CT-FSC醇胺脱硫溶液复活技术研究
2018-11-02颜晓琴王军张小兵熊俊杰刘文祝陶兆勇
颜晓琴 王军 张小兵 熊俊杰 刘文祝 陶兆勇
1.中国石油西南油气田公司天然气研究院 2.国家能源高含硫气藏开采研发中心 3.中国石油西南油气田公司气田开发管理部 4.中国石油西南油气田公司重庆天然气净化总厂 5.中国石油西南油气田公司川中油气矿
醇胺法是天然气、炼厂气以及其他工业气体脱硫脱碳的主要方法。保证醇胺法脱硫装置平稳操作的要点可归纳为:①保持醇胺脱硫溶液(以下简称胺液)清洁;②防止设备腐蚀;③维持操作参数稳定。其中,保持胺液清洁最为重要,清洁操作能有效地防止胺液发泡,减轻设备腐蚀,保持装置脱硫性能稳定,从而为合理控制操作条件、降低消耗奠定基础。保持胺液清洁的措施主要包括:①防止各种杂质进入胺液;②尽可能从胺液中除去杂质[1-2]。原料天然气分离器能除去原料天然气中的大部分杂质,但仍有少部分杂质会进入胺液,日积月累后,杂质含量达到一定程度,使胺液性能恶化。此外,醇胺自身降解,或者醇胺与气体中某些组分反应也会生成杂质[3-4]。因此,即便采用了高效的原料天然气分离器,也无法阻止胺液中杂质的带入和生成。故胺液复活装置虽为辅助设备,但对维持胺液清洁从而实现脱硫装置的无故障长周期平稳运行具有重要的意义[5]。
目前,已经工业化的胺液复活技术包括:减压蒸馏法、电渗析法、活性炭过滤法和离子交换法。
减压蒸馏的原理是在胺液中加入碱后,使各种热稳定胺盐中的胺“游离”出来,然后减压蒸馏出胺和水,该技术不仅能脱除热稳定盐,也能脱除与醇胺挥发性不同的其他杂质。在使用MEA的时代,由于MEA沸点低,工业上获得广泛应用的胺液复活方法是加碱蒸馏。20世纪80年代后,随着MEA被节能效果和H2S选吸性更佳的MDEA及其配方溶剂逐渐取代[6],减压蒸馏就很少被采用了,因为采用减压蒸馏方法回收MDEA能耗高,经济性差[1],且会损失配方溶剂中的活性组分。
电渗析法利用电场作用,使水溶液中的阴、阳离子分别向阳极和阴极移动,并分别加上阴离子交换膜和阳离子交换膜,选择性地让阴、阳离子通过交换膜,从而达到去除醇胺溶液中阴阳离子的目的[7-8]。该方法对于电离能力小的杂质脱除效果差,且投资和操作费用较高。
