为提升车身漆膜饱满度,通过参数优化后评审和数据得出清漆膜厚大于50μm时,外观数据相对膜厚的变化逐渐减小,所以将清漆膜厚定格在>50μm,后续通过进一步优化机器人喷涂轨迹和喷涂参数以及油漆本身的抗流挂性能等方面,最终得到理想的外观效果。
表3

2.7 其他的管控要点
要保证面漆涂层的外观效果,除了保证漆膜膜厚、橘皮外,还需保证漆膜有较好的DOI 和光泽。某生产线的DOI和光泽标准如下:
表4

为提高漆膜DOI及光泽效果,还可以从如下几方面进行优化调整:
(1)优化流平室滚床进出程序,延长流平时间,流平时间达到≥7min;
(2)添加助剂,增加清漆的流平性能,助剂含量≤0.3%;
(3)优化闪干温度,提高B1+B2复合涂层脱水率,脱水率≥88%;
(4)优化闪干升温段和保温段辊床进出程序,延长保温时间,满足80℃以上3min;
(5)控制油漆中颜(填)料的粒度大小,要求粒度<0.3微米。
经过调整后的DOI及光泽度数据测量结果如表5:
表5

3 结束语
随着水性免中涂工艺节省设备投资、降低运行能耗、减少涂料消耗以及VOC排放等优势的体现,国内越来越多的汽车工厂开始选择B1B2免中涂工艺,该工艺必将成为未来最具发展潜力的涂装工艺技术之一。
[1] PPG公司B1B2资料.
The Successful Application Of B1B2 Waterborne Free Interminate-Coat Techology in Coating Process
Fan Qihu, Li Jicheng, Zhang Jingbo
( Baoji Geely Automobile Parts Co. LTD, Shanxi Baoji 721000 )
Flow the rapid development of automobile industry in recent years, B1B2 Waterborne Free Interminate-Coat techology has become the main development trend in the industry,compared with 3C2B troditional techology,its biggest advantage is to reduce in the process of painting, oven and polishing,greatly shortened the technological process,reduce process time,save energy and reduce VOC emission.
B1B2 Waterborne Free Interminate-Coat techology; The Process Parameters
B
1671-7988(2018)22-223-03
U445
B
1671-7988(2018)22-223-03
U445
凡启虎,(1985.6),男,制造总监,就职于吉利汽车。主要研究整车制造涂装生产工艺和设备方向,重点是涂装免中涂工艺技术优化、Tracking内喷机器人工艺调试优化、整车油漆外观提升与油漆样本缺陷分析和产品合格率改善以及涂装相关管理工作。
10.16638/j.cnki.1671-7988.2018.22.079
