基于LPC1752的数控小孔机电加工控制系统
2018-11-23
(四川城市职业学院 四川 成都 610000)
一、引言
随着科学技术的迅猛发展,人们的生活方式发生着巨大的改变。数控技术是一种现代的高新产业技术,它的出现不仅方便了广大用户对生产任务的处理,提高了工作的效率,而且提高了生产加工的质量,这给人们带来了很大的方便。数控小孔机作为一种经济而基础的数控设备,有利于学生进行研究学习,了解基础的数控系统。本文就此对基于LPC1752的数字小孔机电加工控制系统进行研究。
二、数控小孔机电加工系统的发展背景和现状
(一)背景
由于现代科学设备的需要,对零件的精度和质量有了新的要求。普通的手动加工机床误差过大、生产效率低、难于管理,已经无法满足企业生产要求。因此,由计算机控制的数控机床应运而生。数控机床即通过计算机设定加工参数,输出控制信号驱动控制电机运行相应的距离达到加工目的。为了提高精度,大部分数控机床都通过各种传感器监控加工状态来调节控制参数,形成稳定的闭环控制。
数控机床的出现使得生产效率大大提高,加工精度质量都有了新的突破,而且提高了生产的稳定性和可控性,由于都使用计算机控制,各个机床功能齐全,使得生产更为简便,节省了人力物力,提高了企业经济效益。
本次研究的数控小孔机也属于数控机床的范畴,其用途是通过电加工的方式,在工件表面进行打孔加工。相较于一般的机械打孔机,电加工小孔机所能加工的孔径更小,深径比更大。而对于同样采用电加工的线切割机,小孔机由于只是进行微小孔加工,所以加工效率上要更高。
所谓的电加工即通过放电现象来加工金属工件的技术,它是由前苏联的一对科学家夫妇开创和发明的。他们在研究开关器件时,发现开关器件在分断过程中会产生较大的电弧放电,而电弧放电产生的局部高温会使开关触头部分的金属氧化熔解。因此,只要将放电状态控制在一个合理可控的范围内,便可使用电火花来加工金属工件。电加工的原理便是,电极向工件靠近产生放电,放电产生的高温来将工件表面的金属蚀除。
(二)现状
如今,数控小孔机技术飞速发展,加工精度越来越高,加工速度越来越快,自动化和智能化程度越来越高,用户操作更加简便。而在控制系统方面,嵌入式控制系统在数控小孔机中应用广泛,出现了由普通的51单片机、ARM芯片、PLC、工控机等为核心的多种嵌入式控制系统。但是,与机械加工方式不同,电加工系统随机因素更多,控制系统更复杂。电加工是通过电极和工件相互靠近产生放电,从而使工件表面的金属蚀除来达到加工目的。而在实际的操作过程中,电极的放电状态难以掌控,在控制时不能像机械加工那样实现全闭环控制。而且加工加工过程中还存在电极损耗,废渣不能及时去除等一系列随机性问题,这使得小孔机电加工控制系统的设计更为艰难。
