双机架平整机恒延伸率生产工艺的研究与应用
2018-10-21郭晓萌褚春刚
郭晓萌 褚春刚
摘要:随着我国经济的快速发展,轻工和食品以及家电等各个行业也都在不断地发展,同时,也扩大包装材料的需求。随着新包装材料的出现,常用包装材料电镀锡板压力也更大了。为了将镀锡产品性能的要求得以有效地满足,材料的研度和强度得以提升,二次冷轧双机架平整技术脱颖而出。在平整轧制工艺中,延伸率是最主要的工艺参数,对产品机械性能有直接的影响,所以,必须要控制延伸率的闭环。
关键词:双机架平整机;控制延伸率;生产工艺;应用
【中图分类号】TM921
【文献标识码】A
【文章编号】2236-1879(2018)13-0150-02
前言:
介绍控制延伸率的基本原理,运用张力调节方式和自动更换轧制力调节,来有效地调整延伸率,从而使平整机不但能够将张力与轧制力之间的平衡得以满足,而且,延伸率精度也能够得到保证。
一、控制延伸率的基本原理
针对于平整轧制而言,控制延伸率是主要的控制方式。控制延伸率的原理:测量以后,将延伸率值计算出来,与设定值进行比较,延伸率的偏差得出来,通过调节器有调节量产生,作为附加张力或者附加轧制力,运用执行机构动作作将张力或者轧制力调节系统的误差消除,从而使控制延伸率闭环得以实现。
通过控制延伸率的基本原理可以显示,张力与轧制力一同作用的结果就是延伸率。通过许多试验研究便可知道,张力和轧制力调节带钢延伸率的效果随着不同带钢厚度不同也有所不同。1毫米以上比较厚规格带钢,张力作用的效果相对比较弱,轧制力作用比较明显,对轧制力先进行调节;0.4毫米以下的薄规格带钢的张力作用效果相对比较明显,对延伸率进行调节时,应该将前后的张力先进行调节。各种调节手段调节的范围都比较有限,先选用的调节手段,如果调节量限定时达到时,就会向另种调节手段自动进行切换,从而使控制延伸率的目标得以保证。
二、双机架平整机恒延伸率生产工艺的应用
(一)延伸控制模式的分类
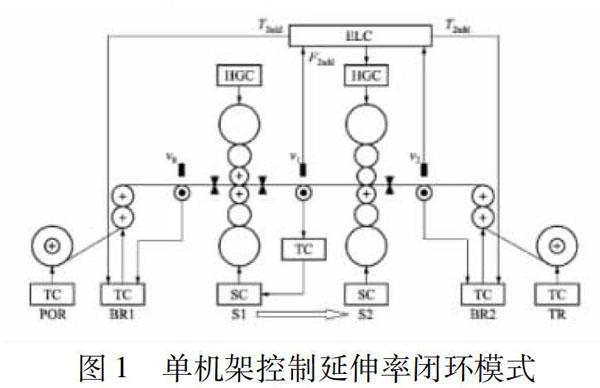
1.单机平整模式。单机平整工作模式下,脱开1号机,只投入2号机架,并且在平整模式下进
行工作,利用延伸率闭环将控制要求有效地实现。单机架控制延伸率闭环模式,见图l所示。
2号机架借助3号和2号激光测速仪,将入口实时速度v.和出口实时速度V2分别检测,运用公式进行计算,将2号机架延伸率的实际值δ2act得到,与2号机架延伸率δ2acf给定值进行比较,将延伸率的偏差得出:δ2acf-δ2act=dδ2,通过ELC比例积分控制器,将T2add调节量或者F2add调节量输出,结合控制的逻辑,对轧制力分别进行调节,或者利用出口和入口的TC控制器将出口S辊和入口S辊进行调节,延伸率偏差消除,从而使控制延伸率闭环得以实现。这时与控制单机架平整机延伸率相同。
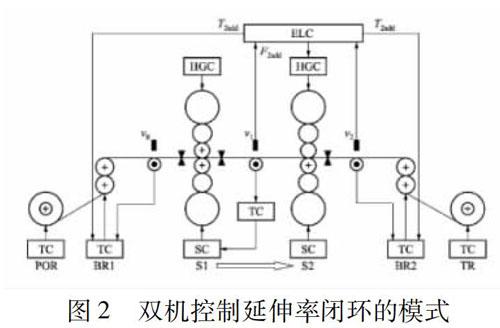
2.双机平整模式。双机平整模式,两个机架都在平整模式上工作,这时有2种控制带钢整体延伸率的方式。一种将两个机架合理地分配,两个机架都运用控制延伸率闭环,从而将控制整体带钢延伸率的要求得以实现。双机控制延伸率闭环的模式,见图2所示。
