车门内板质量控制研究
2021-08-12孟宇轩王运生
高 健,孟宇轩,王运生,冯 波
(吉利汽车研究院(宁波)有限公司,浙江宁波 315300)
1 引言
白车身冲压件数量众多,从车身结构上可分为上车身、下车身及开闭件;从冲压件在车身位置及功能上可分为覆盖件、结构件、加强件及一般冲压件。覆盖件是整车质量的关键部分,冲压件的表面质量及尺寸决定整车的外观及匹配间隙面差,车门内板是汽车车身的关键制件之一。本文主要针对试制阶段车门内板拉伸缺陷、回弹、切边线精度、单件测量、制件包装等方面试制过程进行阐述,从而对影响车门内板质量因素控制进行研究。
2 制件模型
图1所示为某车型左侧前后车门内板三维模型,制件尺寸1,085×810×160mm,料厚0.7mm,在试制阶段前后车门内板模具设计可以单件制作或左右件合模(左右前车门内板货左右后车门内板)制造,一般由拉伸和整形二道工序完成(不含激光切割工序)。

图1 左右前后车门内板
3 影响车门内板质量因素分析
车门内板属于深拉伸件,结构较复杂,成形难度大,在试制阶段开闭件要进行碰撞、耐腐蚀性、升降系统等试验验证,车门内板需要具有足够的刚度和强度,并要求满足定位、焊接、包边及铰链安装等尺寸精度。
3.1 车门内板的拉伸缺陷
(1)成形不充分。车门内板拉伸深度大,并存在一定深度的反拉伸,所以在拉伸工序中,会存在压机台面不平整压机未完全闭合、压机压力和拉伸筋设置等因素都会导致成形不充分,拉伸深度不够,这将会导致后续锁孔等错位(见图2),影响最终车门总成的装调。
图2 锁孔错位示意图
(2)起皱现象。制件起皱虽不会削弱制件的刚度度和强度,但降低了制件的表面质量,如图3所示,常用消除起皱的方法有:对起皱部位进行预压;减少压边圈与凹模的间隙;提高压边力等[1]。

图3 车门内板起皱示意图
除此以外,车门内板的拉伸还可能存在开裂、冲击线、滑移线等缺陷,需合理进行工艺设计结合加工、调试的环节避免拉伸缺陷的存在,在此环节严格控制制件型面质量至关重要。
3.2 车门内板回弹现象
回弹是导致车门内板尺寸合格率降低的主要因素之一。车门内板制件拉伸过程中,制件无法全部达到塑性变形,修边后应力释放,铰链安装面及锁孔安装面所在的两侧壁面和包边法兰面将整体形状改变产生回弹。
包边时车门外板将跟随车门内板法兰面,图4所示存在回弹的制件包边后会与胎膜产生间隙,铰链安装面与铰链有较大间隙,从而影响门总成装调时与侧围、翼子板之间的间隙与面差。

