车门包边波浪工艺提升分析
2018-12-08李燕王三星杨谊丽
李燕,王三星,杨谊丽
车门包边波浪工艺提升分析
李燕,王三星,杨谊丽
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
文章通过对车门包边波浪产生的原因进行深入分析,并对其采取相应的整改措施,使得包边波浪面品AUDIT等级由320分降至40分,有效提升客户满意度。并对其进行了巩固措施,为后续车型提供宝贵的意见。
包边波浪;深入分析;整改措施;AUDIT;巩固措施
前言
车门是汽车车身的外表装配总成,装配后要求与周边零件保持均匀的门缝间隙和良好的形状面差。车门包边是车门总成制造中一项比较特殊的工艺方法,包边后要求总成外表光顺、平整、没有压伤、波浪等外表缺陷,由于有的车型包边处面较平且宽,导致波浪很难消除,AUDIT得分320分。几乎依赖后工序进行优化,耗费人力物力,引发顾客方的抱怨。某车型四门包边波浪位置及实物如图1~4所示。

图1 左前门包边波浪
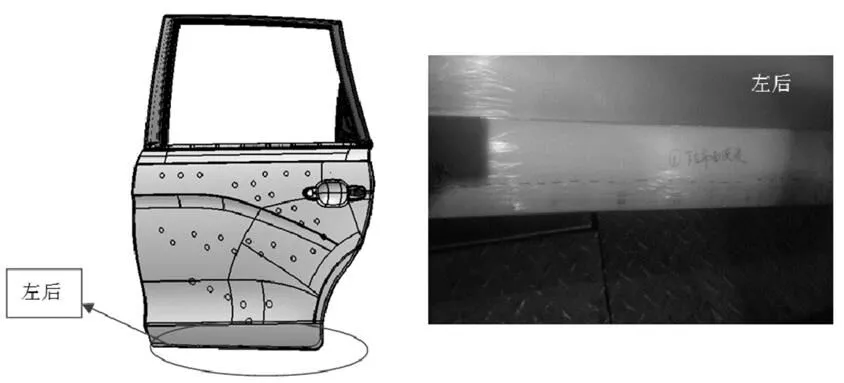
图2 左后门包边波浪
1 问题原因分析
1.1 为了内板精度达标,单件模具处理方法不合理
车门内板的检测现在大多数主机厂使用的是三坐标打点检测,检测的时候根据检测表将检测点标在零件上供三坐标编程,若零件精度不达标,在模具上相应的找到未达标点的位置进行打磨补焊加工,只要求零件精度达标,未考虑到零件平面的平整度,导致内板零件平整度不够,即同一个面上不同点极差较大,对包边波浪提供负贡献。
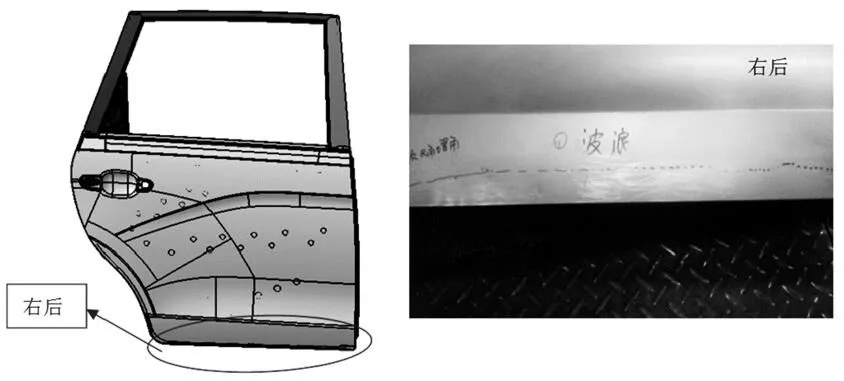
图4 右后门包边波浪
1.2 外板流入量及减薄率不达标
