轻烃回收装置低负荷现状及对策
2018-11-02赵相颇段贤勇姜武廖小莉黎志
赵相颇 段贤勇 姜武 廖小莉 黎志
1.中国石油西南油气田公司川中油气矿轻烃厂 2.中国石油西南油气田公司川中油气矿磨溪天然气净化厂 3.中国石油西南油气田公司蜀南气矿安岳油气处理厂
轻烃回收装置是以满足商品天然气水露点、烃露点输送要求,同时回收液化气和稳定轻烃,从而获得较高的经济效益。根据净炼化装置设计生产的边界条件,当装置原料气处理量低于设计的50%时,属于低负荷运行。低负荷运行装置会出现操作难度大、单位能耗高、产品质量难以有效保证等问题。如何拓宽轻烃回收装置低负荷运行适应范围,确保装置安全稳定运行,产品质量达标,并有效提高装置效益是目前轻烃装置生产的重要课题[1]。
1 装置现状
中国石油西南油气田公司(以下简称西南油气田公司)下辖3个轻烃厂,分别为川西北气矿江油轻烃厂[2]、蜀南气矿安岳油气处理厂和川中油气矿轻烃厂。3个轻烃厂共8套轻烃回收装置, 3套装置满负荷运行,2套装置停运,3套装置低负荷运行;6套装置为膨胀制冷,2套装置为外制冷(见表1)。
从近8年的生产情况来看,安岳轻烃回收装置由初期的105×104m3/d下降至目前的36×104m3/d;合川轻烃回收装置由初期的99×104m3/d下降至目前的39×104m3/d;广安轻烃回收装置由初期的55×104m3/d下降至目前的16×104m3/d(见表2)。
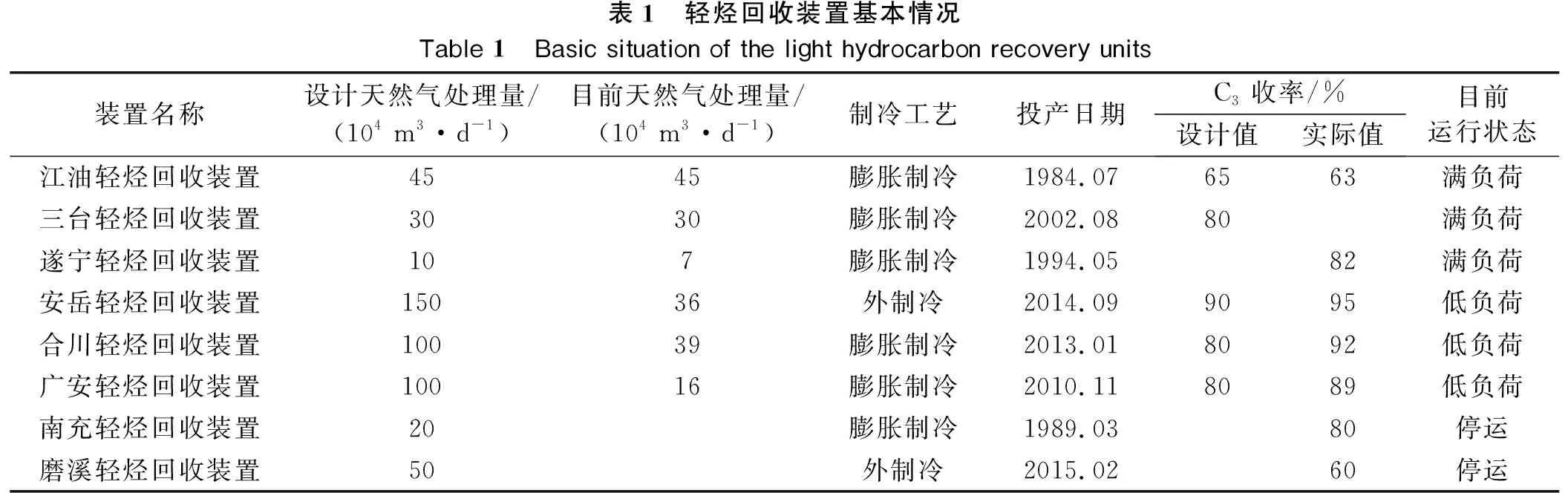
表1 轻烃回收装置基本情况Table 1 Basic situation of the light hydrocarbon recovery units装置名称设计天然气处理量/(104 m3·d-1)目前天然气处理量/(104 m3·d-1)制冷工艺投产日期C3收率/%设计值实际值目前运行状态江油轻烃回收装置4545膨胀制冷1984.076563满负荷三台轻烃回收装置3030膨胀制冷2002.0880满负荷遂宁轻烃回收装置107膨胀制冷1994.0582满负荷安岳轻烃回收装置15036外制冷2014.099095低负荷合川轻烃回收装置10039膨胀制冷2013.018092低负荷广安轻烃回收装置10016膨胀制冷2010.118089低负荷南充轻烃回收装置20膨胀制冷1989.0380停运磨溪轻烃回收装置50外制冷2015.0260停运
