隔膜泵喷料事故的分析
2018-11-19陈杰
陈杰
(中国铝业广西分公司装备能源部,广西 百色 531400)
2016年,某氧化铝厂溶出车间一期Pd201隔膜泵的右泵出口出现喷料现象,喷出的物料造成Pd102隔膜泵控制线路故障,并导致Pd102隔膜泵左3#推进液故障跳停。事故造成1#、2#溶出机组闷罐达2.3小时。
1 事故调查
事故发生后,经现场对事故隔膜泵进行勘察确认,Pd201隔膜泵右泵氮气包插入法兰靠Pd102泵侧,连续6根螺栓发生断裂,法兰与底座密封失效,从而导致物料外泄。从现场看,所有螺栓断裂部位基本都处在与螺母配合的第一圈螺纹处。从现场螺栓断口看,有4颗螺栓断口平齐,另2颗断口呈锥形。
插入法兰由8颗M27*140 10.9级双头螺栓固定(所用的螺栓是无锡市标准件厂的产品),插入法兰与氮气包底座通过一件85*105*15mm夹布橡胶垫圈进行密封。螺栓和垫圈是2016年检修时安装的新件。
2 历史检修记录及维护情况
通过子系统设备查阅检修记录(表1)及维护情况(表2),2013年进行氮气包底座磨损更换,2014年更换4个进料集管,其中包含插入法兰和方座的更换内容,当时检修单位为十一冶,安装时发现螺栓孔不对,气割扩孔安装。2016年,氧化铝厂点检员在现场检查时发现该部位有1颗螺栓断裂。经点检员跟踪检修过程检查发现,原插入法兰螺栓孔经扩孔后螺栓孔偏大,之后安排工服更换插入法兰。2016年7月份开始,陆续出现第2次、第3次螺栓断裂现象,氧化铝厂内部组织分析,认为此现象是由螺栓松动引起,并相继采取了增加螺栓垫片、定期紧固等措施。2016年8月发生第4次断裂,影响了停汽检修进度,氧化铝厂再次召开内部分析会(相关分析内容在该次停汽检修总结内体现),并采取了提高螺栓强度等级等措施。该部位在短短半年时间接连发生螺栓断裂事故,因为事故较小没有达到上报上级主管部门的标准,造成问题没能及时解决。
