竹签香制香机的研制及改造
2018-11-02胡文伟
王 敏 胡文伟
(江西旅游商贸职业学院,江西 南昌 330100)
为满足广大消费者对竹签香产品精美化、多样化的需要,随着信号处理技术、变频控制技术、传感器应用技术、触摸屏应用技术、通信技术等迅速渗透到工业控制领域,为课题组研制及改造现有竹签香制香机提供了广泛的技术支持。
本课题对南昌某制香企业现有的竹签香制香机进行研制及改造,使之成为一台故障率低、生产效率高、性能优良、操作简单方便、自动化程度高的制香机,研制和改造后的竹签香制香机可以增强企业生存力、降低生产工人的工作强度、安全性也得到进一步提高。在课题的实施过程中,尽可能让我校相关专业学生参与到相关环节的实践,以实际案例教学,使学生更好地掌握相关专业知识和技能经验,课题级成员也受益很大。
研制改造后的竹签香制香机应具备以下特点:
(1)设备由控制板进行传感器信号采集、数据处理及发出相关动作指令。
(2)设备可以通过USART HMI模块设置制香机的相关工作参数并进行相关操作。
(3)设备异常时,可以通过“急停按钮”使设备停机并发出报警声,防止故障进一步扩大。
(4)设备控制动作准确,单位时间内产量高。
(5)设备具有定时、定量停机功能,达到节能环保功效。
(6)设备能实现自动夹签、自动传签、自动挡签和自动压料等功能,实现自动化生产。
(7)设备发生卡签时,能自动停机。
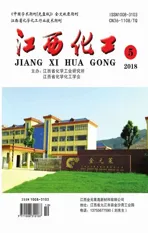
为实现以上功能,设计竹签香制香机功能结构图,如图1所示:
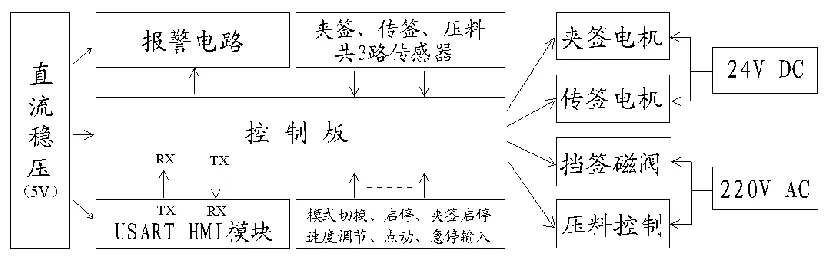
图1 功能结构图
一、竹签香制香机的机械机构改造
1、增加限幅槽
竹签斗呈“V”形,夹签机构位于竹签斗的前端,夹签机构工作时,在夹签电机的驱动下,夹签钳前后往返运动,把竹签斗中的竹签通过竹签导入口夹送至传签机构1号电机,但由于夹签钳前后往返运动过程中带来的扰动,使竹签前端左右方向会产生较大晃动,往往导到夹不到签,也增加了折断竹签的概率,为了解决这问题,在竹签斗前端增加一个限幅槽,可以有效地防止竹签前端在夹签过程产生晃动,使夹签动作更加稳定可靠,也不易折签。
2、增加传签导管
改造前的制香机竹签从传签机构1号电机传送到传签机构2号电机的竹签导入口,由于传签1号电机至传签2号电机竹签导入口有一定距离,且从传签机构1号电机出来的竹签速度较快,击打在竹签导入口边缘会产生一定冲击力,若竹签较细,刚性不好,竹签在2号电机的竹签导入口容易出现折签或偏移现象,从而导至传签失败。改造后,用一根导管连接传签机构1号电机和传签2号电机的竹签导入口,这样可有效解决这问题,大幅提高了传签的成功率。
3、改造挡签阀
市场上制香机的挡签机构基本上有两种形式:机械驱动式挡签和气动驱动式挡签。机械驱动式挡签虽然结构简单,维护方便、故障率较低,也能有效挡签,但弹签效果不太理想,弹签的轨迹离散性较大,导致弹出的竹签香排列交错杂乱,不够整齐,对后期竹签香的收集整理带来不便,且在整齐过程中易对竹签上的香料造成损伤;气动驱动式挡签效果较好,反应动作较快,但需要专用气泵供气,成本较高,而且气泵工作时的噪声较大。现将挡签机构改造成电磁阀驱动式,既有结构简单,易维护,故障率低,又不需要专用气泵,降低了设备成本,反应动作迅速。