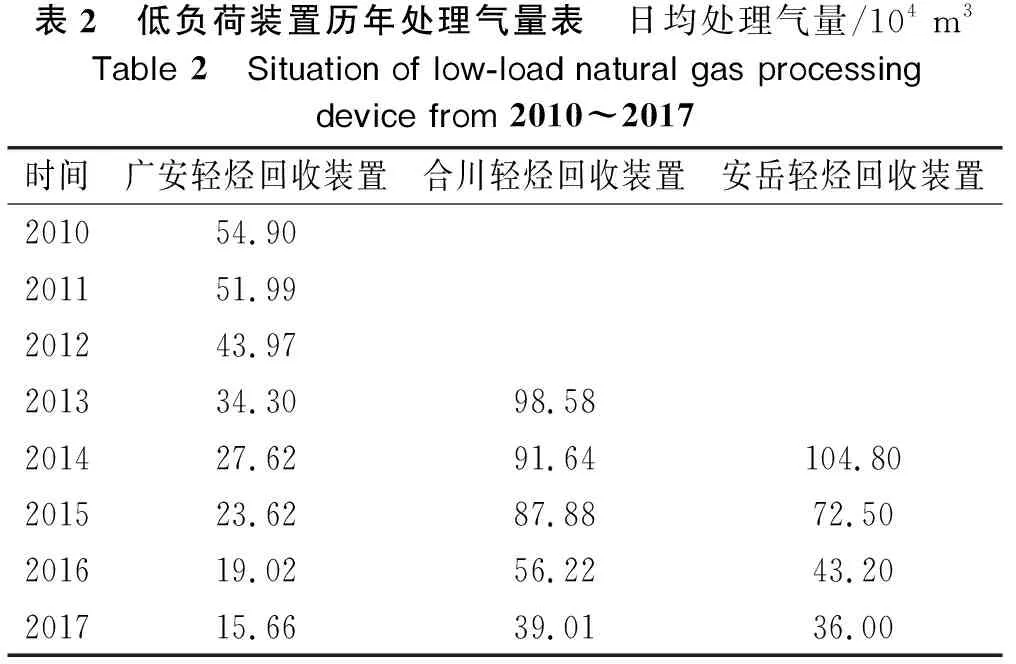
表2 低负荷装置历年处理气量表 日均处理气量/104 m3 Table 2 Situation of low-load natural gas processing device from 2010~2017时间广安轻烃回收装置合川轻烃回收装置安岳轻烃回收装置201054.90201151.99201243.97201334.3098.58201427.6291.64104.80201523.6287.8872.50201619.0256.2243.20201715.6639.0136.00
2 存在的问题
2.1 操作难度大
2.1.1膨胀制冷工艺
广安轻烃回收装置设计天然气处理量为100×104m3/d,目前装置天然气处理量为16×104m3/d左右,脱乙烷塔和脱丁烷塔设计容量与实际运行值偏差大,已远超过弹性操作范围(填料塔经验操作弹性范围为60%~120%)[3],实际生产过程中操作难度大,脱乙烷塔和脱丁烷塔难以建立稳定的操作平衡,产品气压缩机等关键设备难以平稳运行。
2.1.2外制冷工艺
安岳轻烃回收装置设计天然气处理量为150×104m3/d,目前装置天然气处理量为36×104m3/d。处理气量减少后,计量检测、自动控制系统不能完全满足生产控制要求。目前,有3台调节阀Cv(流通能力)值偏大,只能采取工艺阀门手动控制;1套孔板流量计偏大,无法有效测量,只能通过液位手动控制;精馏塔压力、温度波动大,难以建立稳定的操作平衡。
2.2 单位能耗高
当气量降低,轻烃回收装置的单位能耗会增加。表3为近几年低负荷装置的能耗对比表。
广安轻烃回收装置设备、能耗存在较大的浪费,直接造成水、电、燃料气单位能耗过高,均超过设计值。安岳轻烃回收装置导热油加热炉与冷剂压缩机的单位能耗均超过设计值,能耗对比统计见表3[4-6]。
