碱回收锅炉脱硝技术及成本分析
2018-11-15龙翼川
龙翼川
(湖南安普诺环保科技有限公司,湖南长沙,410100)
碱回收锅炉大部分是以经浓缩的硫酸盐法或碱法制浆洗浆后排出的黑液作为燃料的锅炉。黑液送入炉内燃烧后,形成液态熔融物从炉底排出,经过苛化后还原生成烧碱;而形成的热烟气与水换热产生蒸汽,成为二次能源。碱回收锅炉既是回收制浆用碱的设备,也是降低污染物排放的节能环保设备[1- 2]。
根据原环境保护部环函[2014]124号文[3]“关于碱回收烟气执行标准有关意见的复函”,目前碱回收锅炉参照执行的标准是:65 t/h以上碱回收锅炉可参照GB13223—2011《火电厂大气污染物排放标准》中现有循环流化床火力发电锅炉的排放控制要求执行;65 t/h及以下碱回收锅炉参照GB13271—2014《锅炉大气污染物排放标准》中生物质成型燃料锅炉的排放控制要求执行。
参照GB13223—2011《火电厂大气污染排放标准》[4]中表2的规定(大气污染物排放限值),排放的烟气中烟尘、SO2、NOx浓度不能超过20 mg/m3、50 mg/m3、100 mg/m3,超低排放的标准将进一步降低至:烟尘<10 mg/m3、SO2<35 mg/m3、NOx<50 mg/m3。通过对部分碱回收锅炉的实际测试数据可知,SO2的监测浓度一般低于30 mg/m3(低于超低排放的规定值),NOx的监测浓度平均值在200~300 mg/m3区间(已超过标准所规定的限值)。然而因黑液燃烧的不稳定或不充分,导致碱回收锅炉炉膛内CO浓度突然间大幅度超标,甚至可能引起NOx的瞬时浓度超过1000 mg/m3。
据中国造纸工业2016年度报告显示[5],2016年全国纸浆生产总量7925万t(其中:木浆1005万t,废纸浆6329万t,非木浆591万t)。戚永宜[1]的研究表明,碱回收锅炉的NOx的平均排放量为1.18 kg/t(绝干浆),根据上述数据可计算得出2016年全国碱回收锅炉NOx排放量在2万t左右。碱回收锅炉每年排放的NOx对环境污染较大,碱回收锅炉NOx的治理已经迫在眉睫。
目前可成熟应用于碱回收锅炉脱硝的技术工艺包括:炉内喷脱硝还原剂脱硝、选择性催化还原法脱硝(SCR)、ClO2氧化法脱硝、臭氧氧化法脱硝和低-氧化碳还原剂炉内喷射脱硝(LCO-RRI)技术等。本文旨在针对碱回收锅炉的特点,对目前适用于碱回收锅炉脱硝的几种主要技术分别介绍,最后结合实际情况,得出“两步走”实施策略。
1 碱回收锅炉烟气特点
1.1烟气成分参数
表1是某大型碱回收锅炉经电除尘后的烟气成分。从表1可看出,碱回收锅炉的烟气成分特点为:在正常情况下,烟气的水蒸气含量很高,氧含量较低,SO2浓度很低,无SO3、HCl、HF,主要污染物为NOx和烟尘。
1.2烟温参数
表2是该碱回收锅炉的热力计算表。从表2可看出,碱回收锅炉的水冷屏到Ⅲ级过热器入口之间具有适合非催化还原法脱硝(SNCR)的温度窗口(800~1100℃),但缺少适合催化还原法脱硝(SCR)的温度窗口(300~420℃)。
由表1和表2可以得出初步论断,在合适的温度区间,可以优先使用SNCR脱硝工艺或基于SNCR脱硝技术进行改进的技术。除尘器后的烟气含尘量较高,不适合直接进行SCR脱硝,需要经过一定的处理后才能进一步脱硝。
2 脱硝技术
2.1炉内喷脱硝还原剂技术
在现场安装一套简单的气力输送装置,通过锅炉已有的二次风/三次风将特制的脱硝还原剂直接喷入炉膛内与NOx发生反应,如图1所示。
该技术采用固态脱硝还原剂,采用罗茨风机作动力,喷射压力较低,射程较短,不能覆盖炉膛,同时由于喷点位置有限,脱硝还原剂和烟气混合不好,导致脱硝效率不高。为满足较高的脱硝效率,只能加大脱硝还原剂的使用量。
该技术的脱硝效率一般为30%~50%,当脱硝效率达到40%时,脱硝还原剂消耗量约1 t/h。该技术所用的特制脱硝还原剂只能从供货单位购买,价格昂贵,是脱硝常用还原剂——普通袋装尿素采购价的2~3倍。目前某纸厂仅将此技术作为应急状态(如后端的脱硝系统出现问题停用等)备用的脱硝技术。
2.2SCR技术
SCR技术的原理是利用NH3和催化剂(铁、钒、铬、钴、钼等金属)在合适温度区间内(300~450℃)将NOx还原为N2,由于NH3具有选择性,只与NOx发生反应,几乎不与O2反应,故称为选择性催化还原法。
SCR技术在大型火电厂锅炉烟气脱硝已成熟应用,但是SCR脱硝装置一般布置在高温省煤器和空气预热器段,该处温度区间一般在300~400℃,选用常规催化剂(适用温度:280~450℃)即可。但碱回收锅炉此区域温度下降较快,进入适合SCR反应器反应段区域的烟气温度已经降至150~220℃,常规催化剂已经没有催化作用。因此,如果采用此技术必须选用(超)低温催化剂。从山东某纸厂2500 t/d 碱回收锅炉实际运用来看,选用低温催化剂除了价格昂贵(7~8万元/m3,2500 t/d,碱回收锅炉须配备92 m3低温催化剂)外,最大的问题在于催化剂腐蚀和堵塞严重,原可以使用3年的催化剂,不到1年半就不得不更换,具体情况如图2所示。

