多角度锯齿弯边簧片折弯工艺
2018-10-26中国船舶重工集团公司第七二二研究所湖北武汉430079徐家品江兵发
■中国船舶重工集团公司第七二二研究所 (湖北武汉 430079) 徐家品 黎 碧 江兵发

扫码了解更多

1.研制背景
近期,我单位某型天线正式投产,其天线本体的部分结构较之以往有较大的改进,其中,接地簧片由普通平面式结构形式改进为如图1所示的多角度锯齿弯边的结构形式,圆周上共计有45个等距等宽度的锯齿弯边。
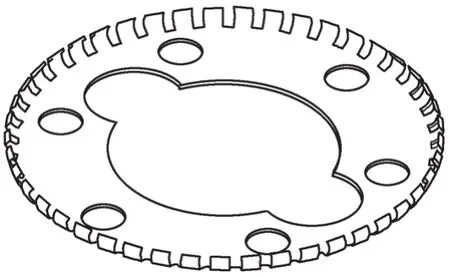
图1 多角度锯齿弯边簧片结构
图2 所示为该多角度锯齿弯边簧片的局部弯制尺寸,因为需要在φ168mm的圆周外侧进行30°、70°和120°共3种角度尺寸的3道弯边,根本无法利用现有的折弯设备和制作工艺方法弯制成形。
因为此类簧片的需求量很少,工艺上首先考虑的是直接采购成品或由外协厂家制作,但通过市场调查和咨询外协厂家发现,市场上完全找不到此类簧片,而某外协厂家对于制作单件或10件该簧片的报价不相上下,均超过2万元,报价较高,远远超出了项目组的心理承受价位。
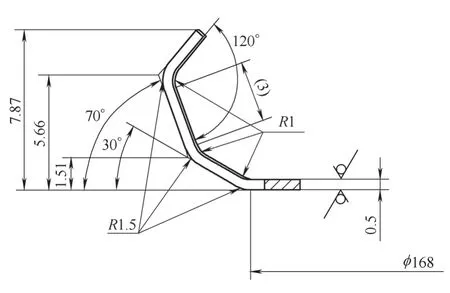
图2 锯齿弯边簧片局部弯制尺寸
为了节约生产成本,并有效控制加工质量和生产进度,最终决定自己制作工装模具进行多角度锯齿弯边簧片的生产加工。
2.工装设计
因为多角度锯齿弯边簧片有3种角度尺寸的3道弯边,需要制作组合工装模具才有可能完成弯制操作。