从表3可以看出,广安轻烃回收装置2016年水单位能耗达到设计值的1.9倍,电单位能耗为设计值的2.2倍;合川轻烃回收装置2016年水单位能耗达到设计值的1.5倍,电单位能耗为设计值的1.1倍;安岳轻烃回收装置2016年水单位能耗达到设计值的1.3倍,电单位能耗达到设计值的2.6倍。
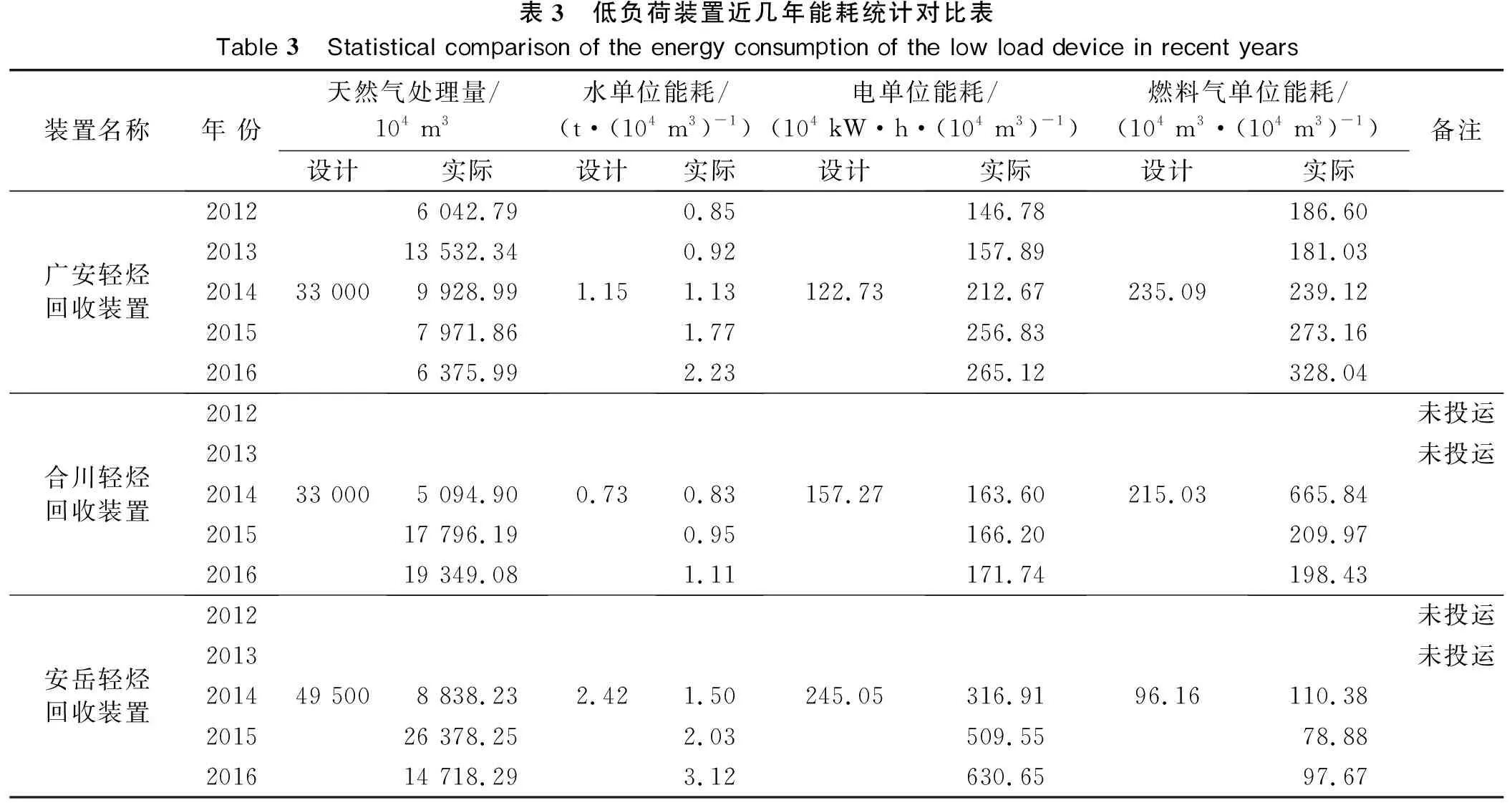
表3 低负荷装置近几年能耗统计对比表Table 3 Statistical comparison of the energy consumption of the low load device in recent years装置名称年 份天然气处理量/104 m3水单位能耗/(t·(104 m3)-1)电单位能耗/(104 kW·h·(104 m3)-1)燃料气单位能耗/(104 m3·(104 m3)-1)设计实际设计实际设计实际设计实际备注广安轻烃回收装置2012201320142015201633 0006 042.7913 532.349 928.997 971.866 375.991.150.850.921.131.772.23122.73146.78157.89212.67256.83265.12235.09186.60181.03239.12273.16328.04合川轻烃回收装置2012201320142015201633 0005 094.9017 796.1919 349.080.730.830.951.11157.27163.60166.20171.74215.03未投运未投运665.84209.97198.43安岳轻烃回收装置2012201320142015201649 5008 838.2326 378.2514 718.292.421.502.033.12245.05316.91509.55630.6596.16未投运未投运110.3878.8897.67
2.3 影响产品质量
采用膨胀制冷工艺的装置在低负荷运行时,制冷深度和冷液不够,造成精馏效果差,广安轻烃回收装置的稳定轻烃饱和蒸气压为100 kPa左右,能达到GB 9053-2013《稳定轻烃》1号指标,但不能达到2号指标(小于74 kPa(夏)/88 kPa(冬))。