二、竹签香制香机控制器选择

图2 控制器
如图2所示,微控制器主芯片采用宏晶公司的STC89C52,指令兼容8031系列单片机,此微控制器价格便宜,功能强大,性能稳定可靠,可以满足本改造设计的需求。芯片采用直流4.5-5.5V供电,为了增强系统的稳定性,一般采取独立稳压供电模式,其中40脚为Vcc引脚,20脚为GND引脚;12Mz晶振、2片30p瓷片电容组成时钟电路,为程序的执行提供时序信号;芯片9脚为复位输入引脚,高电平有效,10u电解电容、10K电阻为上电复位的外部电路,以保证上电时从ROM的起始位置执行程序;芯片31脚EA脚为读取内外程序存储器选择引脚,项目中EA脚接Vcc,选择读取微控制器内部的程序存储器。系统控制引脚分配如下。
输入信号:
“传签传感输入”引脚P2.0,“压料传感输入”引脚P2.1,“启停输入”引脚P2.2,“速度调节输入”引脚P2.3,“夹签启停输入”引脚P2.4,“急停输入”引脚P2.5,“夹签传感输入”引脚P2.6,“模式切换输入”引脚P2.7。
USART-HMI模块:
“RX”引脚P3.0,“TX”引脚P3.1。
输出信号:
“运行灯”引脚P0.0,“卡签灯”引脚P0.1,“速度指示”引脚P0.5-P0.7,
“报警输出”引脚P1.0,“夹签输出”引脚P1.4,“传签输出”引脚P1.5,
“压料输出”引脚P1.6,“挡签输出”引脚P1.7。
三、竹签香制香机USART HMI模块电路

图3 USRAT-HMI模块
如图3(A)所示,USART HMI模块的Vcc引脚接5V电源正极,GND引脚接5V电源负极,模块与STC89C52之间采用串口方式进行通信,通信线缆采用屏蔽线,可有效减少外界电磁干扰,USART HMI模块的TX引脚与STC89C52的RX相连,USART HMI模块的RX引脚与STC89C52的TX相连,USART HMI模块与STC89C52要共“地”处理。
如图3(B)所示,系统上电时,当“模式切换”引脚(P2.7)为高电平,系统为触摸屏控制与参数显示模式,界面可以分为上、中、下共3个区域,上部区域为状态指示区,中部为文本显示区(部分参数设置区),下部为“软按键”指令输入区,具体如下:
1、上部区域
有“传签—夹签—压料—卡签—急停”共5个状态指示,可以将系统当前的工作状态显示出来:
当传签机构工作时,“传签”状态指示变为绿色,否则为灰色。
当夹签机构工作时,“夹签”状态指示变为绿色,否则为灰色。
当压料机构工作时,“压料”状态指示变为绿色,否则为灰色。
当发生“卡签”故障,设备停止工作,且“卡签”状态指示变为红色,否则为灰色。
当急停按钮按下时,设备停止工作,且“急停”状态指示变为红色,否则为灰色。
2、中部区域
“当前: 支”可以显示本次上电以来系统生产的竹签香数量,在系统待机状态下,长按此文本显示区,可将显示数据清“0”,以便重新计数。
“设定: 支”可以在系统待机状态下,单击此文本显示区,将弹出软数字键盘,输入需要生产的竹签香数量,然后按软数字键盘中的“确定”即可,此时文本显示区显示要生产竹签香的数量,当完成任务时,系统将自动停机,以达到节能目的。设定的参数将保存在STC89C52内部的EEPROM内,数据掉电不丢失,以便下次系统上电时调用。