活性炭对大部分有机物都有一定的吸附作用,因此,几乎所有醇胺法气体脱硫装置都配备了胺液活性炭过滤器,但活性炭对杂质的脱除率低,选吸性差,易饱和,当胺液发生了较严重的变质或被污染时,即使频繁更新活性炭,胺液的腐蚀、发泡问题也得不到解决。
离子交换法利用阴离子交换树脂将胺液中的阴离子脱除至低浓度水平,较好地解决了因热稳定盐阴离子导致的腐蚀问题[9-15]。离子交换法不使用高温,胺损失少,容易再生,易连续运行,是目前国内外应用最广泛的胺液净化技术。中国石油西南油气田公司(以下简称西南油气田公司)也先后从国外引进了4套离子交换法胺液复活装置。但应用实践表明,离子交换法有两个缺点:①不能脱除非离子态的杂质,对难于电离的致泡性杂质脱除能力差,不能解决胺液受污染发泡问题;②脱除胺液中无机热稳定盐后,胺液的H2S选吸性变差。
可见,在目前国内外已经工业化的胺液复活技术中,有能深度脱除腐蚀性杂质热稳定盐的技术,但缺少能深度脱除胺液中各种致泡性杂质的技术,净化厂胺液受污染后发泡的问题得不到解决。此外,采用离子交换法复活胺液后,胺液H2S选吸性变差的问题也有待解决。因此,迫切地需要研发一种能深度脱除致泡性杂质的新型胺液复活技术,还有必要改进现有的热稳定盐脱除技术,以实现脱除热稳定盐且保持胺液对H2S选吸性不变的目标。
1 CT-FSC胺液复活技术的室内研究
1.1 致泡性杂质脱除技术的成功研发
在天然气净化领域,普遍存在胺液受污染后发泡导致脱硫装置拦液、冲塔甚至临停的问题,致泡性杂质脱除技术迟迟未能研发成功,主要是因为胺液中的致泡性杂质种类太多,且脱除率要求特别高。胺液中的致泡性杂质主要来自原料天然气携带的上游作业过程中各种化学药剂的残余物。由于天然生产过程中使用的化学药剂品种多,各种药剂自身的组分也不单一,在天然气开采、输送过程中,它们还会发生反应生成不同的反应产物,这就使得原料天然气中携带的杂质组成极其复杂,种类繁多,目前已经发现的致泡性杂质高达50余种。此外,一些杂质表面活性极强,即使其含量很低,也会显著增大胺液的发泡趋势。因此,对于这些致泡性杂质的脱除有非常苛刻的要求,必须将其深度脱除至质量分数低于100×10-6,才能解决胺液的发泡问题。
