重型汽车铝合金燃油箱失效分析与改进
2018-12-08赵承军白培谦
赵承军,白培谦
重型汽车铝合金燃油箱失效分析与改进
赵承军,白培谦
(陕西汽车集团有限责任公司质量管理部,陕西 西安 710200)
对重型汽车铝合金燃油箱售后失效模式进行了梳理,并对失效原因进行了分析,提出相应的改进措施,改进效果得到了市场的验证。为铝合金油箱产品的设计、制造工艺、质量控制提供了思路和方法。
铝合金燃油箱;失效分析;开裂漏油;应力集中
前言
重型汽车多年来一直使用铁质材料油箱,制造过程中由于箱体焊缝处内部表面涂层的破坏,内腔腐蚀问题难于解决,腐蚀形成的锈渣影响燃油清洁度,经常造成行车故障。塑料油箱曾经得以尝试使用,由于寒冷地区冬季不能烘烤,加之塑料材质耐环境适应性差,没有得到批量推广应用。
目前重卡主流燃油箱均已采用铝合金油箱,并且随着长途物流的快速发展,油箱容积不断增大,从300L到1000L系列化满足不同需求。铝合金燃油箱以其性能稳定,易于批量生产,外表美观,轻量化等优点受到用户喜爱,但由于铝合金材料强度较低,油箱在使用中易变形开裂,并且铝合金油箱开裂后难以焊接修复,造成售后损失很大。本文梳理了铝合金油箱常见的失效模式、并对失效原因进行了分析,提出相应的改进措施,并且在使用中得到了有效验证。为铝合金油箱产品的设计、制造工艺、质量控制提供了思路和方法。
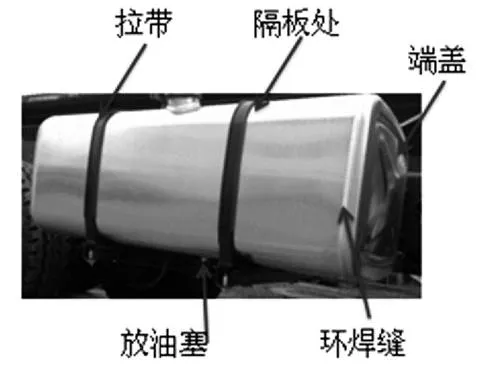
图1 铝合金油箱
1 失效模式分析及改进
常见的铝合金油箱多采用长方体结构,两个端盖,一个四面长方筒体,三个部件通过对接环焊成型,由于油箱腔体容积大,为防止行驶中油面晃动,同时为了提高油箱整体刚度,箱体内部采用加装隔板结构设计,通常按容积设计有2~3个隔板,上部加油口和底部放油塞采用焊接结构而成。油箱整体透视结构见图2所示。
铝合金油箱常见的失效现象有箱体磕碰变形、拉带松动断裂、箱体表面腐蚀变色、箱体开裂漏油。其中箱体开裂漏油为严重故障,通常售后服务做更换报废处理。通过长期对售后失效件统计分析发现,铝合金油箱开裂漏油故障主要存在五种失效模式,分别为:1隔板脱落、隔板处箱体开裂;2端盖压筋部位开裂;3放油塞焊缝漏油及压筋处开裂;4环焊缝处开裂漏油;5油箱底部固定支架处箱体开裂。下面分别对这5种失效模式进行分析探讨。

图2 铝合金燃油箱透视结构图
1.1 隔板脱落、隔板处箱体开裂
隔板和箱体的固定方式早期曾采用L型隔板,将隔板和油箱底面点焊固定,此结构经常发生底部焊点处开裂漏油,分析认为,车辆行驶中隔板受油面晃动冲击,在底部固定处形成弯曲应力,导致底部焊点处隔板和本体焊肉撕裂,燃油箱漏油失效。图3(a)为失效件所截取的底部形貌,箭头所指为隔板,底部裂纹起裂于板和底板点焊处,经断口分析为疲劳开裂。通过设计改进,隔板的固定方式更改为压筋固定,即隔板装入箱体中相应位置,在隔板和箱体外表面四个棱角处压成V形,将隔板和箱体固定。设计改进后,失效率有所降低,但仍然有部分零件在四个压筋处开裂现象。分析认为,隔板在油面晃动冲击会在V形槽处成应力集中,导致V槽处应力集中,压型时V形槽处材料产生内应力,使用中隔板在油面冲击碰撞V形槽,外力和内应力叠加,造成箱体V形槽外表面疲劳开裂。见图3(b)。
针对以上失效模式,设计将压筋结构由V型筋改为U型筋,降低内应力及V形导致的应力集中,并且增加压筋数量,由4处增加到12处,除了4个角压筋,增加了平面压筋8处,压筋数量的增加,分散了油面冲击形成带来的外力作用,提高了箱体的可靠性。
最终更改后的产品,隔板固定处箱体开裂的失效率大幅降低,达到了满意水平。
关于隔板脱落失效现象,使用中偶有发生,分析认为,油箱拉带紧固定点在隔板处,紧固时,隔板会发生轻微的弯曲变形,使用中如果拉带松动后,油箱会发生窜位,隔板在油面较大的冲击力下会脱出U形位置,导致隔板脱落失效;或者油箱拉带松动导致油箱移位后,用户自行紧固拉带时,如果油箱不能复位,拉带紧固力将不在隔板上,紧固会导致油箱变形,引起隔板倒伏脱落。
拉带松动失效的原因如下,1紧固力矩不合理,或没有使用锁紧螺母;2拉带使用深冲冷轧薄板料,该材料具有极好的延展性,但屈服强度低,使用中易发生屈服拉长,造成力矩衰减松动;3橡胶垫带老化变硬,摩擦力下降,导致松动。

