中厚板精轧机主轴叉头修复工装的设计应用
2018-11-19徐建翔
徐建翔
(宝钢集团新疆八一钢铁股份有限公司,新疆 乌鲁木齐 830022)
宝武集团新疆八一钢铁股份公司轧钢厂中厚板生产线,其精轧机为四辊可逆式轧机,轧件往复轧制,一般轧制道次在8道左右。在线装备有2件滑块式万向轴,万向轴大叉头、小叉头与大小扁头连接处安装滑块组件,材质ZQA19-4。在中厚板生产过程中其在频繁的冲击载荷、较为恶劣的潮湿多粉尘环境以及大的轧制力情况下经常出现迅速劣化现象。
1 现有问题分析
中厚板精轧机主接轴的外形结构如图1所示。

图1
其在主轴叉头部位安装滑块组件,叉头圆弧(简称虎口)面磨损,造成此面和滑块产生间隙,加剧滑块的磨损,导致频繁的更换滑块,进一步会增大主轴在轧制过程变向时振动过大,从而影响主轴的使用寿命,因此当虎口出现磨损后必须及时进行修复。
而主轴长度达11m,重量45t。返专业厂家进行修复加工极为费时,并维修费用很高。针对这一实际情况,现场采用堆焊修复,手工研磨的方式。(如图2)。

图2
而在研磨过程中,对滑块与主轴端面的配合面研磨,是采用研磨块对主轴虎口端面实点研磨的方法,因现场定位尺寸测量困难,使用这种研磨工具对虎口研磨后极易造成主轴的定位台1与定位台2的中心线不能重合,产生2个定位台尺寸修复后单侧精度满足图纸要求,但整体检测会出现两个定位台中心线偏移现象,导致滑块组件无法装入,或现场打磨滑块后强行装入,这样装入后会造成安装间隙过大并出现偏移现象,极大缩短了滑块组件并主轴虎口的使用寿命。(如图3)。

图3
2 解决的方法
将原2个单研磨块制作组装为一套完整的研磨装置,组装后的定位尺寸全部按照图纸精度加工,除了能够完成对定位台的研磨,同时还进一步完成了对圆弧面的精度修复控制,填补了原研磨装置无法对圆弧面的研磨空白。(如图4、图5)。

图4

图5
采用整体式研磨装置,有效地完成了滑块与主轴端面的所有配合面的精度控制,不但确保了定位台尺寸精度,而且有效提高了虎口与滑块圆弧面的尺寸精度,进一步提高了虎口的修复精度,有效延长了主轴叉头及滑块的使用寿命。如图6。
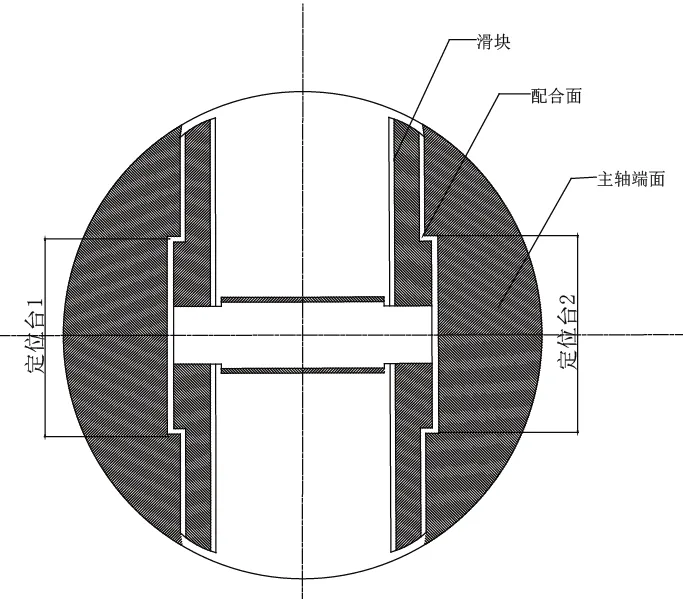
图6
3 效果验证
(1)将单体式研磨装置改为整体式研磨装置,克服了原装置的精度差、不能保证关键尺寸的缺点。
(2)体式研磨装置最终工序在机床上完成所有配合精度尺寸的车削工作,提高了装置自身的精度,从而达到了确保与虎口配合的精度尺寸。杜绝了原先滑块装置组装好后无法有效安装到主轴虎口上的问题。
(3) 整改效果,采用整体研磨装置修复的主轴叉头使用寿命由原先的6个月延长到了18个月。
4 结语
实现了在生产现场完成长度达11m,重量45t,运输加工不便的中厚板轧机主轴在生产线现场进行叉头虎口修复工作,并达到设计尺寸精度,杜绝了原修复过程中出现的主轴虎口定位台两定位线偏移的现象,保证的虎口及滑块组件的使用寿命,实现了简单、高效、实用的工作原则,为企业的成本控制起到了示范作用。