在对各净化厂胺液中致泡性杂质分子结构进行准确定性和浓度准确定量的基础上,根据致泡性杂质碳数差异大、分子量与沸点范围广、物理化学性质也有较大差异等特点,选择了以合成分离材料为基础的固定床吸附工艺。
根据致泡性杂质的分子量、分子连接性指数、溶解度、极性、官能团和化学反应活性等理化特性,设计极化率、电荷、范德华半径、孔隙大小和几何形状与之匹配的脱除剂。经过反复实验,成功研制了脱除性能与稳定性均优良的脱除剂。在自主设计建设的室内胺液杂质脱除装置上进行工艺条件实验,获得24项关键运行参数。实验表明,所研制的脱除剂在常温、常压下可将胺液中50余种致泡性杂质深度脱除至质量分数低于100×10-6。
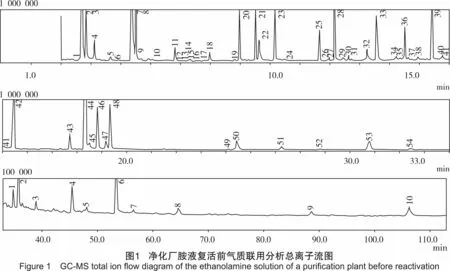
图1和图2是某天然气净化厂严重发泡胺液样品在室内采用所研发技术复活前、后的有机杂质分析结果。采用所研发技术复活后,该厂胺液中只剩下MDEA、环丁砜、二乙二醇、三乙二醇、S6、S8和痕量的十六烷酸2-羟基-1-(羟甲基)乙基酯,胺液中30余种杂质被脱除。
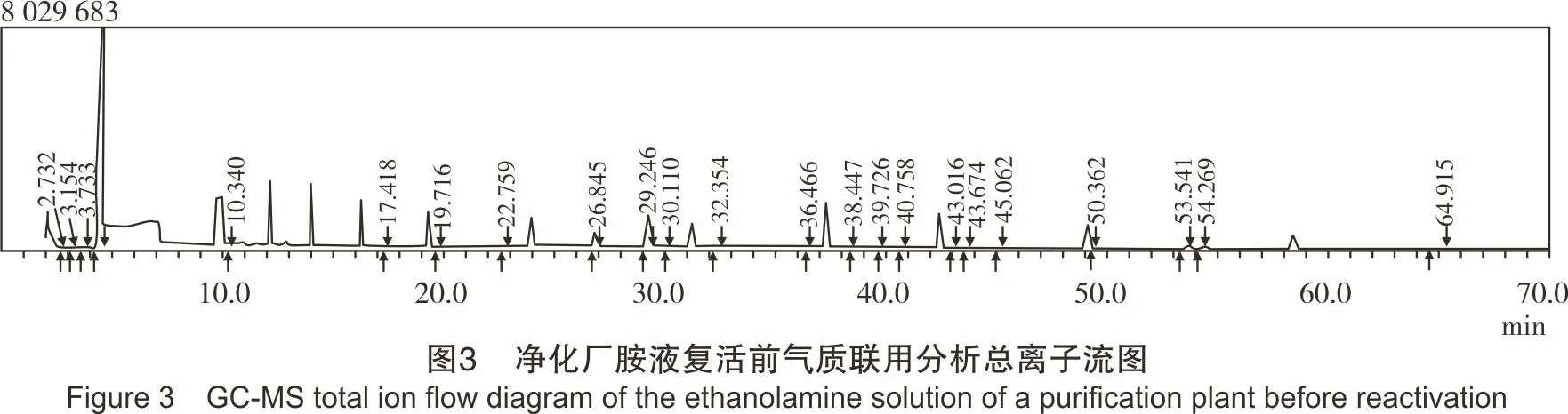
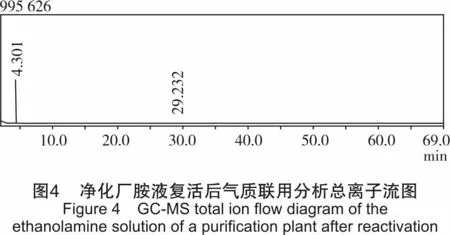
图3是另一个受污染后严重发泡胺液样品的有机杂质分析结果。在室内采用所研发技术复活后,此胺液中的20余种杂质几乎全部被脱除,见图4。


1.2 热稳定盐脱除技术改进
进口离子交换法胺液复活装置脱除热稳定盐的原理如图5所示,热稳定盐阴离子与离子交换树脂上的氢氧根交换,阴离子被吸附在树脂上,置换出氢氧根离子。热稳定胺盐经树脂交换后,置换出来的是自由胺;无机热稳定盐经树脂交换后,置换出来的则是氢氧化物,会使胺液pH值增大。
