航空产品研制风险管理过程及方法应用
2018-11-29仪晓红闫莉莎
齐 磊,仪晓红,赵 影,闫莉莎
(航空工业洪都,江西 南昌,330024)
0 引言
航空产品在研制、生产、试验、试飞及使用全寿命期内各个环节均存在潜在的风险,开展风险管理可有效识别风险源,分析风险可能性及后果严重性,并按风险评价指数进行排序,对不可接受风险采取控制措施,消除或降低潜在风险。
1 风险及风险管理的定义
风险,是指某种特定危险事件(事故或意外事件)发生的可能性与其产生后果的组合。GB/T 19000-2016《质量管理体系基础和术语》对风险的定义,风险是指不确定性的影响,并解释影响是指偏离预期,可能是正面的或负面的。GJB 5852-2006《装备研制风险分析要求》对风险的定义,风险是指在规定的技术、费用和进度等约束条件下,对不能实现装备研制目标的可能性及所导致的后果严重性的度量。从风险的定义可以看出,风险总是客观存在的,无论是否认识它、相信它、记载它,风险并不随人的意愿而改变。也就是说只有了解风险、管理风险,并使风险降低至可以接受的程度,才能使未来的时间出现有利的结局,也就是通常我们说的“风险管理”。
风险管理,是指在降低风险的收益与成本之间进行权衡,并决定采取何种措施的过程。航空产品风险管理,是指对航空产品在研制、生产、试验、试飞及使用全寿命期内可能遇到的风险进行规划、评估、处理、监控的过程,以保证出现有利结局的技术和科学手段,也即应付风险的行动或实际做法。从风险管理过程来看,其核心是风险分析。
2 风险分析的内容、步骤和方法
2.1 风险分析的内容
风险分析的目的是识别和分析航空产品在研制、生产、试验、试飞及使用全寿命期内可能遇到的风险,综合考虑风险概率和后果,并根据确定的风险等级进行处理。
2.2 风险分析的步骤和方法
风险分析一般包括三个步骤:即风险识别、风险发生的可能性及后果严重性分析和风险排序,风险分析过程见图1。上述三个步骤需交叉并行开展,例如在风险识别的过程中也要进行相应的风险分析,对识别出的所有风险源也要进行初步排序,以便确定哪些是需要进一步分析的风险。
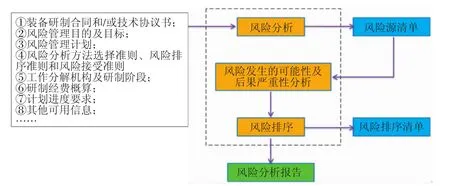
图1 风险分析过程
2.2.1 风险识别
1)风险识别的定义
风险识别是对航空产品在研制、生产、试验、试飞及使用全寿命期内可能遇到的风险,特别是对关键技术、关键及特殊过程等开展分析,从而识别和记录风险源的过程,即确定风险源。识别风险源是风险分析的基础,风险源包括技术风险、进度风险和费用风险的判据;相似产品的经验、教训及有关数据;工程模型、样机研制及试验结果或预测数据;其它可用的信息;专家意见等。
2)风险识别的方法
风险识别最便捷的方式是参考其它产品研制过程中已获取的经验和教训,亦可以采取头脑风暴、专家会议等方式,对与会者提出的意见经过整理、归纳,反复讨论发现并识别存在的风险环节,形成风险源清单,作为风险识别的输出。