3 应对措施
3.1 拓展原料气来源
3.1.1江油轻烃装置外输管线改造
2017年5月,将中坝气田南部区块富含轻烃的原料气8×104m3/d引入江油轻烃回收装置,目前达到满负荷运行。
3.1.2遂宁轻烃装置上游气源调整
2017年4月,将蓬莱区块富含轻烃的天然气(7~8)×104m3/d引至遂宁轻烃回收装置,目前装置生产稳定。
3.1.3产品气内循环
广安轻烃回收装置将部分产品气循环至原料气中,增加原料气压力和处理量来确保装置运行稳定;安岳轻烃回收装置增加再生气和产品气2条循环管线,提高原料气处理量,稳定装置运行。
3.2 降耗措施
3.2.1优化分子筛吸附周期
对合川、广安轻烃回收装置进行了分子筛吸附余量的计算,以合川分子筛塔为例,合川分子筛塔天然气设计处理量为200×104m3/d,双塔12 h切换,装填为4A分子筛。天然气中水含量取决于其压力、温度和组成,在非含硫天然气水含量的计算中,通常采用基于实验数据的图来查取天然气的水含量[7-8]。
3.2.1.1 满负荷时不含硫天然气理论水含量
查烃类气体的水含量图[5],查得天然气在25 ℃,绝压3.5 MPa下的水含量为W1:
W1=0.93 kg/103m3(15.6 ℃)
(1)
天然气在-70 ℃,绝压3.5 MPa下的水含量为W2:
W2=1.6×10-4kg/103m3(15.6 ℃)
(2)
分子筛塔天然气设计处理量为200×104m3/d,单塔12 h的处理量为100×104m3。所以,当100×104m3的原料气从25 ℃降温至-70 ℃析出的水量约为W3:
W3=(W1-W2)×100×104=929.84 kg
(3)
3.2.1.2 分子筛塔设计吸附水量
根据4A分子筛对水的动态吸附量约为10 kg水/100 kg分子筛[9-10],单塔装填分子筛量为1.9×104kg,得到,分子筛每12 h吸水量为W4:
W4/19×103kg=10 kg水/100 kg分子筛
(4)
W4=1 900 kg
根据式(3)、式(4)可知,分子筛吸水量设计值远大于理论析出水量。