MDEA溶液中出现氢氧化物对脱硫脱碳会产生不同的影响。CO2与MDEA的化学反应分两步进行,第1步是在碱催化条件下MDEA与CO2生成两性的中间化合物,见反应(Ⅰ),这一步是慢反应,是整个反应速度的控制步骤,胺液的pH值越大,则生成两性中间化合物的反应越快,CO2脱除率越大。氢氧化物使MDEA溶液pH值增大,继而促使MDEA与CO2反应加快,CO2脱除率增大。而H2S与MDEA的反应是瞬间质子传递反应,净化气中的H2S含量主要与反应(Ⅱ)的平衡常数和贫液中的HS-含量相关,贫液中的HS-含量越低,则H2S净化度越高,反之则越低。氢氧化物与H2S生成的盐在再生塔中不能再生,使贫液中的HS-含量增大,导致H2S净化度变差。
(Ⅰ)

(Ⅱ)
R3N+H2S↔R3NH+HS-
(Ⅲ)
对于大部分胺法天然气脱硫装置而言,醇胺自身降解生成热稳定胺盐的速度很慢,胺液中热稳定盐含量大幅度增加,通常是由于原料气中携带的无机盐在装置中积累所致。因此,大部分净化厂的脱硫溶液采用现有胺液复活装置脱除热稳定盐后,溶液中会出现氢氧化物,继而出现脱硫性能变差的问题。
要解决胺液复活后脱硫性能变差的问题,必须消除胺液中的氢氧化物。根据氢氧化物形成的原理,从消除氢氧化物形成因素出发,对现有技术进行了改进。室内实验结果表明,改进后的热稳定盐脱除技术不仅具有与国外胺液复活技术相同的热稳定盐脱除能力,而且复活后的胺液H2S选吸性保持不变。该技术已申请专利保护。
2 CT-FSC胺液复活技术的现场放大研究
以室内胺液杂质脱除装置工艺流程为基础,将致泡性杂质脱除工艺与改进的热稳定盐脱除工艺整合,设计并建设了最大处理量为2 m3/h的撬装中间试验放大装置。
在西南油气田公司下属各天然气净化厂取样分析,选取致泡性杂质和热稳定盐含量均较高的受污染胺液进行现场试验。现场试验期间,从天然气净化厂采集的胺液样品中有4个样品杂质含量较高,其中3个是MDEA脱硫溶液,1个是以MDEA为基础的H2S选吸加强型配方脱硫溶液。用放大试验装置对这4个净化厂的脱硫溶液进行了复活,考察所研发技术放大后的效果、对胺液性能的改善情况。此次现场放大试验共复活胺液32 m3,耗电147 kW·h。
2.1 杂质脱除种类与脱除率