图3 固定隔板处箱体连接及开裂
针对拉带松动、隔板脱落问题,改进如下:控制拉带材料,采用20冷硬板材料,提高屈服强度,防止使用中变形拉长引起的松动,使用自锁螺母控制紧固力矩,控制橡胶垫带的质量,防止早期老化变硬。
1.2 侧端盖开裂
侧端盖表面采用压筋成型,达到提升表面刚度要求,售后发现压筋处经常发生开裂漏油现象,且在某一油箱端盖加强筋同一R角处开裂。经工艺检查分析发现,模具不良,造成端盖加强筋R处尖角过渡不平顺,产生应力集中,使用中外力叠加造成疲劳开裂。通过修改磨具,加大R角平滑过渡得以有效解决。见图4所示。
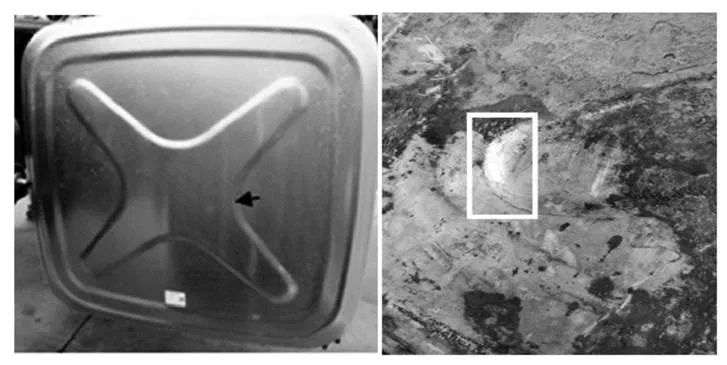
图4 端盖开裂位置图
1.3 放油塞处漏油

图5 放油塞处开裂漏油
失效的放油塞有两个部位漏油,分别是底板压筋凸台处开裂漏油和放油塞环焊缝处漏油,见图5。压筋凸台处开裂是由于R角太小,局部应力集中所致。放油堵环焊缝处漏油是由于焊接不良或补焊质量问题所致。
凸台压筋处开裂通过增大R角改进,由R8改为R20得以彻底解决;焊缝不良漏油问题,采用机器焊接的方式,调整工艺、改进磨具,减少手工补焊得到有效解决。
1.4 环焊缝处裂纹漏油
端盖和箱体装配后环焊成形,由于铝合金易变性,装配后四周间隙不均,导致环焊焊接质量不良,间隙大处焊不透或焊肉少,使用中撕裂漏油,见图6所示。通过采取控制端盖箱体组对间隙,调整起收弧位置,箱体和端盖配合面整形,控制焊丝氩气质量的方式,提升环焊缝质量,减少手工补焊,环焊缝漏油率降低到满意水平。

图6 环焊缝处漏油
1.5 油箱支架处箱体开裂
油箱拉带固定在支架处,拉带松动后,行驶中油箱会发生前后窜动,造成箱体底部磨损严重,箱体表面产生横向疲劳开裂,见图7所示。通过更改拉带材料、改善橡胶垫带性能,用户及时紧固的方法,问题得以解决。

图7 箱体磨损开裂
2 总结
从铝合金油箱的失效模式分析发现,油箱的失效涉及到设计、工艺、质量管控、售后维护各个方面,综合以上分析及对策,总结如下:
(1)铝合金油箱由于设计结构不良或工艺不完善会导致售后失效,要求隔板固定方式合理;在表面压型压筋结构设计良好,工艺圆角过渡平滑,避免应力集中形成的疲劳开裂。
(2)铝合金油箱焊接工艺不良,会导致焊接失效。需加强过程质量管控,从人、机、料、法、环、测多方面改进控制,提升工艺水平确保产品质量。
(3)铝合金油箱固定拉带的材质、橡胶垫带品质不良都会引起油箱失效。油箱窜动会引起的磕碰失效、底部摩擦会导致箱体开裂、油面冲击会造成隔板处箱体开裂,使用中应该定期检查紧固,及时维护保养。
[1] 廖景娱.金属构件失效分析.[M].化学工业出版社,2003.
[2] 沈其文.材料成形工艺基础.[M].华中科技大学出版社,2003.
The failure analysis and the improvement of heavy truckAluminum alloy fuel tank
Zhao Chengjun, Bai Peiqian
( Shaanxi Automobile Group Co., Ltd. Quality Management Department, Shaanxi Xi’an 710200 )
This paper analyzes the causes of failure by combing the failure mode of aluminum alloy fuel tank. The improve -ment measures are put forward and the improvement effect is accreditated by the market. It provides a way for the design, manufacturing process and quality control of aluminum alloy fuel tank products.
Aluminum alloy fuel tank; Failure analysis; Cracking oil spill; Stress concentration
B
1671-7988(2018)22-116-03
U466
B
1671-7988(2018)22-116-03
U466
赵承军(1978-),经济师,陕重汽质量管理部部长,长期从事汽车质量管理和售后服务改进工作。
10.16638/j.cnki.1671-7988.2018.22.041