“夹签: 速”可以显示夹签机构当前的速度档位,改变速度档位可以改变生产效率,可以显示1-5档速度,由“夹签-”和“夹签+”来调节。
“效率: 支/分” 可以显示系统每分钟生产竹签香的数量,采样时间越长,显示的参数越准确,更新越慢;采样时间越短,显示的参数偏差越大,更新越快。项目选择10秒的采样时间,只有在工作时才有效,待机时显示为“0”。
3、下部区域
“夹签-”和“夹签+”为夹签速度调节软按键,长按“夹签-”键1秒,夹签速度变慢一级,最慢为1级;长按“夹签+”键1秒,夹签速度变快一级,最快为5级。采用长按键的方法可以防止误操作,增强系统可靠性,设定的速度值将保存在STC89C52内部的EEPROM内,数据掉电不丢失,以便下次系统上电时调用,以免重设速度值。
“连续启/停”键和“点动”键组合使用:为“单次运行”方式。首先单击“连续启/停”键,报警电路发出5秒钟提示讯响,传签机构1号电机和2号电机开始运转,为接收夹签机构送来的竹签作准备,接着长按“点动”键1秒,以便起动夹签,此时夹签机构将从竹签斗夹送1根竹签至传签机构,经过后续工序,直至生产出一根成品竹签香,此时夹签机构停工作,传签1号电机和传签2号电机仍处于运转状态,即完成一个工作周期后不再重复。若还需单次运行则再次长按“点动”键1秒,如果要停止单次运行方式,只需在系统当前工作状态下单击“连续启/停”键,系统便停止工作。
“连续启/停”键和“夹签启/停”键组合使用:为“连续运行”方式。首先单击“连续启/停”键,报警电路发出5秒钟提示讯响,传签机构1号电机和2号电机开始运转,为接收夹签机构送来的竹签作准备,接着单击“夹签启/停”键,以起动夹签,此时夹签机构将从竹签斗送出1根竹签至传签机构,经过后续工序,直至生产出一根成品竹签香,此时夹签机构、传签机构仍处于工作状态,即完成一个工作周期后不断重复,源源不断地生产出成品竹签香。如果要同时关闭夹签机构和传签机构,则在系统当前工作状态下单击“连续启/停”键;如果只关闭夹签机构而保持传签机构工作,则在系统当前工作状态下单击“夹签启/停”键。
四、竹签香制香机传感器电路

图4 传感器电路
如图4(A)所示,信号检测传感器选用三线NPN常开型,额定工作电压为DC10-30V,其中棕色线接24V正极,蓝色线接24V负极,黑色线为信号输出。
如图4(B)所示,采用光电隔离器件PC817将传感器的输出信号转换至STC89C52相关引脚,PC817既能将传感器24V电平输出信号转换为适合STC89C52所需要的5V电平输入信号,还能消除由于传感器信号引线较长而吸收的外部电磁干扰。为了消除传感器输出信号上叠加的“扰动信号”,特别是变频器等带来的强干扰,可以采用RC滤波器进行消除,实验证明,电阻取值4.7K,瓷片电容取值0.1u,可以有效滤除杂波干扰,使系统工作更加稳定可靠。
为了有效采集各路传感输出信号,程序中采用定时中断扫描方式,定时中断周期设为0.5ms,涉及以下传感器电路:
1、夹签传感器电路
此传感器采用金属接近式传感器,用来检测夹签电机曲柄顶端是否到达指定位置,传感器的输出信号至STC89C52的P2.6引脚,当夹签电机曲柄顶端运动到传感器位置时,传感器输出“0”电平至处理器,控制器会根据不同情况对夹签电机发出不同的指令。
当系统上电时或非正常停机后再按“连续启/停”键启动时,如果此时夹签电机曲柄顶端正好在传感器位置处,控制器将启动夹签电机,促使曲柄顶端离开传感器位置后,然后夹签电机停止运转,为单次运行方式或连续运行方式作准备。
