38CrMoAl锁轴气体渗氮密集式装炉的应用
2018-11-29管敏超
■ 管敏超
锁轴在连杆式注射机中作为连杆之间的连接关节,在注射机生产周期内起到承受连杆快速往返力矩传递的作用,推动注射机模板的开合动作。因此,要求锁轴具有良好的整体塑韧性、强度,以及较高的表面耐磨性。常见的注射机锁轴材质为38CrMoAl中碳合金结构钢,下料后经过调质和机加工,最后进行渗氮及抛光处理。
本文以38CrMoAl钢注射机锁轴为研究对象,井式渗氮炉进行气体渗氮处理,采用两种不同的装炉方式,匹配不同的工艺参数得到符合技术要求的零件渗氮效果,同时提升了生产量。
1.产品对象及技术要求
选取一种注塑机常用锁轴零件,尺寸为φ140mm×720mm,材质为38CrMoAl合金结构钢,气体渗氮前已进行调质处理,基体组织为回火索氏体。调质后硬度260~300HBW。气体渗氮前的零件形状如图1所示。
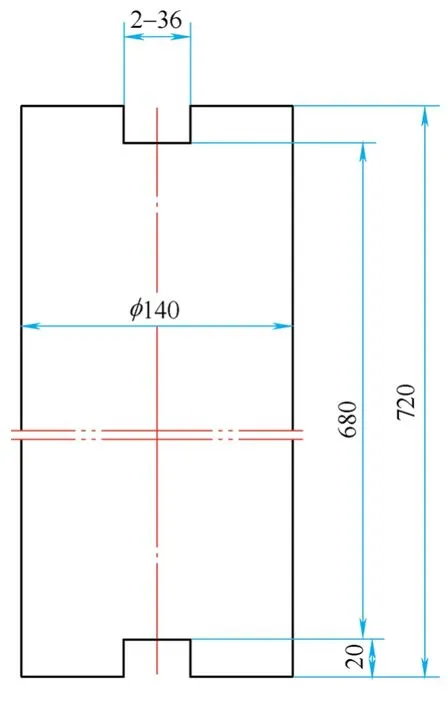
图1 零件的外形示意
气体渗氮后要求锁轴表面硬度≥850HV10,有效硬化层深≥0.5mm,脆性和脉状氮化物级别≤2级,不得出现针状或鱼骨状氮化物。有效硬化层深采用硬度法检测。
2.装炉方式的选择
(1)均匀间隔分布式装炉为了使零件能获得均匀的渗氮层,每根锁轴装炉时均间隔开,装炉方式为底部承重盘承重,中间夹一层扶正网盘,此扶正网盘上均匀分布着等间距的圆孔,零件从这些圆孔中插入即可。图2所示为现场实际完成装炉后准备进炉渗氮的零件。此方式为最常见的装炉方式。

图2 均匀间隔式装炉后的锁轴
(2)密集团聚式装炉 由于均匀间隔分布式的装卸炉现场操作较为不便,零件在插入扶正盘圆孔时易与其发生碰撞造成表面缺陷,工人需非常耐心操作桥式起重机,装炉和卸炉耗时长,工人劳动强度较大。
在装炉时尝试采用将零件密集式摆放,如图3所示。零件之间仅留肉眼可见的缝隙,装炉完成后采用捆扎等方式加固,防止零件在桥式起重机吊运过程中倾倒。这种方式可比均匀间隔式的装卸炉提高2~3倍效率。

图3 密集团聚式装炉后的锁轴
我公司对于锁轴采用的是常规的二段式渗氮工艺,510℃进行强渗25~28h,540℃进行扩散22~24h。这是适用于均匀间隔装炉的工艺参数。
为了匹配密集装炉的零件,适当调整工艺参数,分别在强渗和扩散阶段增加了2~4h,确保密集装炉零件最终能符合既定技术要求。
3.气体渗氮设备与工装要求
(1)气体渗氮设备的要求均匀间隔分布的零件有利于炉内气氛的流通,因此,此种装炉方式对于气体渗氮设备而言要求并不高,炉内风扇风速中速或低速即可。

图4 锁轴试样渗氮后的硬度梯度曲线

图5 锁轴试样的脆性级别(100×)
密集团聚式的零件由于零件之间仅有微小的间隙,炉内气氛难以流动,对于设备而言要求必须配置大功率风扇,控制炉内风速,流动均匀。
(2)气体渗氮工装的要求均匀间隔分布装炉的零件,由于采用扶正盘插入式,对于扶正盘尺寸要求精度高,且扶正盘圆孔需圆弧过渡,一旦零件撞上圆孔后避免碰伤。圆孔尺寸过大会造成装炉后零件的不够垂直,影响渗氮变形量,甚至倾斜的零件与圆孔摩擦造成表面划伤。圆孔尺寸过小会造成装炉时难以插入,影响操作可靠性。
密集团聚式工装则避免了扶正盘等问题,需要考虑的是零件装炉量加大后,工装底盘的承载能力。特别是渗氮工装使用寿命一般在3年以上,必须考虑多次渗氮后工装的变形量可控。
4.锁轴气体渗氮检测结果分析
将锁轴分别采用密集团聚式和间隔分布式装炉一筐,并在装炉后的零件外侧和中心分别放置1个渗氮试样。渗氮试样随同锁轴一起调质。
(1)硬度梯度和有效渗氮层深度 图4为4个渗氮试样的硬度梯度曲线。可看到试样的表面硬度基本保持920HV,其中密集装炉外侧试样表面硬度960HV。从曲线走势比较,密集装炉试样的硬度梯度较陡,特别在离试样表面0.2mm、0.3mm处,硬度值比均匀间隔装炉的试样分别低了107HV0.3和75HV0.3。密集装炉2个试样的有效渗氮层深度为0.5mm、0.51mm,均匀间隔装炉的2个试样有效渗氮层深度为0.56mm、0.58mm。
(2)脆性级别和渗氮物级别 图5、图6分别为密集团聚式锁轴内部中心试样的脆性级别和渗氮物级别,依据GB/T 11354—2005《钢铁零件渗氮层深度测定和金相组织检验》判定,脆性为1级,渗氮物级别2级,无针状或鱼骨状渗氮物。

图6 锁轴试样的渗氮物级别(500×)
5.结语
(1)密集团聚式装炉相比均匀间隔分布式装炉,可大幅度提高装卸炉效率,并减轻了操作者的劳动强度。
(2)密集团聚式装炉对于要求气体渗氮炉具有优良的气氛循环流通能力,工装务必考虑装炉量加大后的承载能力和变形量控制范围。
(3)密集团聚式装炉可应用于硬度梯度要求相对较低的零件,在近似相同的工艺条件下可获得与均匀间隔装炉一致的表面硬度、有效渗氮层深度、脆性和渗氮物级别。