3.2.1.3 低负荷下(处理量为39.01×104m3/d)不含硫天然气理论含水量
单塔12 h的天然气处理量为19.51×104m3,根据式(1)、式(2),当19.51×104m3原料气从25 ℃降至-70 ℃时,析出的水量为W5:
W5=(W1-W2)×19.51×104=362.731 kg
(5)
根据式(3)、式(5),W3/W5=2.56,可知在目前的天然气处理量下,分子筛塔有大量的吸附余量。
广安、合川轻烃回收装置经过计算和实验验证,分子筛塔在每完成一次吸附后(再生前),还有大量的吸附富余量。将分子筛切换周期由12 h延长至24 h,电耗、气耗分别节约50%。这样,再生气压缩机、空冷器和加热炉每天可停运12 h。
如广安轻烃回收装置再生气压缩机功率为75 kW、空冷器功率为7.5 kW、加热炉风机电功率为15 kW,每天能节约电量1 170 kW·h,月节约电量3.51×104kW·h,年节约电量为38.61×104kW·h。同时,减少加热炉的燃料气耗用量,月节约燃料气量1.7×104m3左右,年节约燃料气量为18.7×104m3左右。广安、合川轻烃回收装置优化分子筛吸附周期后能耗见表4。
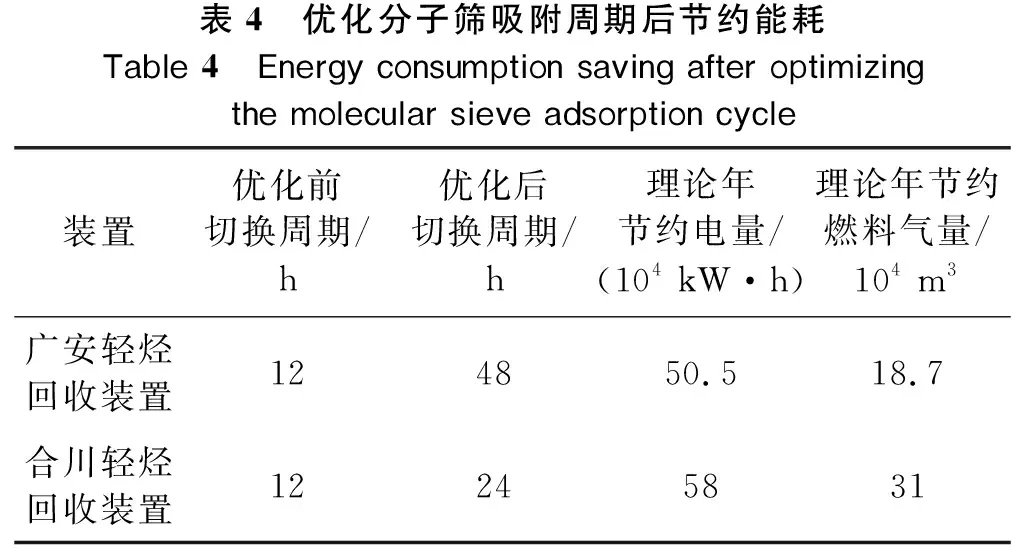
表4 优化分子筛吸附周期后节约能耗Table 4 Energy consumption saving after optimizing the molecular sieve adsorption cycle装置优化前切换周期/h优化后切换周期/h理论年节约电量/(104 kW·h)理论年节约燃料气量/104 m3广安轻烃回收装置124850.518.7合川轻烃回收装置12245831
3.2.2调整锅炉上水泵、软水泵工作方式
广安轻烃回收装置锅炉上水泵、软水泵由设计24 h连续运行调整为间断运行,主要做了如下改进:
(1) 将锅炉液位信号引至PLC系统,通过低液位启泵、高液位停泵的原理实现锅炉上水泵的间断运行。
(2) 对PLC程序进行修改,利用PLC剩余的两个开关量输出节点对两台软水泵启停进行程序控制,当锅炉上水泵启泵时,软水泵启泵,锅炉上水泵停泵,软水泵延时运行7 min后停泵的原理,防止锅炉上水泵抽空,同时实现软水泵的上水方式为间断上水。