表1 某大型碱回收锅炉经电除尘后的实际烟气参数

表2 碱回收锅炉热力计算表(锅炉最大连续蒸发量)

图1 气力输送装置

图2 催化剂腐蚀和堵塞情况
2.3ClO2氧化法
ClO2是国际上公认安全无毒的绿色消毒剂,属于强氧化剂。ClO2氧化法脱硝在脱除NOx的同时可以脱除一定量的硫化物(碱回收锅炉一般含硫量也不是很高)。
NO由气相转入液相,主要通过气体在溶液中的吸收平衡来实现。由于NO的溶解度很低,采用氧化剂将NO氧化成NO2等易吸收的状态,是一种有效脱除NO的方案。在酸性条件下,ClO2溶液同时脱硫、脱硝的化学反应总方程式如式(1)和式(2)所示。
5SO2+2ClO2+6H2O → 5H2SO4+2HCL
(1)
3NO+NO2+2ClO2+3H2O → 4HNO3+2HCl
(2)
ClO2氧化法脱硝的氧化剂ClO2属于气相氧化剂,在脱除氮氧化物的同时可以脱除一定量的硫化物。由于其在氧化后必须要喷淋、洗涤和溶解,故除了反应器本身的大罐子外(根据理论计算,2200 t/d的碱回收锅炉烟气量需要设置的罐子容积约为1500~2000 m3),在后端也需要增加同样体积的喷淋溶解罐进行处理,占地面积较大,投资和运行费用相对较高。ClO2氧化法脱硝的现场布置如图3所示。