在净化厂现场采用放大试验装置对上述4个含杂质较高的胺液复活后,测定各自的杂质含量,胺液复活前、后的杂质分析结果见表1。
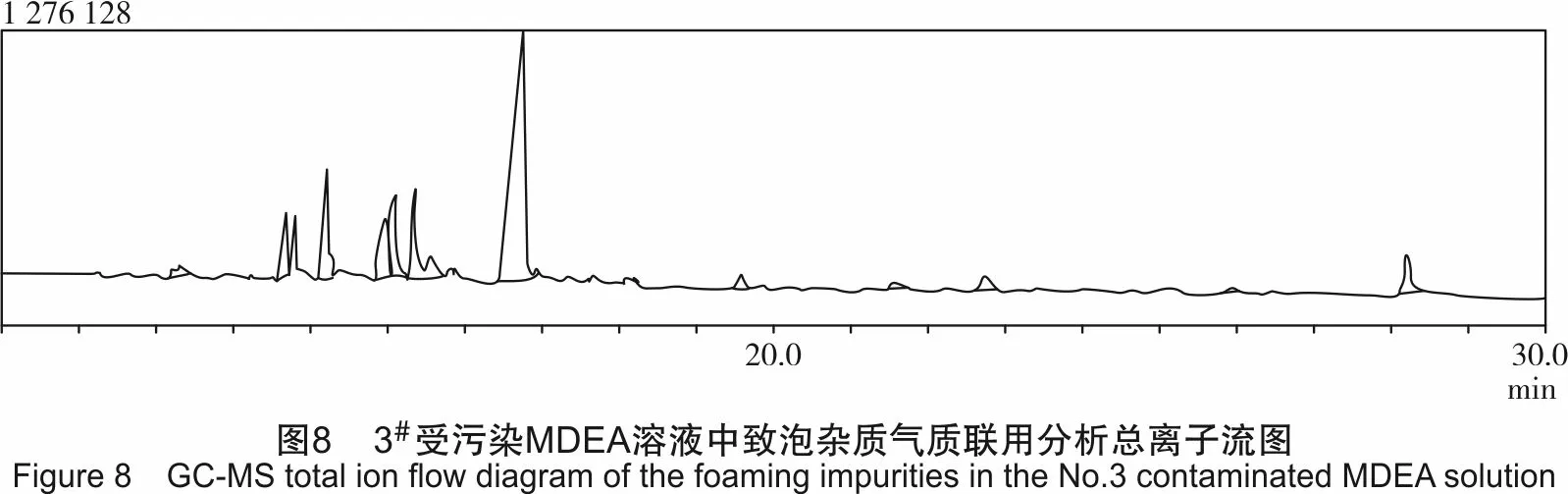
4个净化厂胺液中的致泡性杂质组成各不相同,如图6~图9所示。但表1所示试验结果表明,采用放大装置可将4个净化厂胺液中的致泡性杂质质量分数均脱除至100×10-6甚至10×10-6以下,脱除的致泡性杂质种类达到56种,再加上7种热稳定盐,本技术能脱除的杂质种类数共计63种。此外,复活前、后醇胺质量分数测定结果表明,复活后醇胺损失率<0.5%。
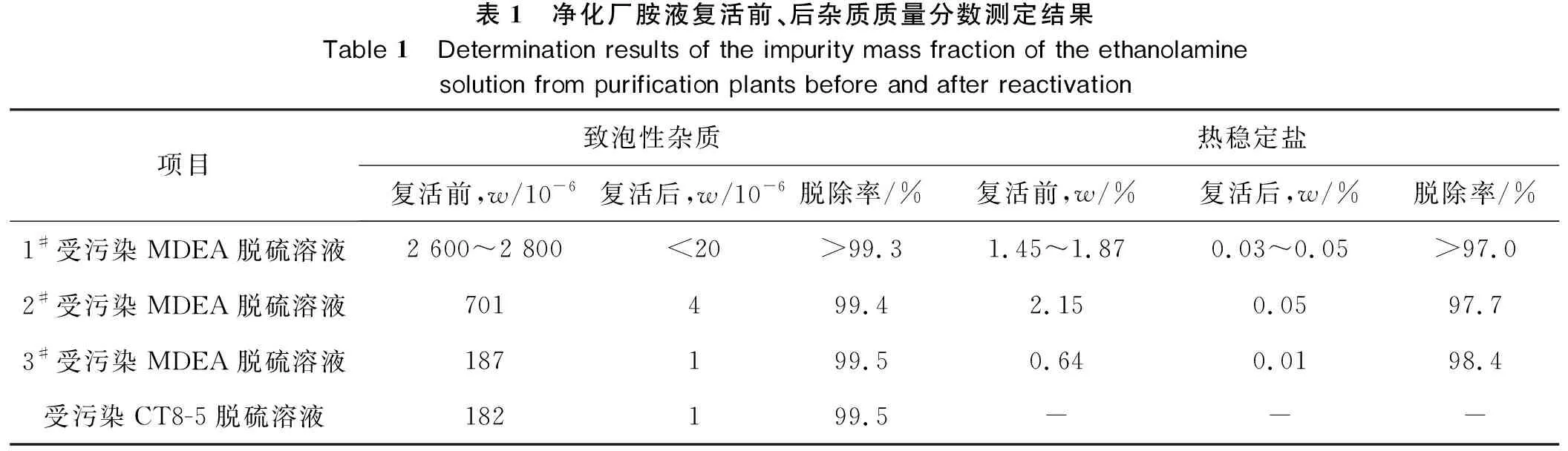
表1 净化厂胺液复活前、后杂质质量分数测定结果Table 1 Determination results of the impurity mass fraction of the ethanolamine solution from purification plants before and after reactivation 项目致泡性杂质热稳定盐复活前,w/10-6复活后,w/10-6脱除率/%复活前,w/%复活后,w/%脱除率/%1#受污染MDEA脱硫溶液2 600~2 800<20>99.31.45~1.870.03~0.05>97.02#受污染MDEA脱硫溶液701499.42.150.0597.73#受污染MDEA脱硫溶液187199.50.640.0198.4受污染CT8-5脱硫溶液182199.5---


2.2 对胺液发泡趋势的改善情况
上述4个杂质含量较高的胺液采用放大试验装置复活,复活前、后的发泡趋势测定结果见表2。
表2所示试验结果表明,采用现场放大试验装置复活后的胺液发泡趋势大幅度降低,严重发泡的胺液复活后,其发泡趋势可恢复至接近新鲜MDEA溶液的程度。1#受污染MDEA脱硫溶液复活前,通氮气仅72 s,泡沫高度就达到500 mm,继续通入氮气,泡沫溢
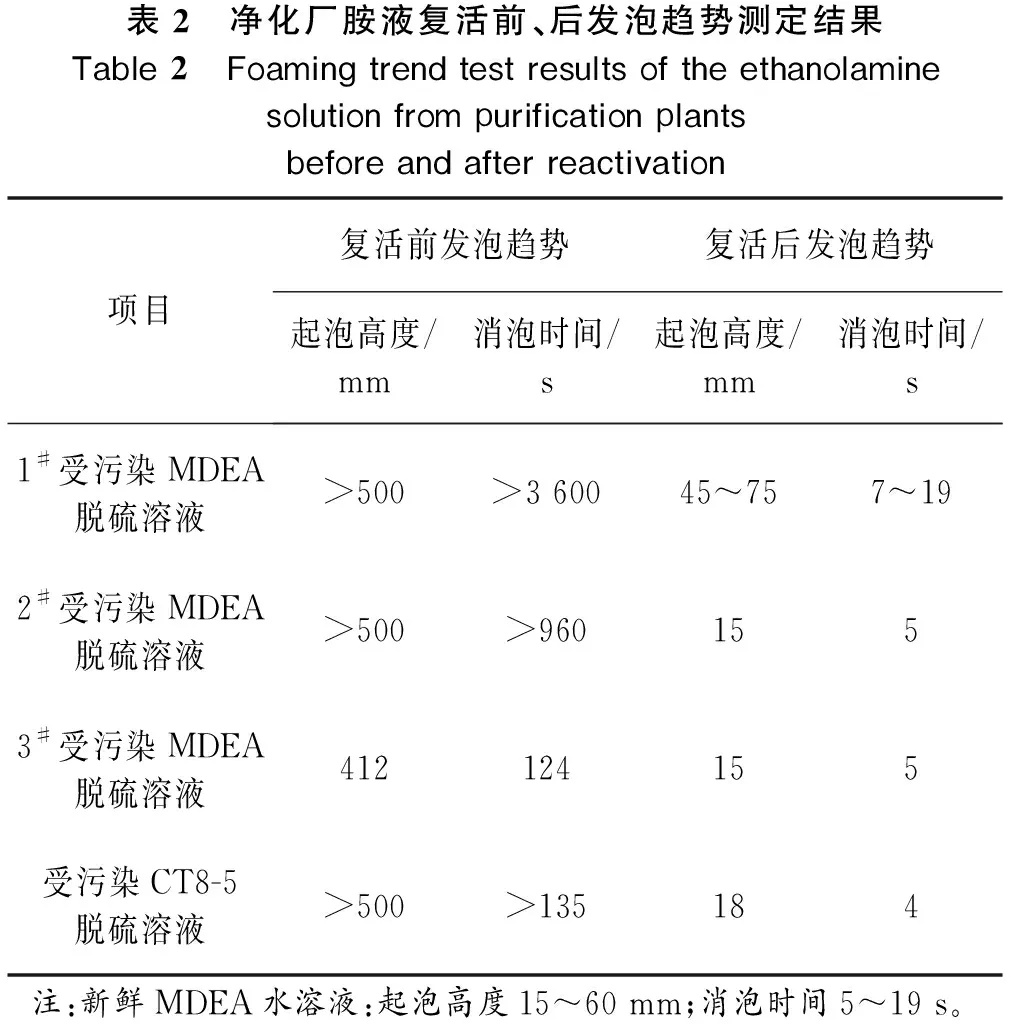