优化后锅炉上水泵每天运行约2 h,每天减少运行22 h;软水泵每天运行约4 h,每天减少运行20 h。理论年节约电量为9.438×104kW·h(见表5)。
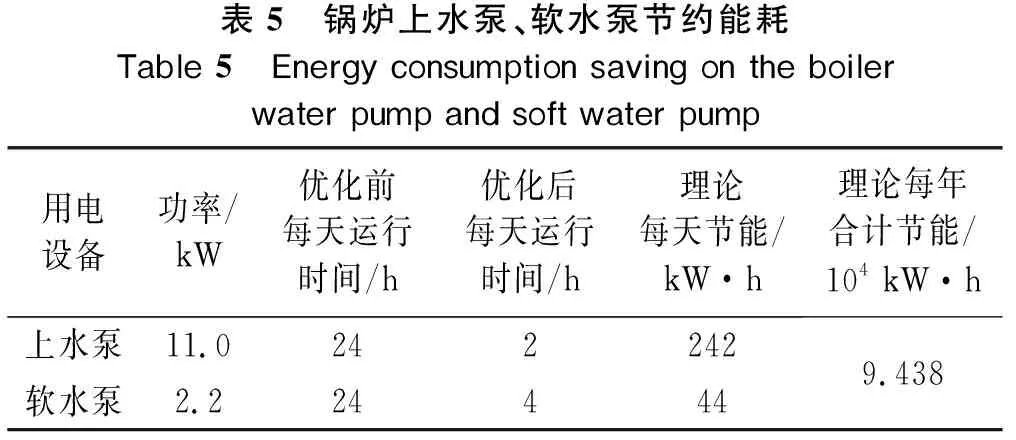
表5 锅炉上水泵、软水泵节约能耗Table 5 Energy consumption saving on the boiler water pump and soft water pump用电设备功率/kW优化前每天运行时间/h优化后每天运行时间/h理论每天节能/kW·h理论每年合计节能/104 kW·h上水泵11.0242242软水泵2.2244449.438
3.2.3合理调整循环水量
广安轻烃回收装置根据目前的低负荷情况,通过降低各用水点的水量,极大地降低了用电消耗。广安轻烃回收装置用水点用量情况见表6。
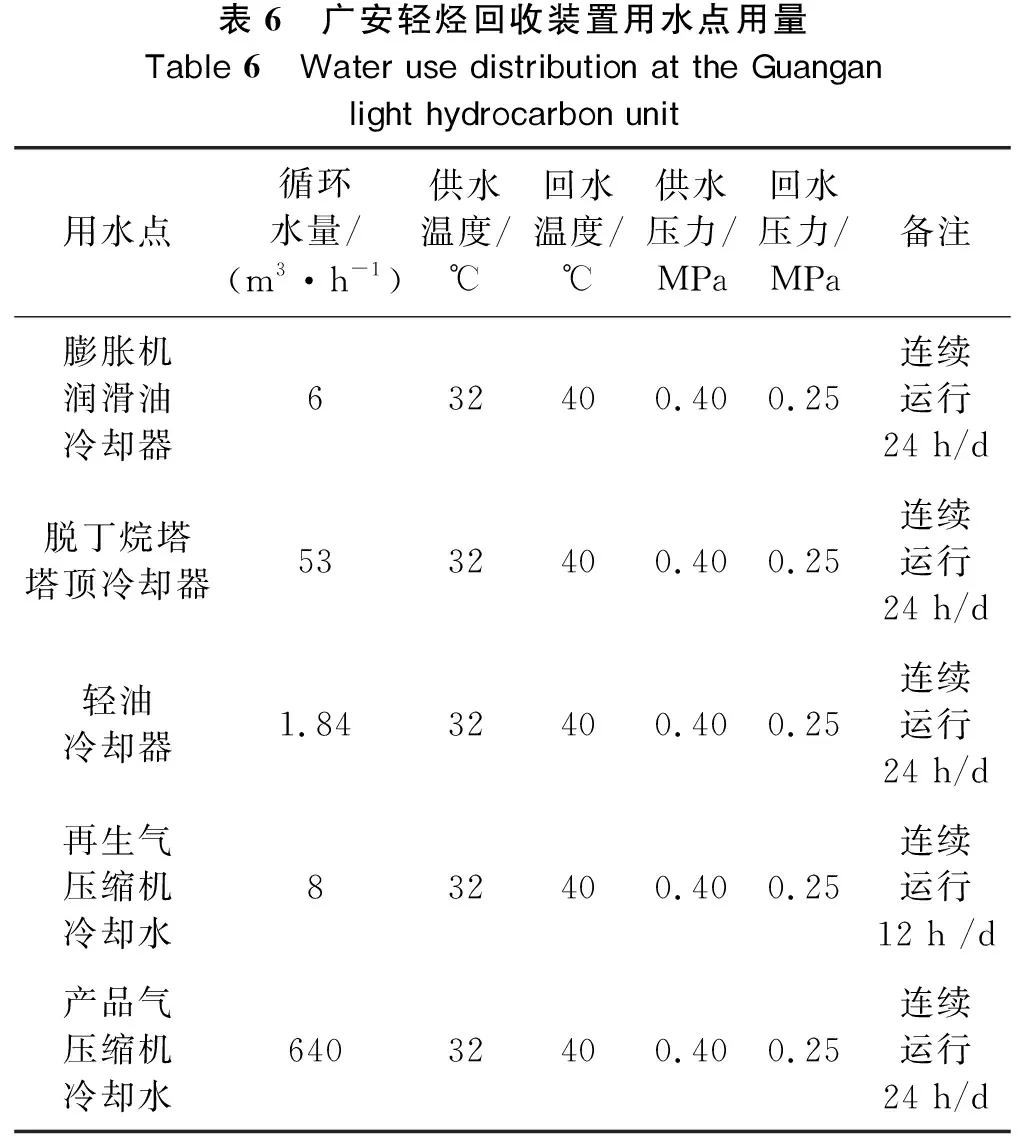
表6 广安轻烃回收装置用水点用量Table 6 Water use distribution at the Guangan light hydrocarbon unit用水点循环水量/(m3·h-1)供水温度/℃回水温度/℃供水压力/MPa回水压力/MPa备注膨胀机润滑油冷却器632400.400.25连续运行24 h/d脱丁烷塔塔顶冷却器5332400.400.25连续运行24 h/d轻油冷却器1.8432400.400.25连续运行24 h/d再生气压缩机冷却水832400.400.25连续运行12 h /d产品气压缩机冷却水64032400.400.25连续运行24 h/d
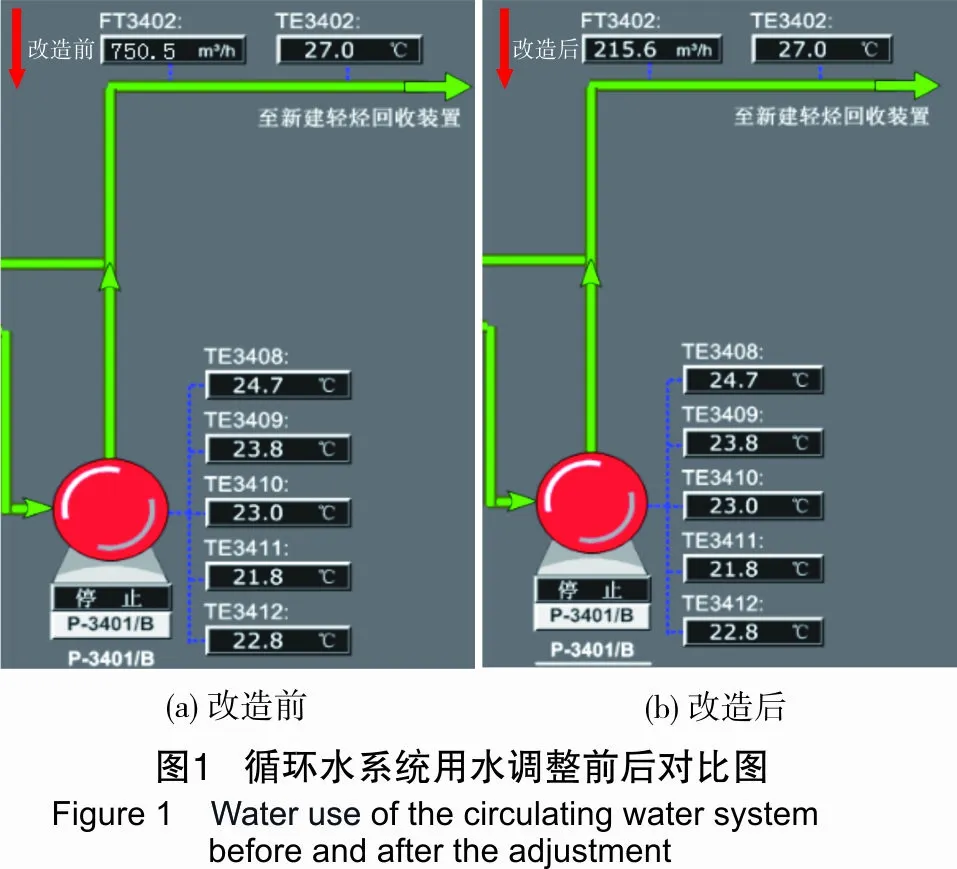
通过降低以上5处用水点的用水量,特别是产品气压缩机冷却水流量,在保持压缩机油温、压缩机出口天然气温度正常的情况下,夏季循环水流量由原来的780 m3/h调整为300 m3/h,冬季循环水流量由原来的780 m3/h调整为230 m3/h,循环水泵电机用电量有所下降,电耗由210 kW/h降至160 kW/h。每月节约电量约(210~160)×24×30=3.6×104kW·h,且其余各点也完全能满足目前工况需求。