根据多角度锯齿弯边簧片结构特点和操作方便性,设计如图3所示的底模和如图4所示的上压模。其中,底模在外形尺寸车削完成后,由线切割于360°圆周方向将其分割为等分的3个部分,以保证簧片在弯制了120°弯边后能够方便、快捷、可靠地将其脱离出来;而上压模主要用于弯制30°和70°的2道弯边。
3.簧片弯制
多角度锯齿弯边簧片弯制前,需要将其放样展开并加工达到如图5所示的外形尺寸要求。弯制时,首先将簧片通过中间部位的φ95mm孔与底模上的φ95+0-0.05mm台阶外圆定位装夹,接着同样将上压模中心部位的φ95+0.04-0.01mm孔对准底模上的φ95+0-0.05mm台阶外圆,然后用力将上压模往下压,直至上压模、簧片和底模3件完全贴合为止,如图6a所示。这样,簧片的30°和70°的2道弯边即可一次弯制到位。
对于簧片的120°锯齿弯边,则是利用柔性敲击工具(如橡胶榔头或是尼龙棒等)将其敲击直至贴合底模的120°斜面,如图6b所示。
4.结语
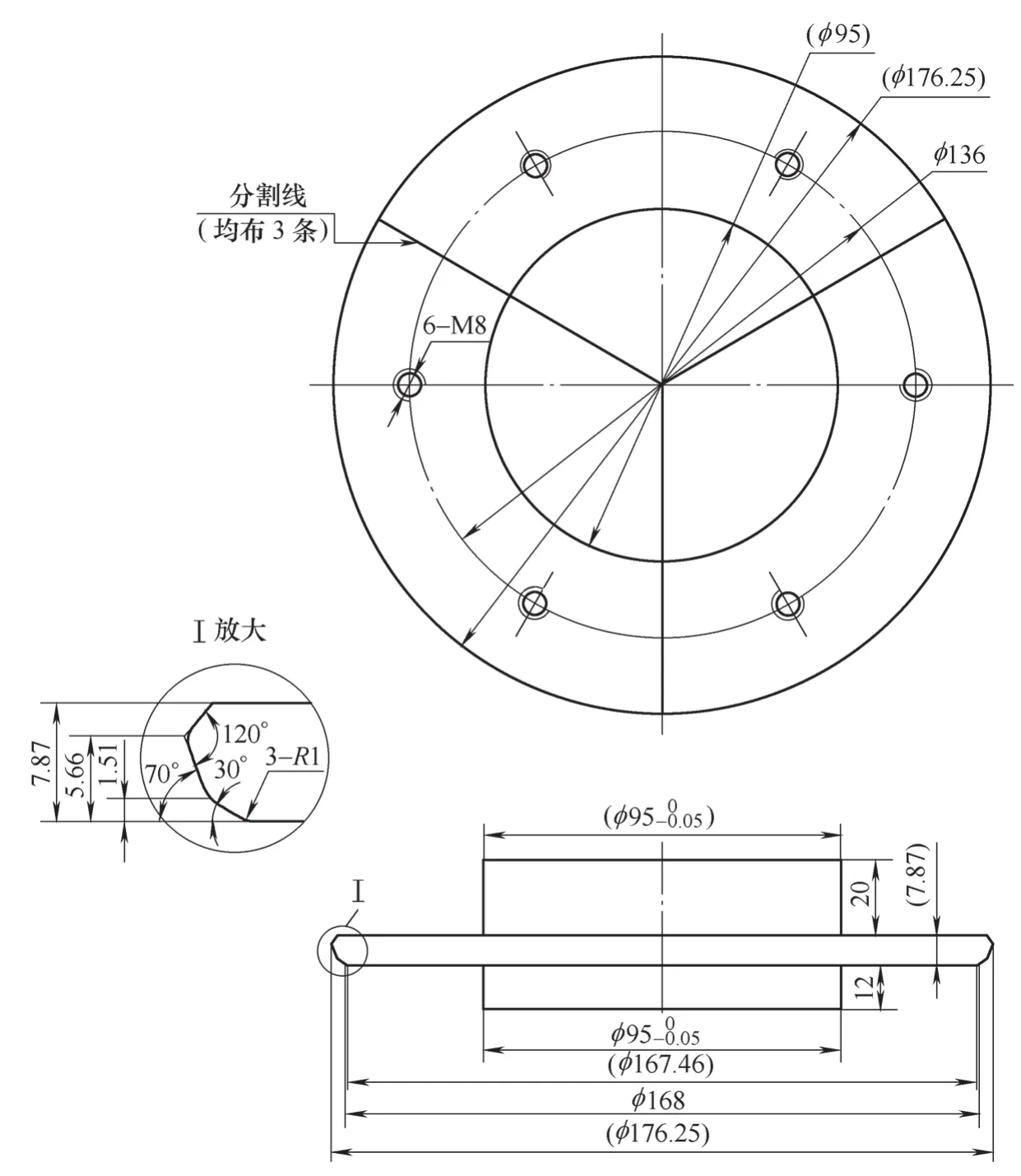
图3 底模结构形式
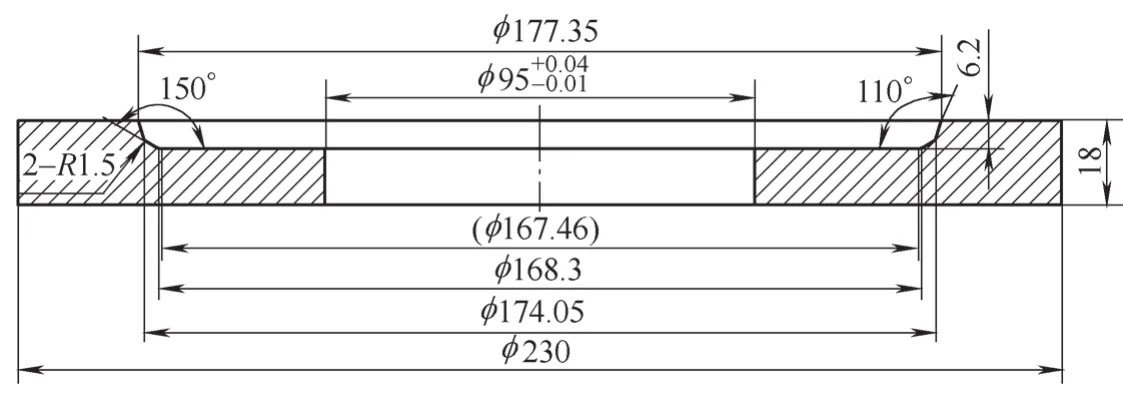
图4 上压模结构形式
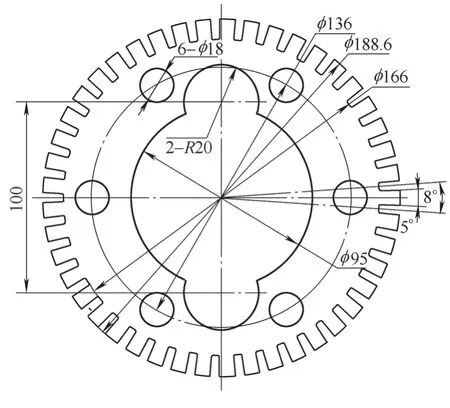
图5 簧片展开尺寸
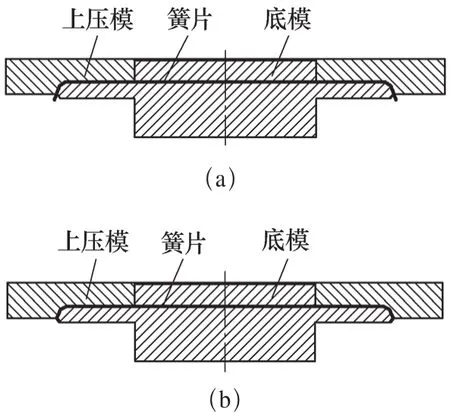
图6 簧片弯制
采用上述组合工装和制作方法弯制了2件多角度锯齿弯边簧片,均可满足使用要求,使用效果良好。而且组合工装的整个制作费用不到500元。由此证明,我们所设计制作的组合工装和所采取的制作方法是完全可靠且经济实用的,多角度锯齿弯边簧片的加工质量得到了有效保证。同时,该制作工艺也可应用于类似簧片的生产加工中。