表2 净化厂胺液复活前、后发泡趋势测定结果Table 2 Foaming trend test results of the ethanolamine solution from purification plants before and after reactivation项目复活前发泡趋势复活后发泡趋势起泡高度/mm消泡时间/s起泡高度/mm消泡时间/s1#受污染MDEA脱硫溶液>500>3 60045~757~192#受污染MDEA脱硫溶液>500>9601553#受污染MDEA脱硫溶液412124155受污染CT8-5脱硫溶液>500>135184注:新鲜MDEA水溶液:起泡高度15~60 mm;消泡时间5~19 s。
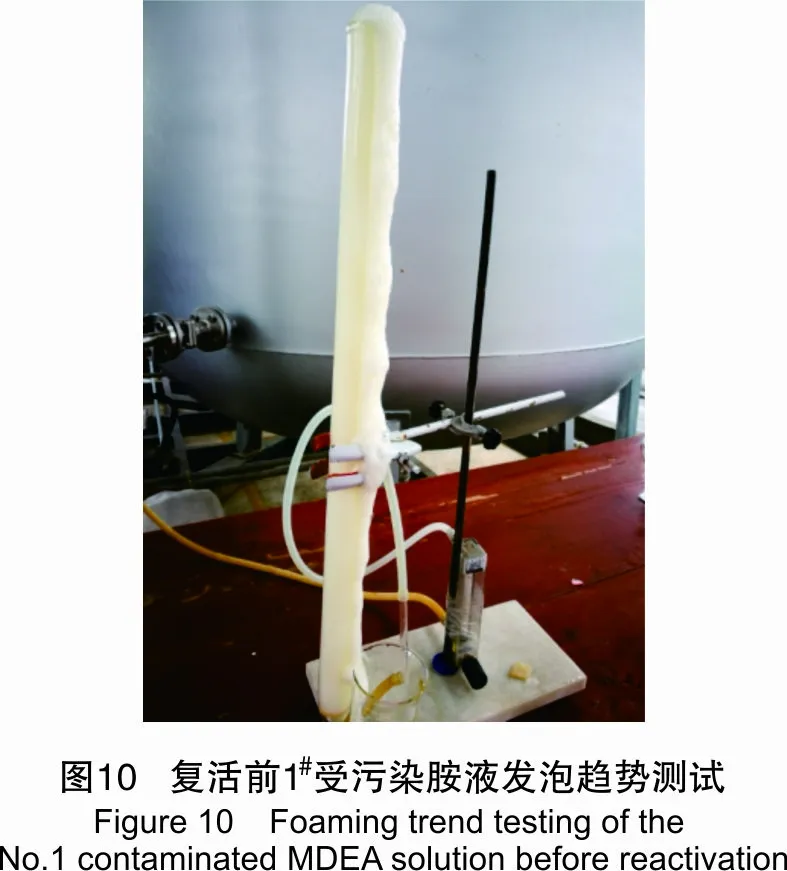
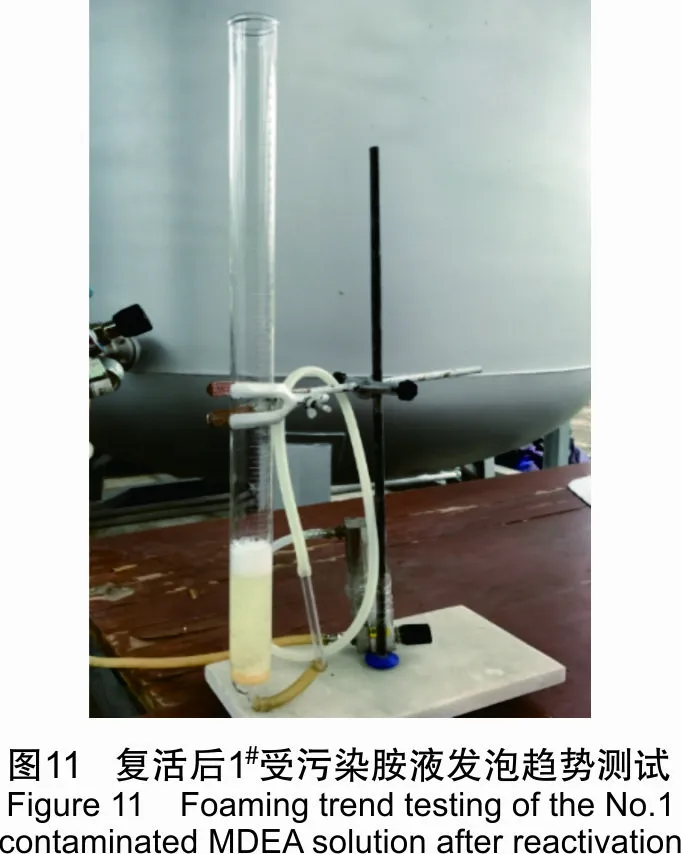
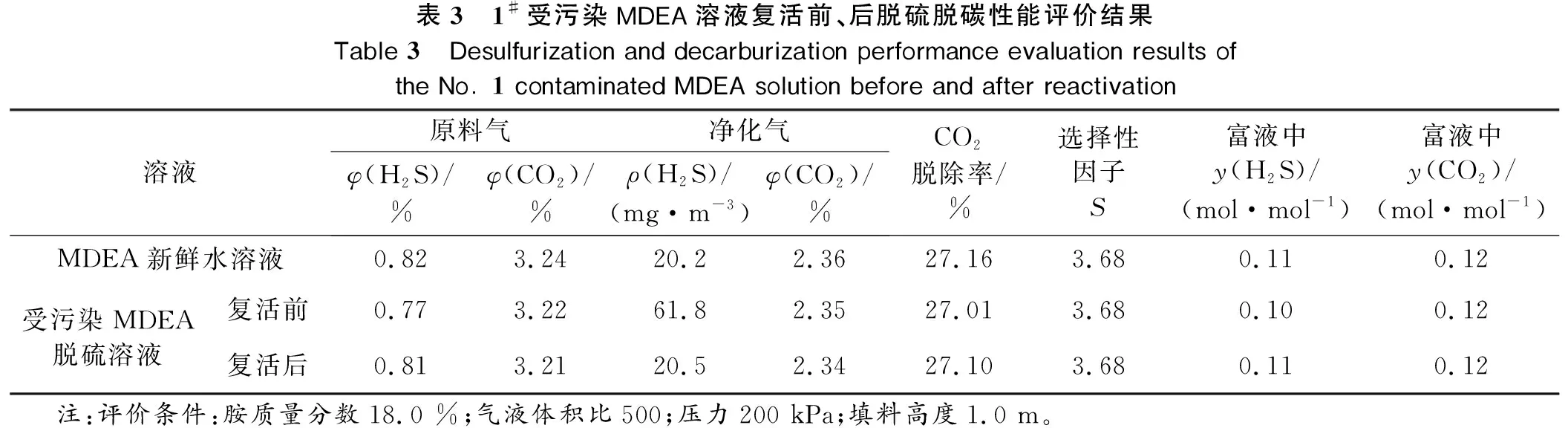
表3 1#受污染MDEA溶液复活前、后脱硫脱碳性能评价结果Table 3 Desulfurization and decarburization performance evaluation results of the No. 1 contaminated MDEA solution before and after reactivation溶液原料气净化气φ(H2S)/%φ(CO2)/%ρ(H2S)/(mg·m-3)φ(CO2)/%CO2脱除率/%选择性因子S富液中y(H2S)/(mol·mol-1)富液中y(CO2)/(mol·mol-1)MDEA新鲜水溶液0.823.2420.22.3627.163.680.110.12受污染MDEA脱硫溶液复活前0.773.2261.82.3527.013.680.100.12复活后0.813.2120.52.3427.103.680.110.12 注:评价条件:胺质量分数18.0 %;气液体积比500;压力200 kPa;填料高度1.0 m。