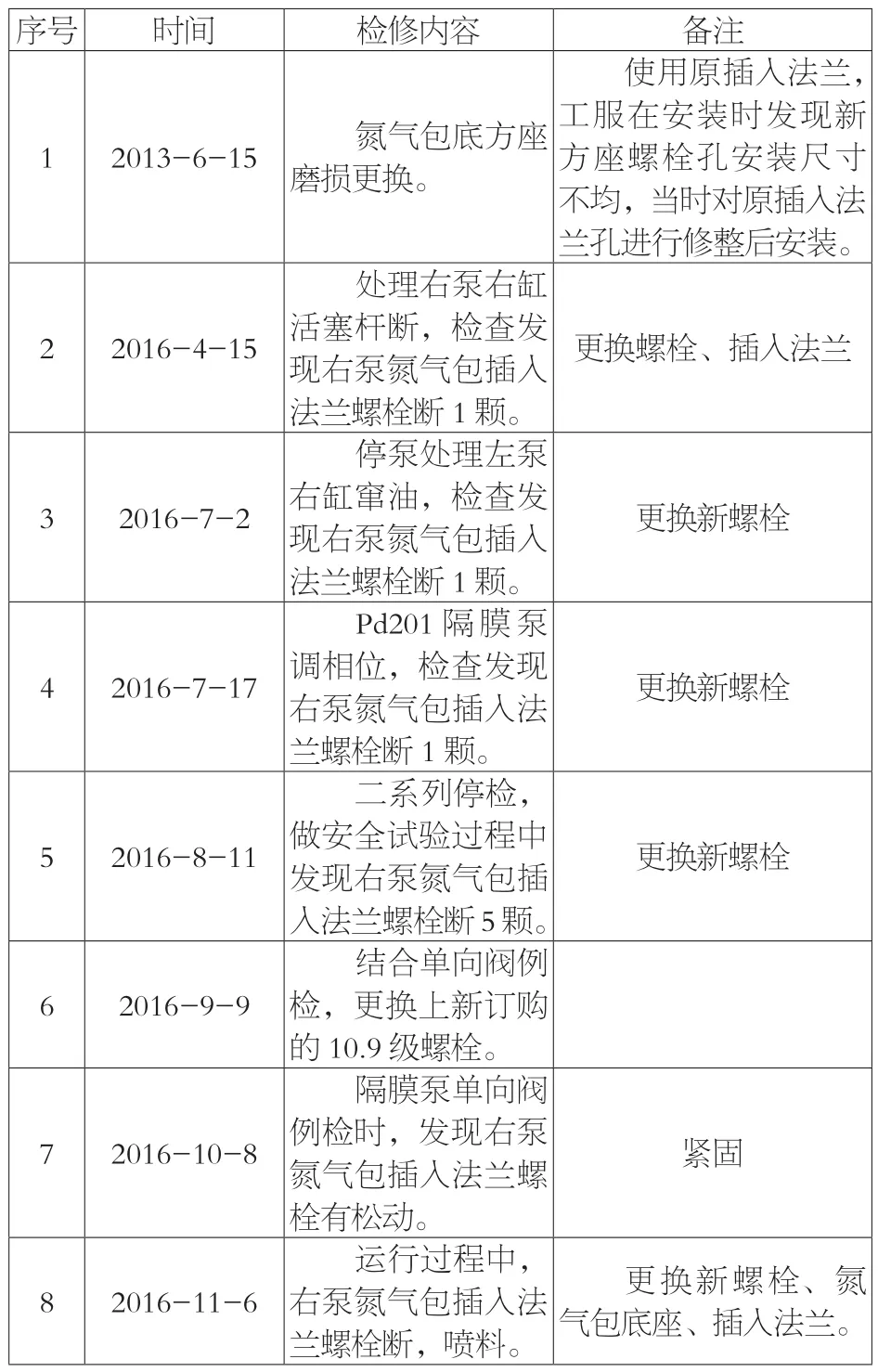
表1 历史检修记录

表2 2016年螺栓定期紧固记录
3 原因分析
造成氮气包底座法兰螺栓断裂现象发生的原因分析:
(1)结构及设计缺陷。
经计算,8.8或10.9级M27高强螺栓在正确的螺栓预紧力及正常工作压力状态下,不会被拉断。螺栓强度校核见下表:
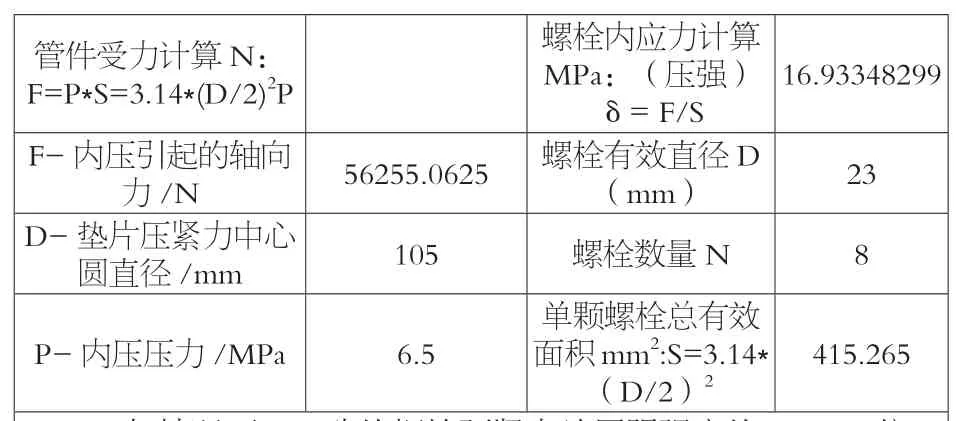
一般情况下,正确的螺栓预紧力为屈服强度的0.5~0.7倍。而8.8级螺栓屈服强度为640MPa,即预紧螺栓引起应力应为320 ~448 MPa之间;10.9级螺栓屈服强度为900MPa,即预紧螺栓引起应力应为450 MPa~630 MPa之间。螺栓承受的总应力为:预紧应力+内压应力。
由此推断该结构及设计合理,不是导致此事故发生的原因。
(2)生产压力波动及异常振动。
Pd201正常工作压力约为60±3bar,安全阀整定压力78bar。通过查阅主控室监控电脑的历史曲线,发现事故发生前后隔膜泵的出口压力波动幅度并不大。查看现场操作面板,喷料之前没有压力报警记录。经对比Pd102、Pd201溶出隔膜泵左、右泵出口氮气包底座上对称4颗螺栓的振动值,数据表明Pd201泵右泵出口氮气包底座紧固螺栓位置振动值与Pd102相当。因此排查事故的原因为生产压力波动或异常振动。
(3)备件质量缺陷。
用在此位置不同批次的8.8级螺栓、10.9级螺栓均发生过断裂,且无锡某厂一直为我公司提供高强螺栓,质量稳定,因此螺栓质量问题可以排除。