图3 ClO2氧化法脱硝装置
2.4臭氧氧化法
同样为氧化法,臭氧氧化法脱硝是利用臭氧的强氧化作用,可以快速有效地将 NO 氧化到高价态,如:NO2、NO3等,然后在洗涤塔内将氮氧化物吸收转化为溶于水的物质,达到脱除的目的。
臭氧氧化法脱硝系统由臭氧发生系统,控制系统、冷却水系统、检测仪器等组成,工艺相对较为复杂,现场环境恶劣(臭氧具有恶臭味对环境具有二次破坏,且因有液氧罐等压力容器故有危险性),现场设备巨大且安装复杂,初投资巨大(某纸厂2500 t/d碱回收锅炉配套的臭氧脱硝设施造价接近7000万元),运行费用昂贵(年均运行费用接近3000万元)。臭氧氧化法脱硝装置如图4所示。

图4 臭氧氧化法脱硝装置
2.5LCO-RRI技术
该技术由国内某环保公司引进国外先进碱回收锅炉脱硝技术和经验,结合国内碱回收锅炉的实际情况,研发出的一种专门针对碱回收锅炉的脱硝工艺技术——低一氧化碳还原剂炉内喷射脱硝(LCO-RRI)技术。该工艺技术由两部分组成:①为低CO系统(LCO);②为还原剂炉内喷射脱硝系统(RRI)。
LCO系统工作原理:优化炉膛内的局部燃烧,降低还原剂反应区烟气中的CO浓度,提高还原剂在炉内的脱硝效率。同时燃烧产生的热量还可抵消因RRI喷射还原剂带入的水蒸发吸收的热量,使其不对锅炉热效率产生影响,抵消后也不会造成炉温升高而使过热器受热面因碱灰熔融而结焦。
RRI系统工作原理:在高温段没有催化剂的条件下,氨基还原剂(如:尿素、氨水等)喷入炉膛,热解生成NH3与其他副产物,在800~1300℃温度窗口,NH3与烟气中那个的NOx进行还原反应,将NOx还原成N2与H2O,具体反应式如式(3)和式(4)所示。
CO+O2→2CO2
(3)
4NO+4NH3+O2→4N2+6H2O
(4)
该技术流程图如图5所示,脱硝效率可达50%~60%,不影响炉温,对碱回收锅炉正常运行无任何不良影响,不需要昂贵且易失活的催化剂,投资和运行费用都较低,还原剂采用安全易得的尿素。该技术优势可总结如下:①通过建模分析可对黑液燃烧进行优化,保证供料连续、稳定、均匀;②通过优化二次风/三次的分配比,增加炉内低CO喷射风,降低炉内CO浓度,低CO风喷口与脱硝喷枪结合设计,提升脱硝效率的同时保护喷枪[6];③脱硝还原剂采用液态尿素,雾化压力大,射程远(可达7~8 m),可实现炉膛全覆盖,以及用较少的还原剂消耗量达到较高的脱硝率。
3 碱回收锅炉脱硝技术经济成本对比
表3为根据某企业制浆车间碱回收锅炉各种脱硝工艺技术的实际成本数据对比。
由表3可知,炉内喷脱硝还原剂技术初投资费用最低,但运行成本最高;SCR技术和ClO2氧化法初投资费用较高,运行成本偏高;LCO-RRI技术初投资费用适中,运行成本最低,且所需停炉期和建设期均最短;臭氧氧化法无论是初投资费用还是运行成本均为最高。

