板焊前桥推力杆支架的焊接结构设计
2018-10-22郭克刚李平平贺永波
郭克刚,李平平,贺永波
(陕西汉德车桥有限公司,陕西 西安 710021)
前言
焊接结构是构件最薄弱的部位,通常为最先被破坏的位置[1],焊接接头破坏形式主要为疲劳破坏,该疲劳破坏往往起源于焊接接头的应力集中区。因而,焊接结构的疲劳其本质是焊接接头细节部位的疲劳[2-3],影响焊接接头疲劳强度主要因素是应力范围和结构构造细节[4]。焊接接头获得均匀的应力分布,最大限度降低应力集中,并防止二次弯曲应力的产生[5-6]将是提高焊接接头疲劳寿命的前提之一。
优良焊接结构的设计,其关键是完整的规范化设计过程,并在该过程中着重完成焊接结构的焊接性评价与设计评定,以识别应力集中与失效风险,形成闭环的设计理念。
1 焊接结构设计过程及焊接性评定
1.1 焊接结构设计的一般过程
在完成产品功能评定与定义之后,确定所用材料,完成结构焊接性评价,确定产品的概念设计,完成多个初步方案;然后,进行产品详细设计,并完成分析计算或实验验证等设计评定;最后,根据设计评定结果确定最终设计方案。
1.2 焊接性与评定
焊接性是金属能否适应焊接加工而形成完整的、具备一定使用性能的焊接接头的特性。影响焊接性的因素包括了材料因素、设计因素与工艺因素,即材料的焊接适应性,焊接结构设计的可靠性及焊接接头制造的可行性。其中材料因素与设计因素在一定程度上制约着工艺因素。
焊接性的评价即焊接接头能否满足结构使用性能的评定及焊接接头产生工艺缺陷的倾向评定。主要有焊接碳当量分析、焊接过程产生焊接缺陷的倾向性分析及结构应力状态分析等,其中焊接碳当量分析、结构应力状态分析是关键。
设计因素在一定程度上决定了焊接接头的应力状态及焊接工艺性。如结构的刚度过大、焊接接头断面尺寸的突变、焊接接头的缺口效应等,对焊接接头的脆性疲劳破坏都有不同程度的影响,甚至是决定性的影响。其中,在定性对焊接性评定的同时,借助CAE分析工具对焊接接头进行应力计算将使产品结构的设计可行性进一步明确与定量。
2 前桥推力杆支架焊接结构改良设计
2.1 工况描述
某型矿用车前桥带推力杆支架的板焊前梁总成结构见图1所示,该前梁总成由前轴壳总成、板簧垫板、推力杆支架等零部件组成。该前梁在使用过程中主要受垂直载荷以及来自推力杆支架前后方向(行车方向)的载荷。
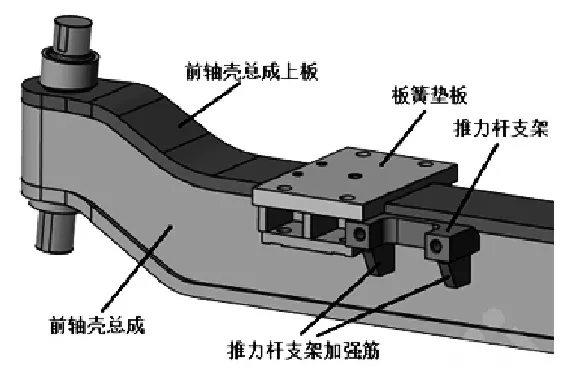
图1 板焊前梁总成示意图
推力杆支架为 Q345板材切割的平板结构,其与前轴壳总成的焊接结构见图2所示。推力杆支架上侧与板簧垫板焊接连接,端部开破口后与前轴壳总成上板焊接连接,下端面与推力杆支架筋板焊接连接,该筋板与前轴壳总成侧板焊接相连。

图2 推力杆支架的焊接结构示意图
2.2 失效分析
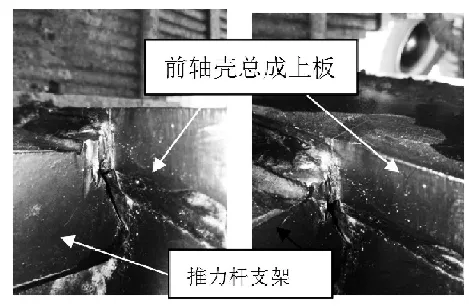
图3 焊接接头失效形式
该矿用车使用工况为土质路面,主要运输煤矿和矿渣,路况较好,重载上下坡均有,在使用过程中出现前轴壳总成上板沿推力杆支座焊缝端部处横向开裂,见图3所示的失效形式。
对失效件及焊接过程分析,其材料均符合Q345B要求,焊丝为ER50-6,焊缝端部未见咬边缺陷,焊缝端头过度不平缓,成型不良,存在几何形状尺寸突变。焊接过程无预热,焊后进行了去应力退火处理。裂纹起裂位置为焊缝端头焊趾处,断裂形式为疲劳破坏。
2.2.1 失效件焊接性评定
碳当量是将钢中合金元素(包括碳元素)的含量,按其作用换算成碳元素的相对含量。国际焊接学会推荐的碳当量(CE)计算公式为:

式中,ω(C)、ω(Mn)等为碳、锰等相应成分的质量分数(%)。
当CE<0.4%时,钢材的塑性良好,基本不会产生淬硬倾向,焊接性良好。
对失效件(Q345B)的各元素碳当量计算,得CE<0.4%,焊接过程环境温度大于10℃。因此,该焊接结构焊接性良好,淬硬倾向不大,常温下焊接,不用复杂的技术措施,便可获得优质的焊接接头。
2.2.2 失效过程评定
该焊接结构,焊缝端头过度不平缓,存在几何形状突变及焊瘤,导致应力集中严重。焊接端头为了成型而存在反复起落弧现象,组织脆硬严重。
同时,由于该失效焊缝(推力杆支架与前轴壳总成上板的连接焊缝)的存在,使前轴壳总成在受垂直脉冲载荷时在失效焊缝端头处产生较严重的刚性突变,焊缝端头存在严重的应力集中。按照失效件的焊接结构进行垂直工况CAE应力分析(由于垂向工况该处应力大于驱动或制动工况,下同),结果如图4所示。该失效处应力已超出焊缝许用强度。

图4 原始结构CAE分析结果
3 改进设计与方案评定
3.1 为了降低焊缝端头应力,采用如下二个方案
方案一:将焊缝端头伸出推力杆支架,并平滑过渡至前轴壳总成上板,见图5。

图5 方案一的下支架焊接结构
该方案通过有效工艺控制,可以减小由于焊缝端头起落弧、融化金属流淌形成焊瘤、焊缝端头几何形状突变等在焊缝端头引起的缺陷,同时也减弱了焊缝端头的刚度突变,减小了焊缝端头的应力集中,经ACE垂向工况应力分析计算,该焊缝端头处最大应力约300MPa,仍存在失效风险。
方案二:增加连接板,取消推力杆支架和前轴壳总成上板之间的焊缝,使连接板直接与上推力杆支架上端面焊接连接。同时,在连接板上增加椭圆形内孔,内孔内周圈焊接,使连接板与前轴壳总成上板的上平面焊接连接,见图6所示。
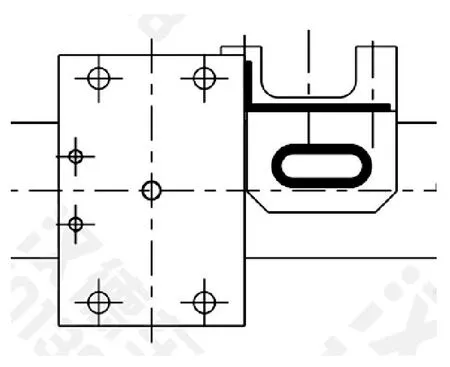
图6 方案二结构示意图
对方案二进行CAE分析计算,其结果见图7所示,最大应力约210MPa,满足使用要求。
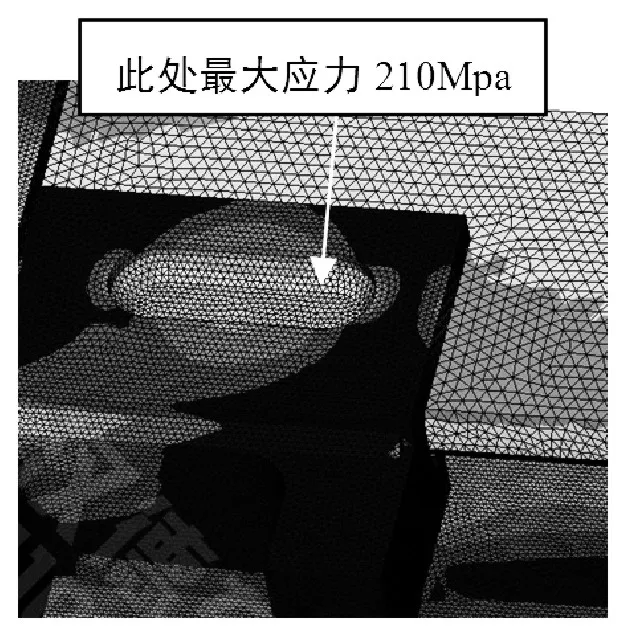
图7 方案二CAE分析结果
方案一有效的降低了刚度突变,减小了应力集中,但焊缝端头处的应力集中仍旧很大,部分点的应力集中已超出焊缝端头的设计许用值。
方案二,使原来出现裂纹处的应力得到了根本改善;该方案对梁在垂直工况及驱动与制动工况皆对上板的刚度突变影响较小,确保了应力的连续性,消除了应力集中。同时,连接板和前轴壳总成上板连接处采用封闭焊缝,减小了起落弧产生的焊接缺陷及其它工艺过程造成的焊缝成型不良问题。
基于以上分析及实验验证,选定方案二为最终方案。
4 结论
规范化的焊接接头设计过程与 CAE分析是提高设计效率,降低试验成本及失效风险的有效手段。
刚度突变间接的引发应力突变,以刚度协调来缓解局部应力集中,防止刚度突然变化,以获得均匀的应力分布,是获得优良焊接接头及提高焊接接头疲劳寿命的有效手段关键。
焊缝自身特性及其内在缺陷的存在,使其在压应力区同样可能存在疲劳失效。