循环水系统用水调整前后对比见图1。
3.3 适应性改造
3.3.1设备改造
随着原料气气量降低,部分设备不能适应低负荷下的正常运行,通过对压缩机、膨胀机等关键设备进行适应性改造,实现设备的正常运行。
安岳轻烃回收装置:对装置冷剂压缩机进行降低负荷改造至设计的50%,拆除各级进出口部分进气阀和出气阀,解决了冷量过剩的问题,操作稳定,同时降低了能耗,年节约电量200×104kW·h。
广安轻烃回收装置:膨胀机负荷由100×104m3/d改造为(18~25)×104m3/d,改造后膨胀机效果良好;当装置气量较低,产品气压缩机长期怠速运行,振动增大、火花塞容易结碳,会增加活塞环和气缸壁之间的磨损;通过调整压缩机气缸余隙,来提高压缩机的转速;气缸余隙调整前,压缩机转速为650~700 r/min,调整后为750~800 r/min,达到该设备的基本运行700 r/min要求,压缩机安全稳定运行。
3.3.2工艺改造
安岳轻烃回收装置将脱乙烷塔、脱丁烷塔塔底重沸器导热油管线增加旁通,解决了由于装置所需热负荷较低,导热油循环量太少,导热油循环泵背压过高的问题(见图2、图3)。


3.3.3仪控系统改造
3.3.3.1 增设调压阀
广安轻烃回收装置由于原料气处理量大幅下降,脱乙烷塔塔底温度通过脱乙烷塔重沸器出口凝结水的调节阀难以调节,在脱乙烷塔重沸器蒸汽入口管线增设了1台自立式调压阀,降低了蒸汽压力,使脱乙烷塔塔底温度控制稳定(见图4)。
随着原料气气量的降低,部分自控调节回路不能适应低负荷下的正常运行,通过整定自控调节回路的PID参数,实现调节回路的正常运行。
3.3.3.2 整定PID参数
广安轻烃回收装置脱乙烷塔和脱丁烷塔塔压调节控制回路,低负荷运行下压力调整滞后较大,约20 min。通过对两塔调压控制回路PID参数整定之后,只需要1~3 min可调节平稳,调节回路达到了良好的状态。

3.4 优化操作参数