2013年更换的氮气包底座有螺栓孔不均布和法兰螺栓孔与法兰颈部空间不足的问题。氮气包底座螺栓孔不均布导致与其配合的插入法兰在安装时出现螺栓孔错位现象,为了安装到位采取气割扩孔修整的方法安装就位。由于采用气割扩孔,法兰面修整不平整,存在熔焊点,减少了螺母与法兰的接触面积,造成螺栓受力不均。螺栓孔与法兰颈部空间不足,紧固时无法使用敲击扳手或扭矩扳手进行紧固,只能使用开口扳手紧固,易使扭矩不均匀,造成螺栓受力不均。
(4)检修质量原因。
2016年更换新的插入法兰时,参照2013年的方式,工服公司也对新法兰进行了气割扩孔处理,气割过的孔大、不规则、法兰面螺母接触部位有熔焊高点,不规则的螺孔和熔焊点减少配合面积,从而导致螺栓受力不均,容易发生位移使紧固失效。
检修人员未使用扭力扳手按规定扭矩紧固螺栓,而使用开口扳手敲击紧固,由于个人所具备的检修经验或技能各不相同,紧固螺栓时所使用的力度也会不一样,法兰螺栓势必存在受力不均匀的情况。另一方面,现场有2颗断口呈锥形,原因为经过形变后由外向里产生裂纹,最后在螺栓中央区域发生断裂,可以认定为这2颗螺栓因受力超过其屈服应力而产生塑性变形,最终发生断裂,为安排例行紧固时扭矩要求不按规定紧固所致。
综上分析,事故的直接原因为螺栓松动,造成各螺栓受力不均,先后出现断裂。间接原因为法兰与底座螺栓孔同心度有偏差,为了安装而进行气割扩孔,导致螺栓预紧力不均匀,出现断裂。
4 改善措施
(1)大型设备发生重复故障后,各单位不应局限于在本单位进行故障分析,应积极上报和求助上级主管部门。
(2)工服公司负责制定隔膜泵螺栓紧固标准作业卡,避免长期、多次、大力紧固导致螺栓受损伤。
(3)禁止对所有中高压法兰螺栓孔使用气割扩孔。
(4)料浆侧高压区法兰增加法兰防护罩。
(5)结合单向阀例检,安排螺栓定期紧固工作(季度)。
5 结语
核心重要的设备出现异常后,分厂内部应及时组织分析,积极采取措施整改,如整改后仍重复出现,应及时上报上级主管部门,寻求上级部门配合解决。同时,规范重要设备的检修。