三、LPC1752的基本结构和使用优点
LPC1752含有3条AHB-Lite总线,分别为系统总线、指令总线和数据总线。总线均通过AHB矩阵与外设相连,允许同时操作不同的设备。
LPC1752使用多层AHB矩阵灵活的将各种处理器总线连接到外设,如图中,多层AHB矩阵通过两个AHB到APB桥与两个不同的APB外设从机组相连。矩阵算法的优点是可以使不同从机端口上的数据同时被不同主机访问,提高了MCU效率,减少冲突,能获得最优性能。
四、基于LPC1752的数控小孔机电加工控制系统总体设计
本次设计的硬件电路需要实现如下功能:
(1)利用PWM控制步进电机;
(2)采集间隙电压、电流;
(3)利用光栅尺跟踪电极运动情况;
(4)采用LPC1752作为MCU实现伺服控制。
基于功能要求拟采用如图1的基本结构,利用LPC1752作为核心芯片,MCU内部储存控制程序以及输入输出模块,通过计算机数据总线对程序和参数进行烧录和修改。加工开始信号发出后,MCU输出PWM波形使步进电机按照设定参数运动,带动加工电极向工件进给。在加工的同时,通过采集间隙电压以及光栅尺的数据实现双闭环控制,实现系统稳定、高效的运行。
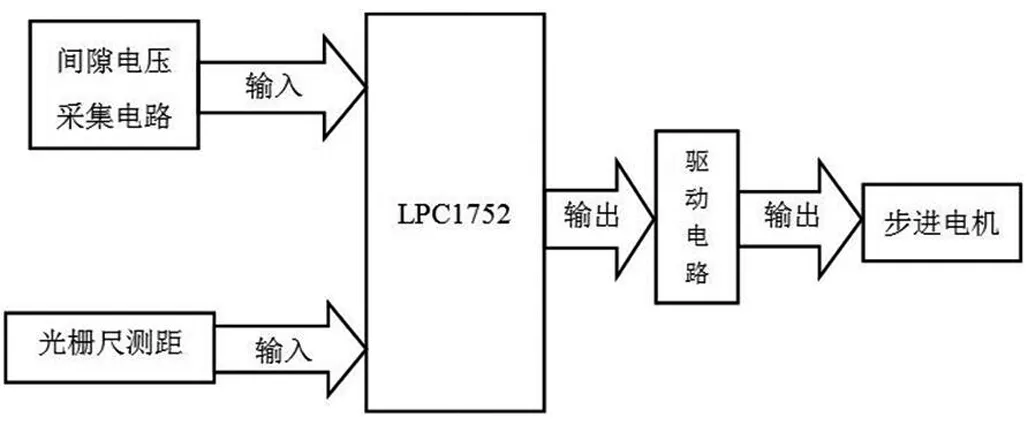
图1 硬件电路框图
在MCU内部,通过其引脚功能选择模块,选择控制所需的PWM、AD、QEI、SPI等引脚功能,与相应的硬件外设相连接。在MCU中通过程序设计,实现电机的伺服控制(如图2)。
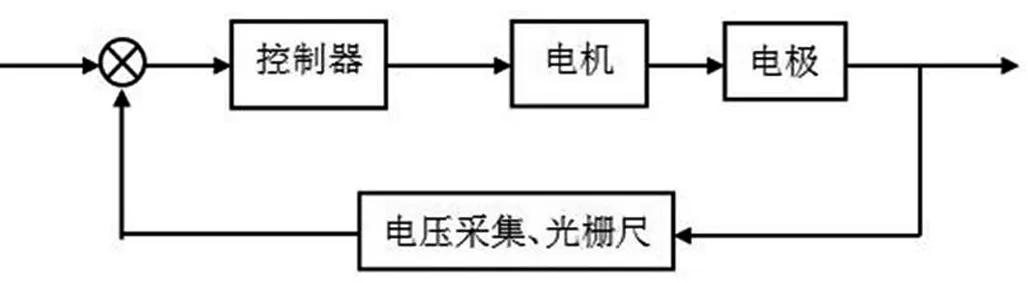
图2 控制系统框图
MCU读取由采集电路输入的电压、电流,经过PID控制算法运算,生成控制参数,再通过PWM功能输出调节后的脉冲,控制步进电机运动。光栅尺安装在电极上,控制电极运动的位置、速度信息,从而提高控制加工精度,以及控制加工尺寸。
五、结语
本文基于LPC1752的数字小孔机电加工控制系统进行了研究,控制系统通过采集电极与工件之间放电的间隙电压、电流,以及电极进给的速度、位移等变量,由MCU进行运算处理,输出不同频率的PWM波到步进电机来控制电极的进给速度和进给量,从而使得放电加工能稳定、高效的进行。