车门外板料厚一般为0.65mm~0.7mm,当减薄率较低时,材料成形不充分,如图5所示。外板成型不充分,单件表现出局部凹陷,包边后则会出现波浪。
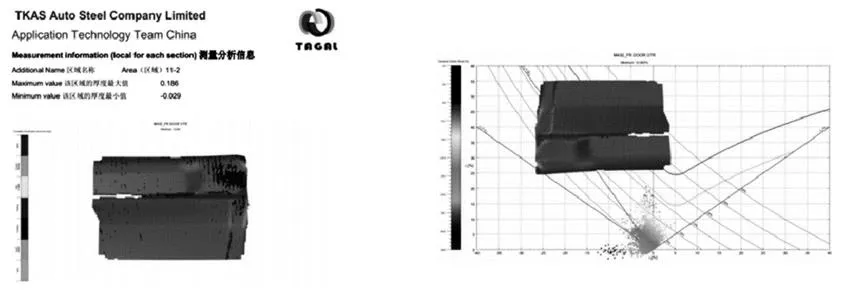
图5 外板减薄率分析
1.3 门内板与外板包边位置间隙不均匀
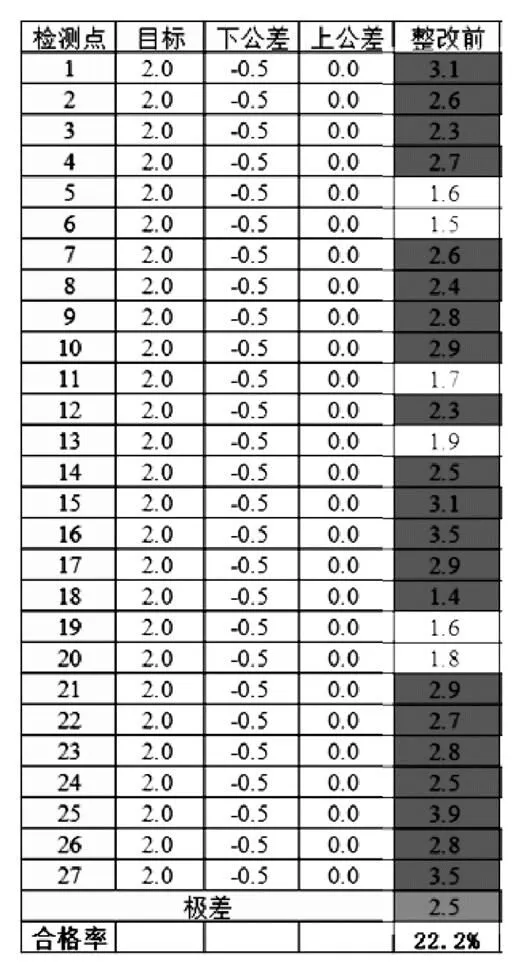
图6 门内板与外板包边位置间隙测量数据
门内板与外板包边位置的间隙数模显示是2mm,当间隙过小时,门外板翻边在45°弯曲时,就会碰到门里板的凸缘边,使门外板翻边弯曲收到限制,门外板表面材料收到拉力作用,刚性较差的形状面就会产生凹陷。当间隙过大时,发现塌边,经过测量产品件,发现间隙不均匀,有大有小,数据如图6所示。
1.4 内板薄厚板料处不平整
由于车门内板件是1.4/0.7的薄厚板料通过激光焊接而成,焊接位置存在一个0.7的台阶,此台阶应该在车门内板的内侧,即不和外板包边接触的一边,通过现场调查发现台阶位置是对的,但是即使这样台阶处也不能完全保证面的平整度,如图7所示。
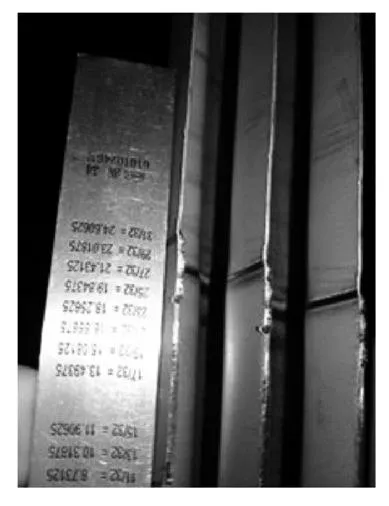
图7 台阶处平整度
2 整改措施
2.1 模具上点与点之间的过度平缓
加密检测点,看极差,如图8所示。
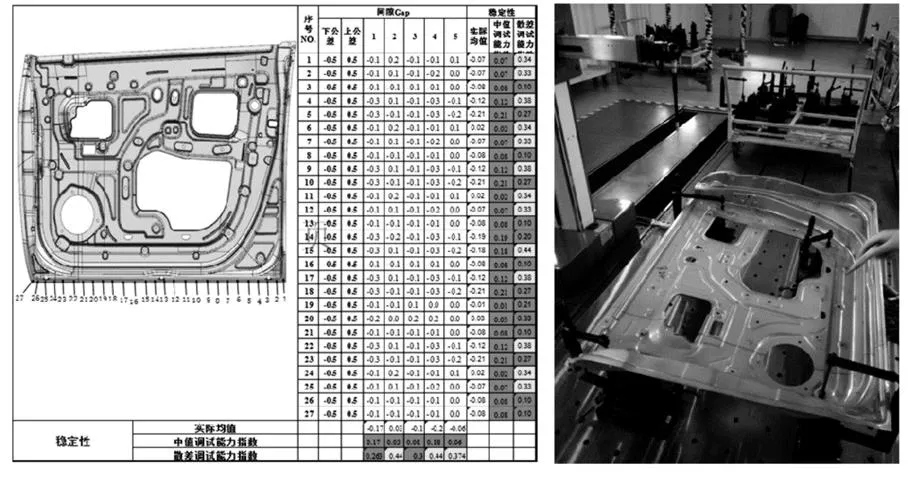
图8 加密检测极差值
2.2 增加进料阻力,提升毛坯的塑形变形量,使零件成型充分
增加进料阻力,提升毛坯的塑形变形量:通过调整机床压边力的大小、调整拉延筋的形状,确保材料流入量接近CAE模拟分析结果,提高减薄率,材料流入量如图9所示,CAE分析的减薄率及二轮整改后减薄率数值如图10所示:
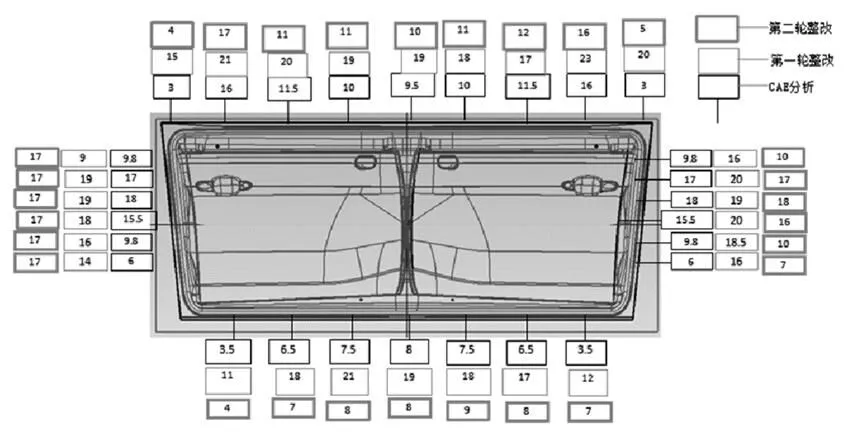
图9 材料流入量图
2.3 在保证精度合格的前提下
适当调整内板止口长度,逐步优化,保证内外板包边处间隙2mm,整改结果如图11所示。
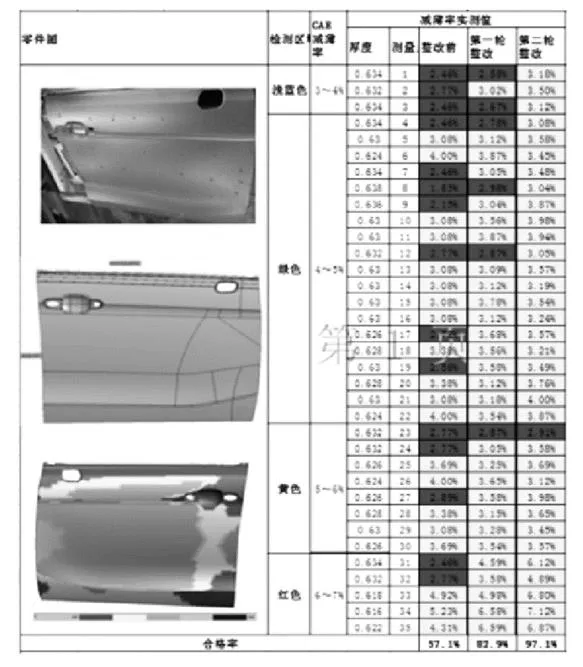
图10 减薄率示意图
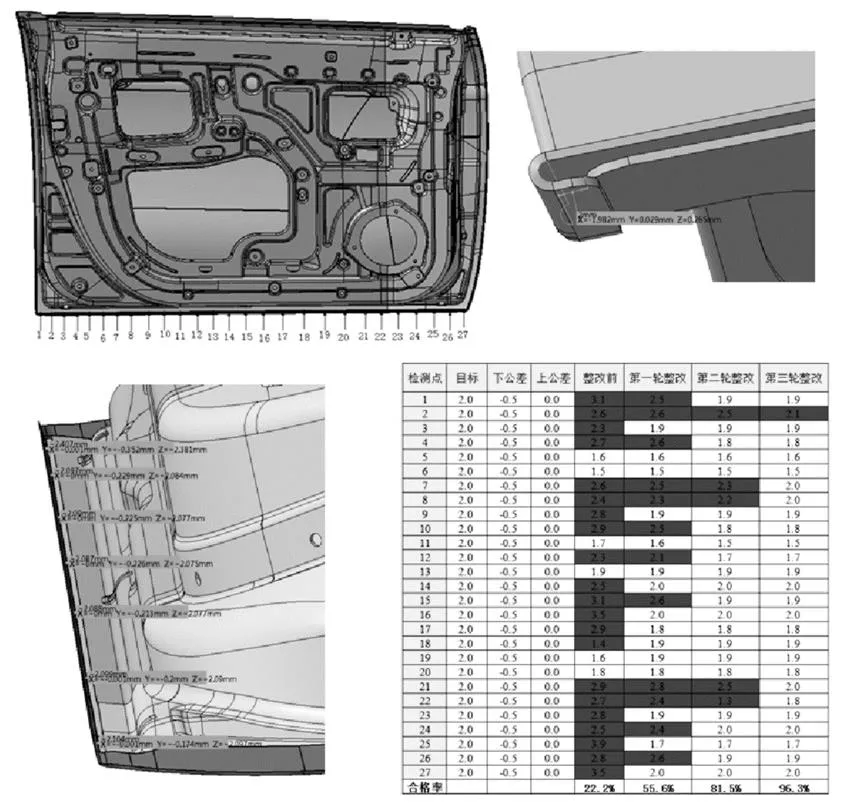
图11 内外板包边处间隙测量值示意图
2.4 将钢厂来件进行检验,同时内板薄厚板料处采取强压,保证面的平整度
以基准板和较厚板下平面在同一水平面为基准,激光拼焊板焊缝的焊点原则上不得低于基准板的下平面,若低于高度需小于基准板料厚的15%,即t0<0.15t1,本车型即焊点高度需要<0.15*0.7=0.105mm,如图12所示。
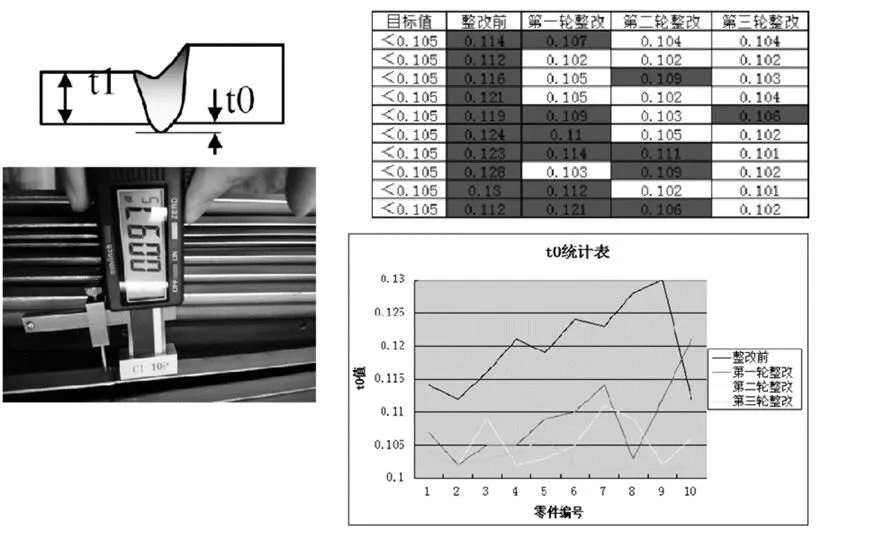
图12 平整度检测
3 整改措施检查及巩固措施
通过四种措施的实施,车门包边波浪面品AUDIT等级由320分降至40分,由此所得到的的巩固措施如下:
1)将加密监测、相邻点极差加入到车门内板检测表中并录入PLM系统;
2)板料来见检测增加拼焊处平整度的检测,对操作工进行规范性作业培训;
3)修改制定车门总成检测表,将门内外包边间隙2mm作为检测项进行检测;
将外板减薄率作为模具验收标准中的一项并下发。
4 结束语
车门包边作为一种连接车身外板和内板的常见的加工方法,是汽车车门类总成的重要加工工序,其中包边波浪是很难消除的一项工艺缺陷,文章将包边波浪产生的原因进行了深入分析,并给出了相应的解决方案,事实证明,四项解决方案对包边波浪工艺缺陷的提升有着显著的作用,面品等级由320分降至40分,可以达到批量生产的标准。
Analysis of the improvement of the door edge wave process
Li Yan, Wang Sanxing, Yang Yili
( Anhui Jianghuai Group Automobile Co., Ltd., Anhui Hefei 230601 )
In this paper, the causes of the wave around the door are analyzed in depth,and corresponding rectification measures are taken to reduce the AUDIT rating of the edging wave surface from 320 to 40 points.The on-site complaints are significantly reduced,which can effectively improve customer satisfaction.And consolidate measures to provide valuable davice for subsequent models.
wrapped; wave; in-depth,analysis; corrective measures; AUDIT; consolidation measures
B
1671-7988(2018)22-200-03
U466
B
1671-7988(2018)22-200-03
U466
李燕,就职于安徽江淮汽车集团股份有限公司。专业方向:冲压工艺。
10.16638/j.cnki.1671-7988.2018.22.071