单次运行时,夹签电机曲柄顶端每次运行至传感器位置将停止运转,即只运行1个工作周期。
当连续运行时,夹签电机曲柄顶端每次运行至传感器位置将仍然运转,直到按“夹签启/停”键或“连续启/停”键来停止工作时,夹签电机才会在被传感器检测到后停止运转。
2、传签传感器电路
此传感器采用红外光电漫反射式传感器,用来检测传签机构2号电机是否送来竹签,传感器的输出信号至STC89C52的P2.0引脚,当传感器检测到传签机构2号电机送来的竹签时,传感器输出“0”电平,否则输出“1”电平,控制器会根据不同情况作出相应的处理。
系统待机时,STC89C52不处理此传感器信号。
当系统工作时,如果此传感器检测到传签机构2号电机送来的竹签,STC89C52将启动由变频器控制的压料机构和由电磁阀控制的挡签机构执行相应的动作。正常情况下,竹签通过传签传感器的时间较短,如果传签传感器单次检测竹签的时间超过0.4秒,可认竹签没有继续向前传送,发生了“卡签”现象,系统立即停止工作,USRAT-HMI界面上卡签指示变红色,同时系统运行灯熄灭,卡签LED亮。
3、压料传感器电路
此传感器采用金属接近式传感器,用来检测由变频器控制的压料减速电机转轴上的金属感应片是否到达指定位置。传感器的信号输至STC89C52的P2.1引脚,当传感器检测到金属感应片时,传感器输出“0”电平,否则输出“1”电平,控制器会根据不同情况作出相应的处理。
当系统上电时或非正常停机后再按“连续启/停”键启动时,如果此时压料减速电机转轴上的金属感应片正好在传感器位置处,控制器将启动减速电机,促使转轴上的感应片离开传感器位置后,然后压料减速电机停止运转,为单次运行方式或连续运行方式作准备。
系统工作时,当传签传感器检测到传签2号电机送来的竹签时,处理器将启动压料减速电机运转,对竹签进行压料操作,直到压料减速电机转轴上的金属感应片转到压料传感器所在位置时,压料减速电机才停止运转,等待下一个工作周期的压料动作。
五、竹签香制香机讯响及报警电路的设计

图5 讯响及报警电路
讯响及报警电路如图5所示,本电路的作用是提供讯响和报警声,采用PNP型三极管9012来驱动5V蜂鸣器,由STC89C52的P1.0引脚来控制三极管的通断,当P1.0为“0”时,三极管导通,蜂鸣器发声;当P1.0为“1”时,三极管截止,蜂鸣器静音。为了防止三极管的基极因过流而导致损坏,在基极上串联300Ω电阻进行限流,蜂鸣器是有极性的,不能接反,否则不发声。
当操作按钮或USART HMI模块上的“软按键”时,蜂鸣器发出“嘀”的讯响声,提示按钮输入或USART HMI模块上的“软按键”操作成功。
当系统发生故障时,发出报警声。
六、竹签香制香机按钮输入电路的设计
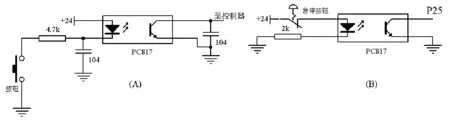
图6 按钮输入电路
按钮输入电路如图6所示,有2种类型:其中(A)图为按钮常开触点输入型,(B)图按钮常闭触点输入型,RC滤波器和光电耦合PC817的作用都是使输入信号更加稳定,为了有效采集各路按钮输入信号,程序中采用定时中断扫描方式,定时中断周期设为0.5ms,涉及以下输入:
1、模式切换输入