图4 车门内板回弹包边效果
为保证制件质量,需通过整形工序或增加手工校正进行有效的减小回弹,保证最终制件的符合设计定义,满足功能及尺寸要求,如图5所示。

图5 返修后制件包边效果
3.3 定位孔及切边线精度
试制阶段车门内板上的孔和边都是由激光切割完成的,精度需满足GD&T图纸要求,部分单件如图6所示。

图6 GD&T图纸局部截图
其中对车门总成质量影响较大的因素有:
(1)定位孔:车门内板总成夹具及包边模共用车门内板上的定位孔,其孔径及位置度精度决定总成焊接精度及车门内外板包边时在胎膜上的定位精度。
(2)切边线:车门内板的切边线是影响内外板匹配和包边质量的重要因素。切边线的精度取决于切割支架定位制件的可靠性及包边展开的准确性,呈现多料和少料两种情况。多料需打磨料边至设计值,少料则出现包边缺陷,严重时制件做报废处理。图7所示为切边线精度导致的少料及多料现象。
图7 切边线
在激光切割孔及切边线时,需经过调试切割几件,待切割状态稳定并符合要求时才能批量切割,避免大批量的报废。值得注意的是要确认制件回弹是否已校正,回弹将会导致车门内板出现切边线少料或者多料情况。
3.4 单件测量
车门内板单件检测一般以检具为基础(少数对制件质量要求不高时可采用以模代检),检具制造完成后需对其自身的精度进行标定,如图8所示。
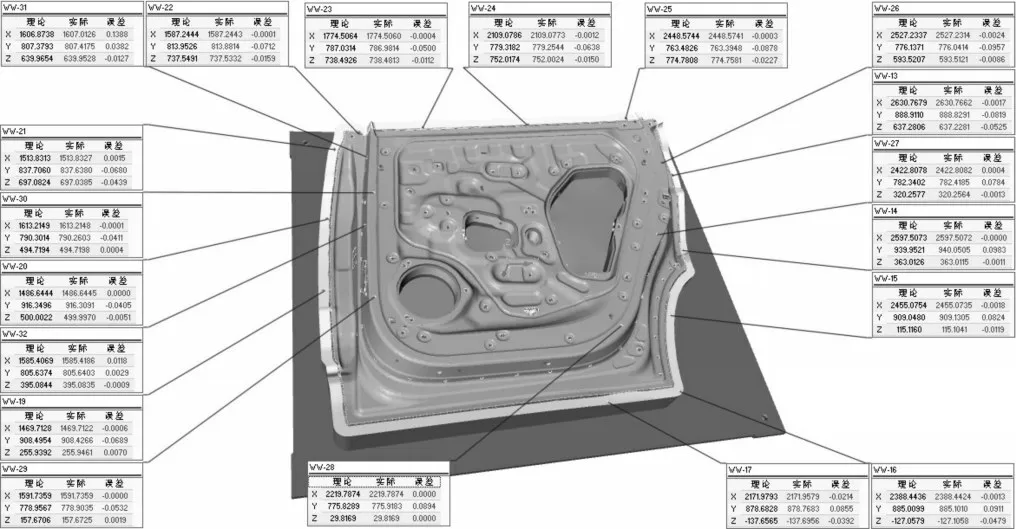
图8 某车门内板检具标定图
此外还需确认检具是否符合GD&T尺寸、公差&检测需求。
制件在检具上通过目测、百分表、间隙尺等方式对制件型面、孔位及周边进行检查。对于制件上重要的功能性尺,需对置于检具上的制件进行三坐标测量或白光(蓝光)扫描获得精度的结果[2],出具检测报告,图9所示为检测结果首页。
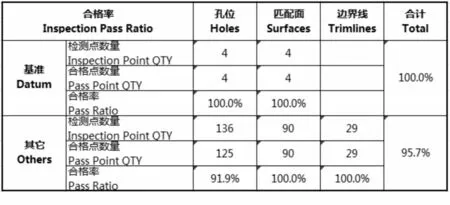
图9 某车门内板检测报告首页
3.5 制件包装
制件的包装方案也是影响制件最终质量因素之一。车门内板因自身结构特点且单件重量偏大,所以包装时需将制件站立放置并制作专用物料架以免制件在存放及运输过程中变形(平叠放置,制件两次会再次产生回弹),包装方式如图10所示。
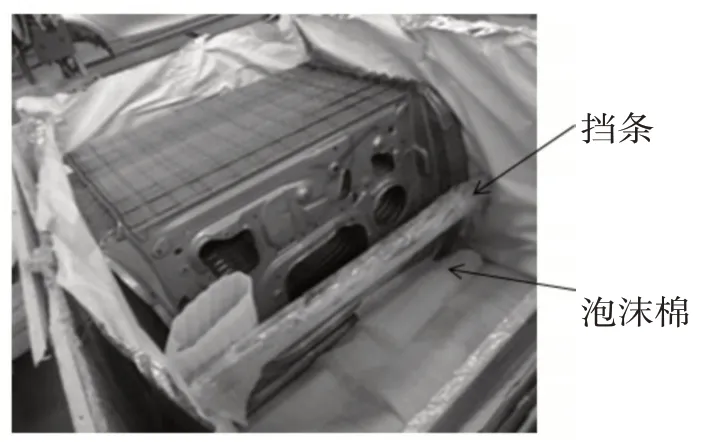
图10 某车门内板包装方式
此外制件的防锈问题也很重要,目前试制阶段常见的手段是在制件上涂防锈油,但在使用前需要清洗出油,国外已开始采用气相防锈技术的无油防锈包装[3]。
4 结论
影响车门内板质量的因素很多,有不同的解决措施,需具体问题具体分析。在车门内板试制过程中,需控制好上述每一个制造环节,不仅可以提高车门内板质量,也可用于指导生产[4],为试制阶段提供合格的制件。