3)风险识别案例分析
选取某航空产品转轴零件加工过程作为风险分析案例,该零件是连接某型飞机平尾与机身的主要受力件和关键件,其加工过程难度大、质量难以控制,特别是其疲劳耐久性、可靠性将直接影响飞行安全,对其开展风险分析并对所识别的风险源进行控制,是提高零件质量、确保安全的有效途径。
该转轴零件材料采用30CrMnSiNi2A高强度钢,热处理要求为σb=1665±100MPa,其主要包括车铣、磨削等机械加工过程,回火、淬火、电镀、除氢等特殊过程,转轴零件加工流程见图2(绿色区域为机械加工、红色区域为特殊过程),整个加工过程控制中存在不同等级的风险源。
针对转轴零件加工过程,采取头脑风暴及专家会议的方式进行讨论,车铣、磨削、回火、淬火、电镀、除氢过程控制均会影响最终零件质量,即相关过程是所识别的风险源,对风险发生的原因及可能导致的后果进行评估确认,形成风险源清单,见表1。
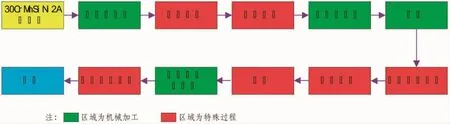
图2 转轴零件加工流程图

表1 风险源清单
2.2.2 风险发生的可能性及后果严重性分析
1)风险发生的可能性及后果严重性分析的定义
风险发生的可能性及后果严重性分析是对识别出来的风险特别是重大风险进一步分析,确定每一个风险事件发生的可能性,判定后果严重性和关键过程对预期目标偏离的程度。
2)风险发生的可能性及后果严重性分析的方法
风险评价指数法:由熟悉产品每个风险区及产品分解结构的专家,在进行风险识别的基础上,分析风险发生的可能性及其严重后果。
故障模式、影响分析及危害性分析(FMECA):确定所有可能的故障,根据对每一个故障模式的分析,确定故障模式的影响,找出单点故障,并按故障模式的严酷度及其发生概率确定其危害性。
故障树分析(FTA):是一种逻辑关系因果图,描述系统中各种事物直接的因果关系,将拟分析的重大风险作为“顶事件”。“顶事件”的发生是由于若干“中间事件”的逻辑组合所导致,“中间事件”又是由各个“底事件”逻辑组合导致。这样自上而下地按层次进行因果逻辑分析,逐层找出风险发生的必要而充分的所有原因和原因组合。
可靠性预计:根据以往积累的信息,运用自下而上综合的方法对未来产品的可靠性进行预先计算的过程。
建模与仿真:通过计算机或实体上建立系统的有效模型,虚拟地复制产品或过程,并在获得和易于操作的真实环境中模拟这些产品或过程。
3)风险发生的可能性及后果严重性案例分析
因本文选择的转轴零件是连接某型飞机平尾与机身的主要受力件和关键件,其疲劳耐久性、可靠性不满足要求可能造成飞机平尾失效,平尾失效即无法控制飞机俯仰姿态,将直接影响飞行安全,导致灾难性危害,故不采用FMECA方式开展分析,而采用FTA开展分析。