此输入为(A)图类型,采用按钮(自锁型)常开触点通过光电耦合PC817进行匹配转后输入至STC89C52的P2.7引脚:
当P2.7为“1”时,选择USRAT-HMI控制方式(主控制方式)。
当P2.7为“0”时,选择外部按钮控制方式(辅助控制方式)。
每次设置完模式切换须使系统重新上电才生效。
2、启停输入
此输入为(A)图类型,须在外部控制模式下才有效(P2.7为“0”),采用按钮(点触型)常开触点通过光电耦合PC817进行匹配转换后输入至STC89C52的P2.2引脚:
在停止状态下,轻触此按钮,P2.2为“0”,蜂鸣器发讯响声,传签机构工作,为后续夹签动作、挡签动作、压料动作准备。
在工作状态下,轻触此按钮,P2.2为“0”,蜂鸣器发讯响声,传签动作、夹签动作、挡签动作、压料动作均停止,即系统停止工作。
3、夹签启停输入
此输入为(A)图类型,须在外部控制模式下才有效(P2.7为“0”),采用按钮(点触型)常开触点通过光电耦合PC817进行匹配转换后输入至STC89C52的P2.4引脚:
在传签机构已工作,夹签停止状态下,轻触此按钮,P2.4为“0”,蜂鸣器发讯响声,夹签动作机构工作,为后续挡签动作、压料动作准备。
在传签机构已工作,夹签工作状态下,轻触此按钮,P2.4为“0”,蜂鸣器发讯响声,夹签机构停止工作,但挡签动作、压料动作可正常运行,此情况主要用在对设备调试。
4、速度调节输入
此输入为(A)图类型,须在外部控制模式下有效(P2.7为“0”),采用按钮(点触型)常开触点通过光电耦合PC817进行匹配转换后输入至STC89C52的P2.3引脚:
点击此按钮,P2.3变为“0”,蜂鸣器发讯响声,速度值加1级,速度值越大,夹签电机速度越快,夹签效率越高,当加到5级时,再次按钮,将从1级开始递加,如此循环。
设定速度值将保存在STC89C52内部EEPROM中,断电数据不丢失,以便系统重新上电时调用。
5、急停输入
此输入为(B)图类型,在主控制模式和辅助控制模式下都有效,采用自锁型急停按纽通过光电耦合PC817进行匹配转换后输入至STC89C52的P2.5引脚:
正常情况下“急停按钮”触点闭合,P2.5为“0”,设备可以正常操作和运行。
当发生意外时,按下“急停按钮”,触点断开,此时P2.5变为“1”,处理器发出指令,传签动作、夹签动作、挡签动作、压料动作均停止,即系统停止工作,如果要重新启动设备,需将“急停按钮”弹起。
七、竹签香制香机驱动电路的设计
图7 驱动电路
驱动电路如图7所示,采用固态继电器来驱动负载,可以隔离STC89C52输出引脚与负载之间的电气关联,消除负载对STC89C52输出引脚带来的影响,相对线圈式继电器,固态继电器的动作时间更短,寿命更长,涉及以下负载需要驱动:
1、夹签电机驱动电路
如图7(A)所示,由直流控制直流型固态继电器驱动夹签电机,通过夹签电机带动夹签钳,夹签钳将竹签斗里的竹签夹送到传签机构的1号传签电机。启动夹签电机时,STC89C52的P1.4引脚输出PWM信号至固态继电器的输入端,改变PWM的占空比,可以改变固态继电器输出端的电压,从而达到调节夹签电机转速的目的,可以设定夹签电机的速度为1至5级。
2、传签电机驱动电路