图5 LCO-RRI脱硝技术流程图
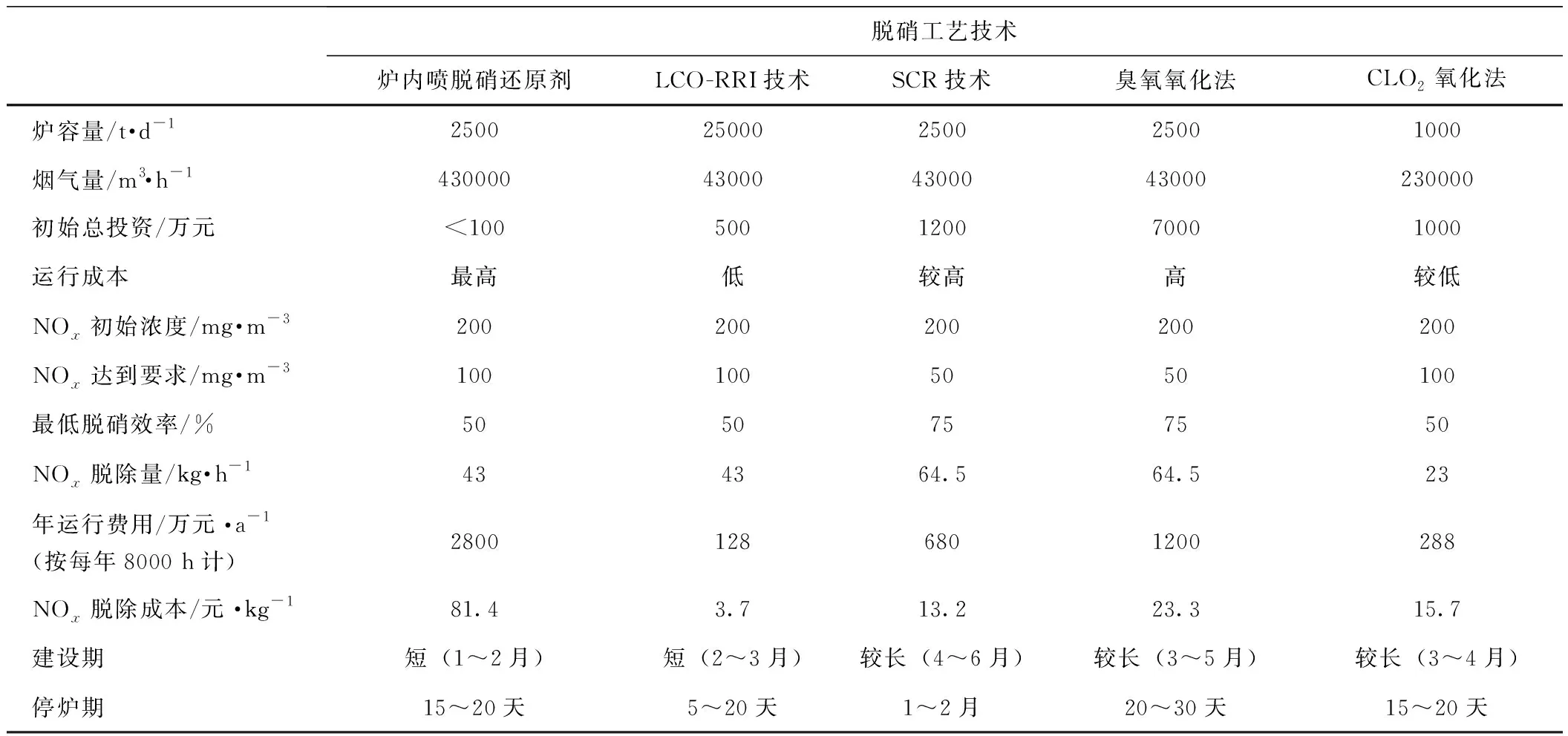
表3 某企业碱回收锅炉脱硝工艺技术的实际成本数据对比
4 结 语
通过以上论述和对比分析,对于碱回收锅炉在达到环保排放指标的前提下,建议采取“两步走”的实施策略,在降低项目投资成本和减少运行费用的基础上得出如下结论。
4.1将NOx从现有的平均值200 mg/m3降至<100 mg/m3时,可采用LCO-RRI脱硝技术。此技术在上述各技术中初投资最低,运行费用也最低,脱硝效率适中(可达到50%~60%),能满足现行NOx排放的环保标准。
4.2当碱回收锅炉尾气NOx浓度高于200 mg/m3时段时,或者被要求实行超低排放标准时,需将NOx从100 mg/m3降至<50 mg/m3,可在除尘器后端增加一套ClO2氧化法脱硝。在采用LCO-RRI脱硝技术进行NOx的脱除后,对于后端的ClO2氧化法脱硝的投资和运行成本都将比单纯上ClO2氧化法脱硝更节约成本。