1号机架借助激光测速仪2号和l号,将入口实时速度vn和出口实时速度v1分别检测,利用公式将l号机架延伸率的实际值δ1act得到,与1#机架延伸率的δ1acf给定值进行比较,将延伸率偏差得出:δ1act-δ1act=dδ1,利用ELC比例积分控制器将T1add调节量或者F1add调节量输出,结合控制的逻辑,对轧制力分别进行调节,或者利用出口和入口的TC控制器将出口S辊和入口S辊进行调节,将延伸率偏差消除,从而使控制延伸率闭环得以实现。
2号机架的控制原理与1机架号相同。利用入口和出口的激光测速仪3号和2号,将入口实时速度v.和出口实时速度V2分别进行检测,利用公式将2号机架延伸率的实际值δ1act得到,与2号机架延伸率的δ1act给定值进行比较,将延伸率偏差得出:δ2act-δ1act=dδ2,利用ELC比例积分控制器将将T2add调节量或者F2add调节量输出,结合控制的逻辑,对轧制力分别进行调节,或者利用出口和入口的TC控制器将出口S辊和入口S辊进行调节,将延伸率偏差消除,从而使控制延伸率闭环得以实现。
此外,还有一种只是借助l号机架将控制延伸率实现,2号机架在轧制力模式的下工作,致使出口带钢板得以有效地保证。l号机架运用激光测速仪3号和l号,对入口vo和出口实时速度V2分别进行检测,利用公式将l号机架延伸率的实际值δ1act得到,與l机架延伸率的δ1act给定值进行比较,将延伸率偏差得出:δ1act-δ1act=dδ1,利用ELC比例积分控制器将T1add调节量或者F1add调节量输出,结合控制的逻辑,对轧制力分别进行调节,或者利用出口和入口的TC控制器将出口S辊和入口S辊进行调节,将延伸率偏差消除,从而使控制延伸率闭环得以实现。对于在恒轧制力模式下的2号机架工作,能够将出口带钢板型得以保证。
(二)分配延伸率。生产的过程中,针对于镀锡基板而言,表面质量最重要的指标就是表面粗糙。很大程度上,不但影响镀锡后表面质量和冲压性能,还会影响基体与镀锡层的结合力。
影响带钢表面粗糙的因素比较多,表面粗糙度与不同的影响因素是复杂且相互耦合的映射关系。将数据实测作为基础,运用回归法将带钢表面粗糙度变化规律的数学模型建立起来。
特定生产的过程中,借助软件编程优化进行计算,将δ1和δ2的结果计算出来,作为控制延伸率δlmf给定值和δ2mf给定值,提供给延伸率控制器,从而使控制延伸率闭环得以实现。
总结:
综上所述,有效运用控制延伸率模式,既能够合理地分配延伸率,又能够将高表面质量和高性能指标的产品得到。
参考文献
[1] 张贵强.双机架平整机延伸率控制研究[A].中国计量协会冶金分会、《冶金自动化》杂志社.中国计量协会冶金分会2016年会论文集[C].中国计量协会冶金分会、《冶金自动化》杂志社:《冶金自动化》杂志社,2016:5.
[2] 李辉.双机架平整机延伸率控制技术[J].冶金自动化,2013,37( 05):57 -60.
[3] 王扉.冷轧平整轧制力模型与延伸率控制系统的研究[D].束北大学,2013.
[4] 张立根,双机架平整机延伸率控制系统的研究[A].河北省冶金学会.2011年河北省冶金信息化自动化年会论文集[C].河北省冶金学会:河北省冶金学会,2011:6.
[5] 孙明军,双机架平整机延伸率控制系统技术研究[D].机械科学研究总院,2012.