当原料气的气量压力降低时,内制冷装置透平膨胀机的膨胀比也会相应下降。此时为了提高制冷量,需要优化操作参数来提高膨胀比。广安轻烃回收装置通过调整脱乙烷塔和脱丁烷塔的操作压力,提高了膨胀比(见表7)。

表7 脱乙烷塔和脱丁烷塔压力调整前后对比表Table 7 Pressure contrast of the dethanize and debutanizer before and after the adjustment广安轻烃回收装置调整前调整后脱乙烷塔的操作压力/MPa1.40 1.20脱丁烷塔的操作压力/MPa1.20 1.05膨胀比1.861.96C3收率/%7180
4 结论与建议
4.1 结 论
轻烃回收装置在低负荷下运行,存在操作难度大、单位能耗高、产品气压缩机等关键设备难以平稳运行等问题。通过产品气内循环,增加原料气压力和处理量,来确保装置运行稳定;通过优化分子筛吸附周期、调整锅炉上水泵、软水泵工作方式、合理调整循环水量等方法来降低装置单位能耗;通过对压缩机、膨胀机等关键设备进行适应性改造,实现设备的正常运行;通过对工艺改造、仪控系统改造、优化操作参数等措施,使得轻烃回收装置在低负荷条件下仍然能安全、平稳运行,并取得了较好的效果和一定的经济效益。
4.2 建 议
针对目前西南油气田公司所辖轻烃回收装置气源衰减较快,多套装置在低负荷下运行的情况,为确保低负荷装置安全、稳定运行,产品质量达标,尽可能提高轻烃回收装置的效益,建议对广安轻烃回收装置的循环水泵进行节能改造,对安岳轻烃回收装置2个精馏塔的分布器进行改造。
广安轻烃回收装置由于气量下降较快,需对大功率循环水泵进行改造。目前,广安轻烃回收装置的循环水泵仍然为大功率高压循环水泵(电压10 000 V,功率250 kW),已经不适应装置目前的使用,造成一定的浪费。从投入和产出经济效益角度考虑,建议将目前2台功率250 kW的循环水泵改造为功率为110 kW的循环水泵。
安岳轻烃回收装置需对3台精馏塔的高效填料和液体分布器、分布管进行核算,重新设计液体分布器、分布管的开孔数量及孔径,确保更换后能在低负荷下安全平稳生产,保证产品合格。建议跟踪华油新建干气至岳105管线项目进展,可置换威东(8~10)×104m3/d湿气至处理厂。