转轴零件疲劳耐久性、可靠性不满足要求的原因是转轴零件断裂,故以转轴零件断裂为“顶事件”建立故障树,见图3。转轴零件断裂可能因S1原材料选用不当、S2加工过程控制不到位两个原因导致,而S2加工过程控制不到位可根据转轴零件加工过程,存在S21机械粗加工工艺控制不到位、S22高温回火工艺控制不到位、S23等温淬火工艺控制不到位、S24机械精加工工艺控制不严、S25磨削工艺控制不到位、S26消除应力回火工艺控制不到位、S27电镀工艺控制不到位、S28除氢工艺控制不到位8个“底事件”组成。针对9个“底事件”逐项开展分析,对其发生可能性及后果严重性进行评估。
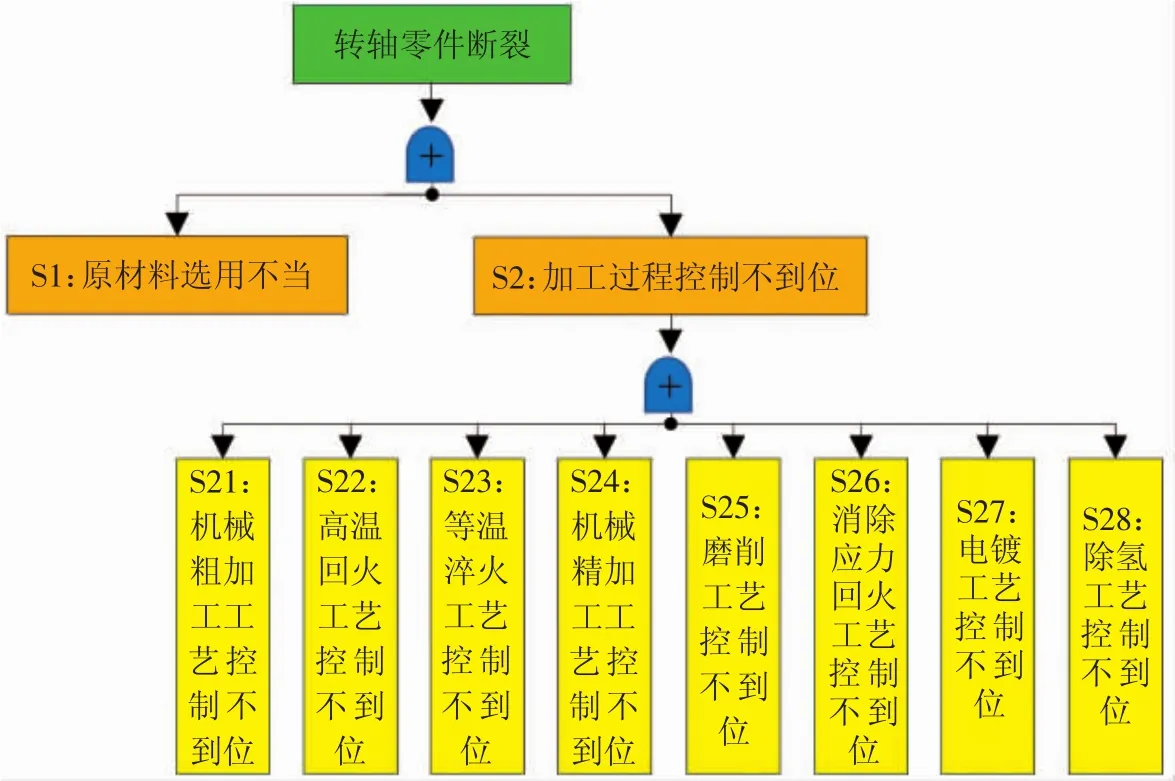
图3 故障树
S1原材料选用不当:转轴零件设计时已充分考虑其受力情况,并进行了强度计算及静力试验考核,其风险发生可能性为不可能,但导致的后果是严重的。
S21机械粗加工工艺控制不到位:机械车铣是成熟、简单工艺、自动化操作,零件生产前均已通过了软件仿真及试切,其风险发生可能性为极少。若零件超差、烧蚀将会进行审理,不满足要求的将予以报废,故导致的后果是轻微的。
S22高温回火工艺控制不到位:高温回火有严格的工艺标准,但可能存在过程控制不符合标准的风险,造成应力消除不彻底,其风险发生可能性是有时,但后续加工过程还有一次回火,可以进一步消除残余应力,故其导致的后果是轻微的。
S23等温淬火工艺控制不到位:淬火工艺有严格的工艺标准,但可能存在过程控制不符合标准的风险,造成零件强度不满足要求,其风险发生的可能性是有时。零件设计时已充分考虑安全余量,强度略低不会造成危害性风险,故其导致的后果是轻度的。
S24机械精加工工艺控制不到位:机械车铣是成熟、简单工艺、自动化操作,零件生产前均已通过了软件仿真及试切,且机械精加工工序进刀量并不大,极不容易造成零件超差或烧蚀,其风险发生可能性为不可能,故导致的后果是轻微的。
S25磨削工艺控制不到位:转轴零件加工过程中,共涉及2道磨削工序,第一道是精加工后磨削,保证零件表面粗糙度,其磨削量很小,不会对产品造成不可逆影响;第二道是对电镀鉻层进行磨削,保证零件尺寸,磨削进刀量大、偏心及冷却不足都将导致零件烧蚀,并产生内应力,其风险发生的可能性是有时。2道磨削工序后,虽都安排了去应力回火工序,但如果未有效去除零件内部残余应力,将会导致零件开裂,故其导致的后果较严重。
S26消除应力回火工艺控制不到位:消除应力回火有严格的工艺标准,但可能存在过程控制不符合标准的风险,造成残余应力存在,其风险发生的可能性为很可能,较小的残余应力本身对零件影响不大,故其导致的后果严重性是轻度的。
S27电镀工艺控制不到位:电镀工艺本身有严格的工艺标准,即使过程控制不严,也仅对电镀质量有影响,不会直接导致转轴零件受损,其风险发生的可能性为极少,其导致的后果严重性是轻微的。
S28除氢工艺控制不到位:电镀硬铬不可避免的造成渗氢,溶入金属的氢若没能及时释放出来,向金属中缺陷附近扩散,原子氢在缺陷处结合成分子氢并不断聚集,从而在巨大的应力作用下,使金属发生裂纹。除氢是电镀工艺后必不可少的加工过程,电镀后除氢间隔时间,直接决定除氢的程度,其风险发生可能性为很可能,其导致的后果严重性是严重的。
