关于双臂连续式混砂机在生产中的振动控制
2018-10-20刘洋
刘 洋
(保定维尔铸造机械股份有限公司 五分厂,河北保定 071058)
如果一台混砂机在运行过程中振幅较大或是异常振动,很容易影响设备的安全运行,也会对操作人员生理和心理上造成伤害;同时,设备振动也会加速设备的磨损,降低设备的强度,造成设备耗能变大,寿命变短,事故率增加,造成生产停滞,增加维修时间,影响生产效率。通过多年装配调试过程中对混砂机振动控制进行分析总结,得出一些影响混砂机振动的典型环节及控制措施,为日常的生产及检修提供一些经验。
1 双臂连续式混砂机结构原理
双臂连续式混砂机主要是用来达到较长的伸长距离,适合覆盖较大的区域,特别是较大的砂型或具有两个以上造型位置,其主要结构分为:移动行车(固定式无行车)、基座、大臂、大臂回转电机、大臂输送电机、混砂槽、混砂槽搅拌电机、砂斗、出砂口等几部分组成,如图1所示。
大臂一般为螺旋轴式输送(也有皮带式),大臂与基座、大臂与小臂通过回转支承连接,大臂旋转及螺旋输送轴均由电机驱动;混砂槽旋转由电机驱动或手工驱动、混砂槽内混砂轴搅拌靠电机驱动。
根据生产中的经验总结,混砂机的振动主要受以下几个因素影响:混砂轴、大臂螺旋输送的动静平衡;混砂轴与电机的同轴度;大臂输送电机与螺旋轴的同轴度;回转支承内滚动体的游隙大小;基座地脚螺栓的紧固情况等。
2 引起混砂机振动的主要原因
2.1 混砂轴、大臂螺旋送轴质量不均匀
混砂轴、大臂质量不均匀会造成动静不平衡,从而在电机转动起来后混砂轴会产生周期性激振力,使混砂槽体或大臂产生强迫振动,同时也会引起混砂轴或螺旋轴两端轴承受到侧向力,加速轴承磨损,进而加剧设备振动。
2.2 大臂、混砂槽回转电机本身的不平衡
其具体危害与2.1分析相同,鉴于电机为外购,在日常安装调试及检修过程中一般不把其作为主要的调整对象,除非确定电机存在质量问题,必须更换。
2.3 混砂轴、大臂螺旋输送与电机的轴线不同心
如果混砂轴与电机传动抽不同心,结合面平行度达不到要求(机械加工精度差或安装不符合要求),就会使联轴器间隙随轴旋转而忽大忽小,从而发生和质量不平衡一样的周期性强迫振动,其频率和转速成倍数关系,振幅随混砂轴与电动机偏心距大小而定。
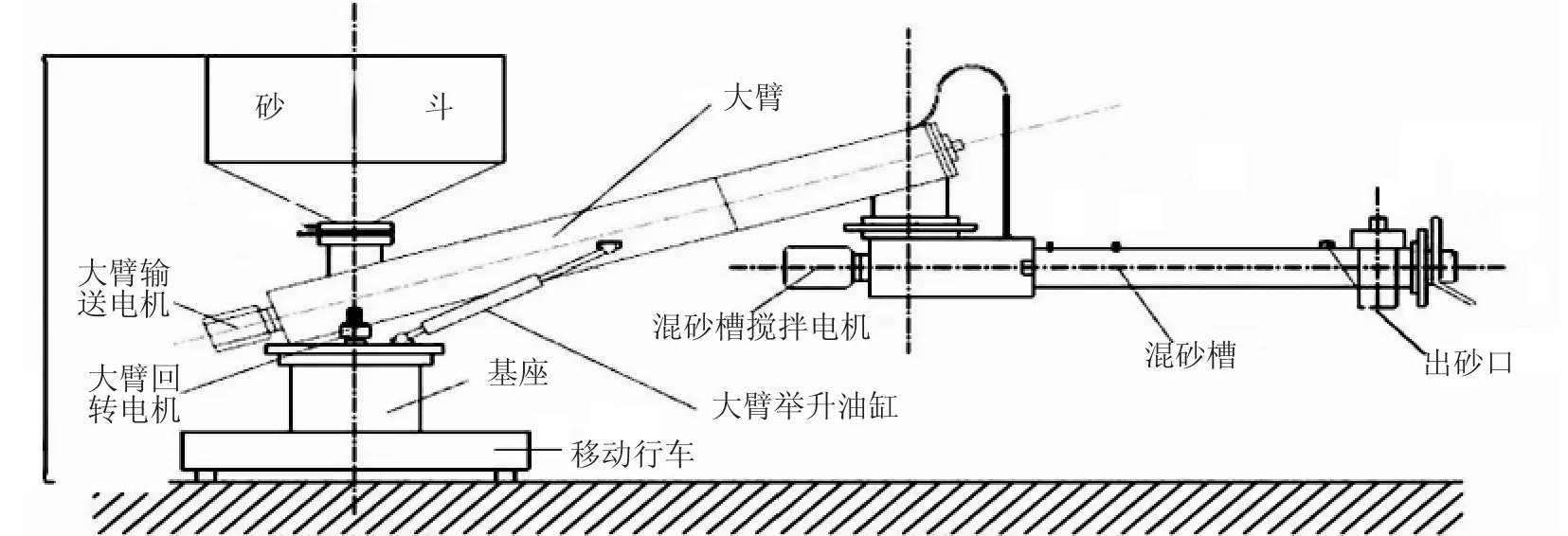
图1 双臂连续式混砂机结构
2.4 大、小臂回转支撑游隙的不均匀或是偏大