出发泡管,见图10,消泡时间>3 600 s;复活后,测试其发泡趋势:通氮气后,泡沫高度一直稳定在50~70 mm(见图11),消泡时间<20 s。
2.3 对胺液脱硫脱碳性能的改善情况
用放大试验装置对受污染最严重的1#受污染MDEA脱硫溶液复活后,在胺法脱硫试验装置上对复活前、后胺液的脱硫脱碳性能进行评价,评价结果列于表3。
表3所示评价结果表明,1#受污染MDEA溶液的脱硫性能明显低于新鲜MDEA溶液,富液中H2S含量也较低。此脱硫溶液采用现场放大试验装置复活后,H2S净化度、选择性以及富液酸气负荷均恢复至与新鲜MDEA相当的程度,所研发技术对受污染胺液脱硫性能的改善效果明显。现场放大试验结果还表明,复活后的胺液颜色也能恢复至与新鲜胺液接近的程度。以1#受污染MDEA脱硫溶液为例,复活前胺液呈红棕色,见图12,复活后胺液呈淡黄色,见图13。
2.4 与进口胺液复活装置的对比
净化厂采用进口的离子交换法胺液复活装置对1#受污染MDEA脱硫溶液进行了复活,与本放大试验装置复活后的胺液进行了对比分析测试,其结果见表4和表5。
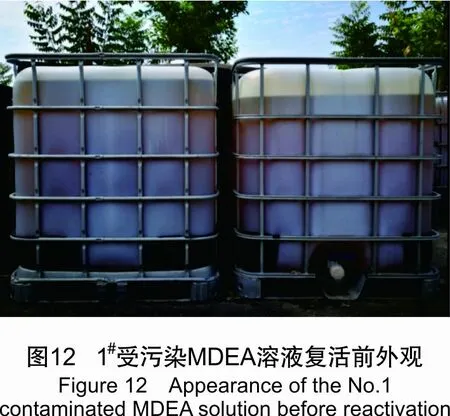
表4和表5所示对比分析测试结果表明:
(1) CT-FSC放大试验装置对热稳定盐的脱除能力与进口胺液复活装置相当。
(2) CT-FSC放大试验装置对致泡性杂质的脱除能力明显优于进口胺液复活装置,对致泡性杂质的脱除率是进口胺液复活装置的6~7倍。
(3) CT-FSC放大试验装置对胺液性能的改善情况更佳,能使严重受污染的胺液的各项性能恢复至接近新鲜胺液的程度;进口胺液复活装置复活后的胺液发泡趋势仍然非常大,且其对H2S的选吸性变差,使H2S净化度明显降低。
3 结 论
自主研发的CT-FSC醇胺脱硫溶液复活技术,可脱除胺液中50余种致泡性杂质,首次成功解决了胺液受污染发泡问题,同时具有与进口技术相同的腐蚀性杂质热稳定盐脱除功能,且解决了进口技术脱除无机热稳定盐后胺液对H2S选吸性变差的问题,能使严重受污染胺液的脱硫脱碳性能恢复至新鲜胺液水平。此外,该工艺还具有操作条件温和、能耗低、胺损失小的特点,其技术水平优于国内外同类技术,处于国际领先水平。