2.2.3 风险排序
1)风险排序的定义
风险排序是对风险发生的可能性及其后果严重性的综合量化结果进行排序,找出关键和重要的风险。除考虑综合影响外,对于发生的可能性大或后果影响严重的风险应给予特别的关注。风险排序清单是风险处置的依据。
2)风险排序的方法
专家投票、会签法:由风险分析专家组根据经验对每个风险源进行投票或打分,投票或打分结果反馈至专家组,再开展第二轮投票或打分,反复迭代,直至专家组一致认可,获得各风险排序。
两两比较法:专家组集体讨论,将每个风险源两两比较,将比较结果进行矩阵运算,获得各风险的排序。
风险评价指数排序法:对每个风险源进行排序,排序的过程是对风险进一步评价的过程,从风险发生可能性的大小及可能造成后果的严重性进行综合度量。
3)风险排序案例分析
针对转轴零件识别的风险源、风险发生可能性及后果严重性分析结果,开展风险评价指数量化排序,按照可能性1-5等级、严重性1-5等级,风险排序见表2,确定风险评价指数(R)。风险评价指数为严重性及可能性的乘积,乘积表示,指数越高风险越大,风险接受准则见表3,即当风险评价指数大于等于10,为不可接受风险。
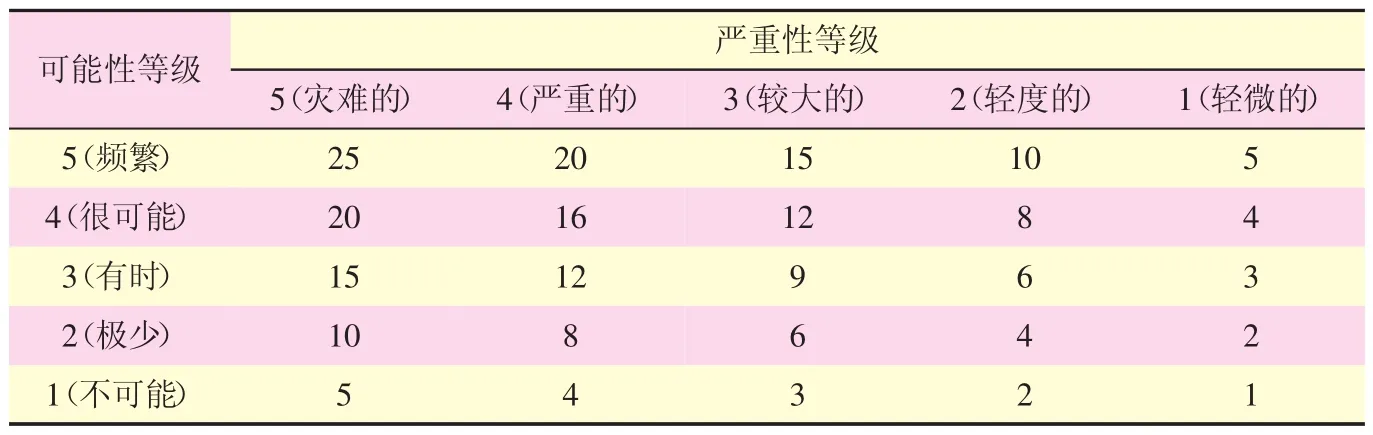
表2 风险排序图
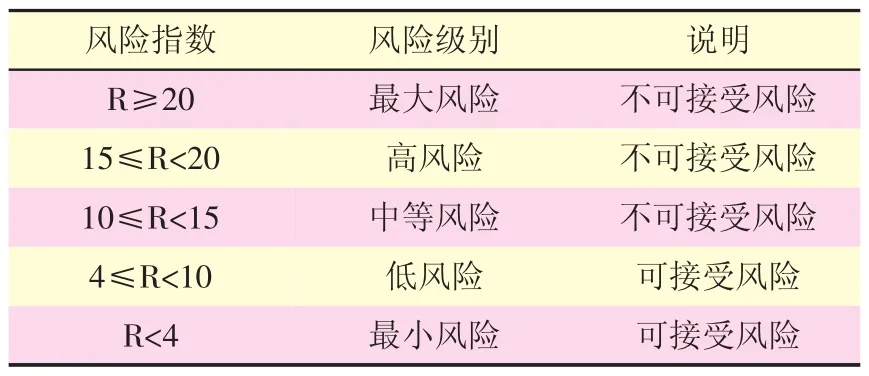
表3 风险接受准则
针对转轴零件加工过程,识别出所有潜在的风险源,并征求专家意见、利用故障树开展分析,确定所有风险发生的可能性及后果严重性,按照风险评价指数结果,S28除氢工艺控制不到位属不可接受风险,须采取控制措施,消除或降低潜在风险。转轴零件风险排序结果见表4。

表4 转轴零件风险排序结果
2.3 风险处置
GJB480A-95《金属镀覆和化学覆盖工艺质量控制要求》中明确,为了减少零件镀覆后的氢脆敏感性,凡抗拉强度大于或等于1050MPa的钢制零件及技术文件规定除氢的其它零件,镀覆后都应进行除氢处理,除氢处理一般是将零件加热到150~200℃,持续3~23h。HB/Z 5072-1992《电镀铬工艺》,抗拉强度 σb大于1240MPa的金属电镀后除氢间隔时间应不大于4h,即电镀后除氢间隔时间越大,除氢效果越不佳。
转轴零件材料采用30CrMnSiNi2A高强度钢,热处理要求为σb=1665±100MPa,根据标准要求,转轴零件除氢与电镀间隔时间不得超过4h,也就是说除氢与电镀间隔时间是风险控制的关键要素,零件电镀前应充分考虑,确保电镀后的零件能在4h之内进入除氢箱。
3 结语
本文在阐述风险管理过程及方法的基础上,以转轴零件制造过程为典型案例,详述风险管理过程及风险管理结果应用,并提出,识别潜在风险、并采取措施的风险管理过程,对提升航空产品质量、降低成本具有重要意义。