如图7(B)所示,由直流控制直流型固态继电器驱动1号传签电机和2号传签电机,1号传签电机和2号传签电机将来至夹签机构的竹签送至挡签机构和压料机构。启动传签电机时,STC89C52的P1.5引脚输出PWM信号至固态继电器的输入端,改变PWM的占空比,可以改变固态继电器输出端的电压,从而达到调节1号传签电机和2号传签电机转速的目的。传签电机的转速要在实验中确定,如果转速过低,将影响传签效率,如果传签电机的转速过高,将导致竹签对挡签机构冲击力过大,易对竹签的前端造成损伤。
3、挡签电磁阀驱动电路
如图7(C)所示,由直流控制交流型固态继电器驱动挡签电磁阀,电磁阀线圈的工作电压为交流220V。挡签板将经传签机构送来的竹签挡住,延时0.2秒后,挡签板复位,为后续压料动作作准备,传签机构送来的竹签往往有较大的晃动,射在挡签板上的位置较分散,可以通过在挡签板的下端(靠传签电机侧)安装导向滑板来校正,以保证竹签射在挡签板上的位置相对固定。启动系统时,STC89C52的P1.7引脚输出信号至固态继电器的输入端,P1.7为“0”时,电磁阀吸合挡签,由定时器设定0.2秒延时,延时结束后P1.7为“1”,电磁阀自动归位,挡签完成。
4、压料驱动电路
如图7(D)所示,由直流控制直流型固态继电器的输出端控制变频器的M0、CM端,为了使设备的适应性更加广泛,变频器选择工作电源为单相交流220V,设置为外部端口控制模式、加速时间为0.1秒、减速时间为0.4秒、运行频率为50Hz。
启动系统后,当竹签被传签传感器(光电反射式传感器)检测到时,在STC89C52的P1.7引脚输出挡签信号的同时,P1.6引脚还将输出压料控制信号,使变频器的M0端和CM端短接,此时变频器控制压料减速电机运转,即挡签动作和压料动作是同时启动的。在挡签板完成挡签后,压料电机会继续运转,被高压挤出的香料包裹住竹签,继续向前弹射落在接香斗槽里,如果压料减速电机转轴上的金属感应片被压料传感器(金属接近型)检测到,压料减速电机将以减速方式停止运转(减速时间为0.4秒),至此生产出了一根成品竹签香,如果从传签机构不断送来竹签,挡签机构和压料机构将不停地执行相应动作。
变频器工作时,会产生比较强的干扰信号,如果传感器的信号线较长,容易吸收变频器辐射的电磁干扰,从而影响系统稳定性,为了减小干扰,系统输入线尽可能远离变频器,可以用屏蔽线作变频器的电机输出线,且将屏蔽层可靠接地,还可以在变频器输出端加EMI滤波器。
八、竹签香制香机电源变换电路的设计
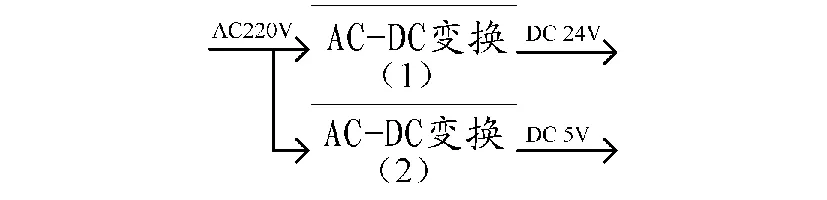
图8 电源变换电路框图
电源变换电路如图8所示,采用两路独立的电源变换以产生所需要的直流电源:
第1路由交流220V电源转换成直流24V稳压电源,主要供给夹签电机、传签电机、夹签传感器、传签传感器和压料传感器;
第2路由交流220V电源转换成直流5V稳压电源,主要供给STC89C52、USART HMI模块、报警电路。
采用独立的两路供电,可以有效地避免夹签电机和传签电机等电感性负载工作时产生的电源波动干扰STC89C52控制器,从而使系统更加稳定。
九、结束语
通过对竹签香制香机的研制改造,使设备自动化程度更高,操作更加简单方便,安全保护措施更加完善,使课题组成员掌握了丰富的产品研发实践经验,也使相关专业的学生得到了更好的锻炼,改造后的设备经过相关制香企业的生产检验,达到了预期目的,我们将对项目不断地进行改进创新,为企业提供更多的技术服务。