国产化采煤机行走轮高速切削加工应用
2018-10-26常熟天地煤机装备有限公司江苏215500
■常熟天地煤机装备有限公司 (江苏 215500) 李 超

扫码了解更多
采煤机行走轮在引进外国产品和技术时,注意消化吸收,逐步把原来靠从国外引进的设备、产品和零部件,转化为在本国生产制造的过程。我公司承接美国产某型号采煤机行走轮国产化,为保证行走轮有较好耐磨性和冲击韧性,采用低碳高合金材料18Cr2Ni4WE,进行渗碳淬火处理。其毛坯采用自由锻工艺,加工余量较大,传统的加工方法大多采用线切割,生产周期较长,且在行走轮齿面产生轴向的切削纹路,产生应力集中失效。
数控机床作为先进的制造设备,在采煤机制造业中已经广泛应用,有高速切削的设备基础。20世纪80年代中期开始研究陶瓷刀具高速切削淬硬钢并在生产中应用,在采煤机零部件制造行业也逐渐应用。采用高速切削可以大幅缩短生产周期,提高行走轮精度及表面质量,提升行走轮的使用寿命。
(1)装夹方案设计。在整个切削过程中,由于加工量比较大,所以带来切削力非常大,合理的装夹是不可忽视的一个重要环节。以内孔定位,在端面上盖一个法兰盘作为压板,用螺栓固定(见图1)。
(2)走刀路径设计。齿廓的铣削过程是一个断续切削过程。铣削过程中,刀齿不但受机械冲击和温度变化影响很大,还要经受冲击载荷和机械摩擦,所以走刀路径的设计是行走轮齿廓加工的首要任务。通过我们大量的长期的生产实践,确定如图2的走刀路径。

图1 行走轮装夹
(3) 工艺路线设计:粗加工→ 半精加工→精加工。
粗加工余量较大,需要考虑刀具刚性对加工质量的影响,采用分体式盘式铣刀(见图3),按图2的走刀路径粗铣齿廓,背吃刀量在1mm左右,进给量2 500~3 500mm/min,主轴转速2 000~1 500r/min。
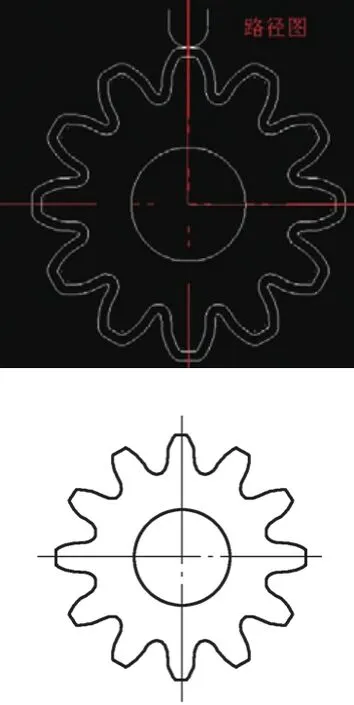
图2 走刀路径
半精加工由于余量较小,我们选用同高速铣刀,半精加工背吃刀量0.5mm,进给量8 000~6 000mm/min,主轴转速4 000~3 000r/min,此刀具容易控制精刀余量,留单面0.1~0.15mm精加工余量。
精加工时根据齿的厚度来确定刀径的大小,防止加工后让刀,从而难以保证尺寸,因此选用指状硬质合金立铣刀(见图4),并使用液压刀柄(见图5),线速为60m/min进给量0.08~0.1r/z,此刀具容易控制尺寸及保证表面粗糙度。

图3 分体式盘式铣刀

图4 指状硬质合金立铣刀

图5 液压刀柄
(4)程序设计。
主程序
Rough machining
T1M06
#1=1500
#2=2500
#13001=D/2+0.5
G90G54G0X20.Y430.S#1M03
G43H1Z50.0
Z3.0
#10=-1.0
#11=-60.0
WHILE[#10>=#11]DO1
M98P0001
#10=#10-1
END1
G0Z100.0
M05
G91G28Z0.0
M00
M00
Semi-finishing
T2M06
#1=3500
#2=6000
#13001=D/2+0.1
G90G54G0X20.Y430.S#1M03
G43H2Z50.0
Z3.0
#10=-0.5
#11=-60.0
WHILE[#10>=#11]DO1
M98P0001
(部分程序略,有需要的读者可向本刊索取)
应用本工艺加工的采煤机行走轮的各项性能指标经检测均满足设计要求,已投入煤矿生产。高速切削加工技术应用在采煤机行走轮的制造中,还有大量研究、开发工作需要进行。只要充分熟悉高速切削加工技术的优越性和巨大经济效益的潜力,完全有可能迅速把采煤机零部件制造推进到一个新水平。