表4 1#受污染胺液复活前、后杂质质量分数与发泡趋势测定结果Table 4 Determination results of impurity mass fraction and foaming trend of the No.1 contaminated ethanolamine solution before and after reactivation项目控制指标复活前CT-FSC放大试验装置复活后脱除率/%进口胺液复活装置复活后脱除率/%致泡性杂质(共计),w/10-6<1002 600~2 800<20>99.32 200~2 40014~15热稳定盐,w/%<1.001.45~1.870.03~0.05>97.00.03~0.05>97.0起泡高度/mm<200>50045~75->500-消泡时间/s<60>3 6007~19->3 600-
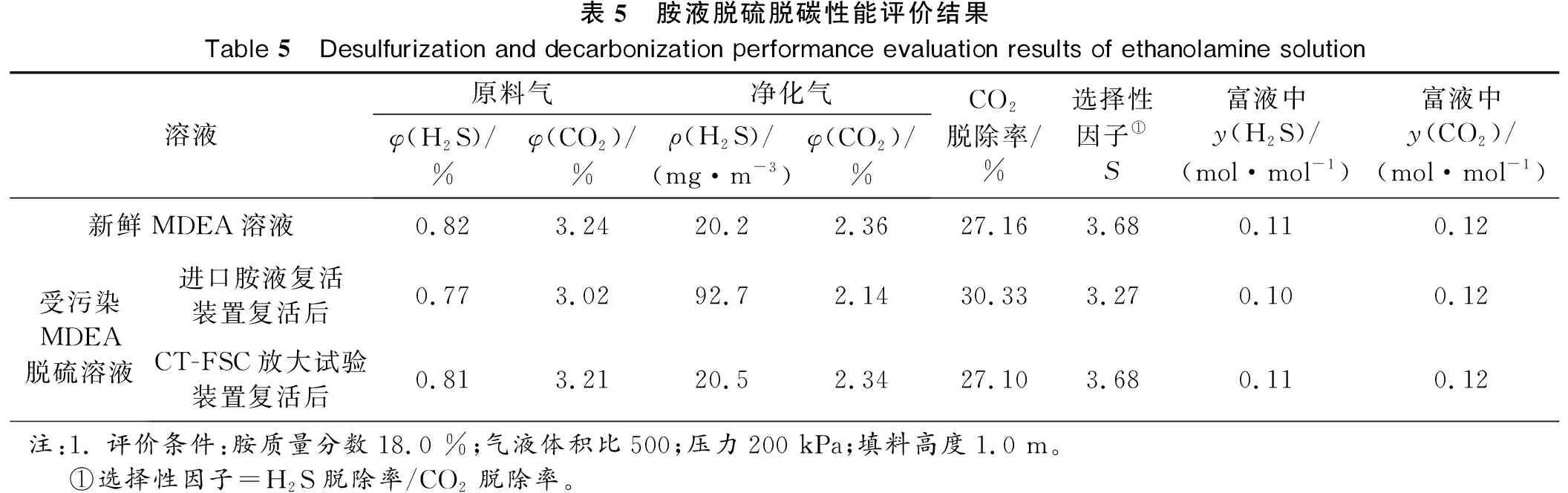
表5 胺液脱硫脱碳性能评价结果Table 5 Desulfurization and decarbonization performance evaluation results of ethanolamine solution溶液原料气净化气φ(H2S)/%φ(CO2)/%ρ(H2S)/(mg·m-3)φ(CO2)/%CO2脱除率/%选择性因子①S富液中y(H2S)/(mol·mol-1)富液中y(CO2)/(mol·mol-1)新鲜MDEA溶液0.823.2420.22.3627.163.680.110.12受污染MDEA脱硫溶液进口胺液复活装置复活后0.773.0292.72.1430.333.270.100.12CT-FSC放大试验装置复活后0.813.2120.52.3427.103.680.110.12注:1. 评价条件:胺质量分数18.0 %;气液体积比500;压力200 kPa;填料高度1.0 m。①选择性因子=H2S脱除率/CO2脱除率。