该设备为典型的悬臂结构形式,每一级连接处均靠回转支承进行连接,如果回转支承游隙偏大,或是游隙不均匀,那么设备运行中,在受迫振动力的作用下,会使混砂槽的激振力向大臂、基座传递,进而加剧大臂及混砂槽体的振动。但回转支撑由专业厂家进行生产,在日常装配及调试中不作为振动的主要调整对象。
2.5 基座地脚螺栓的紧固情况
该设备为悬臂结构,如果地脚螺栓紧固不到位或者是紧固不均匀,很容易造成螺栓松动,使设备抵御受迫振动的能力下降,加剧设备振动。
3 控制混砂机振动的主要应对措施
3.1 混砂轴不平衡的控制及调整措施
混砂轴是由钢管两端焊接圆钢加工而成,加工成品后很容易产生质量不均匀,因此必须对混砂轴组件做好平衡测试,有条件的可以用平衡机来精确测量,具体可按如下方法:
1)混砂轴毛坯制作时应尽量保证毛坯的直线度,以减少加工后的质量不均匀。
2)混砂轴加工后先安装八方套,安装八方套时注意八方套的角度,同时安装时禁止把混砂轴悬空放置,以免混砂轴变形。
3)待八方套安装后测量混砂轴的平衡性,根据测出的平衡量,确定相对面要去除的厚度,待加工后再次进行测量,直至静平衡合格为止。
4)在安装叶片前对所有的叶片进行测量并分组,安装叶片时注意把质量相同的叶片安装在对称面,质量较轻叶片靠近出砂口侧,避免叶片的质量不均匀造成混砂轴组件的质量不均匀。
5)把安装好叶片的混砂轴再次进行静平衡测量,此时混砂轴组件一般都能达到静平衡,对于不平衡的,可在叶片安装处增加平垫处理。
在没有平衡机的情况下可采用如图2所示工装进行简易测量,在使用过程基本能够满足需求。用该工装把要测的混砂轴架起,然后手动盘车,并在较轻面增加配重,直至达到静平衡。
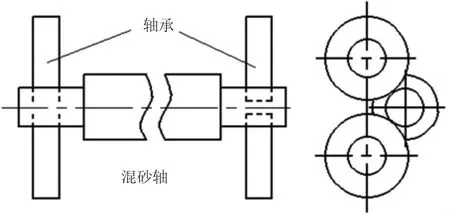
图2 平衡工装
3.2 大臂螺旋输送轴的控制
1)大臂螺旋轴毛坯制作后需对螺旋轴的直线度进行检查,如果偏差较大,需进行矫直处理。
2)对于加工后的螺旋轴用工装(可用测量混砂轴工装)或是平衡机进行平衡测量,对于不平衡的可在输送叶片后端焊接配重块,直至平衡。
3.3 联轴器的安装
混砂槽机大臂使用的连轴器均为弹性柱销式连轴器,该类型连轴器可在一定程度上消除连轴器两端的不同轴度,但联轴器两端不同轴较大,则会加速弹柱销磨损从而引起更大的振动,因此,安装联轴器时必须进行打表找正,且在紧固柱销螺母时一定要按对称、逆时针方向分3到4次紧固到位,既保证联轴器的同轴度,又保证联轴器的弹性柱塞在联轴器空内充盈、无间隙。
3.4 基座的安装
基座安装时必须保证基座水平,可用水平仪进行测量;紧固基座螺栓时不要一次拧紧,要对周边螺栓分两到三次对称紧固,最好能够使用定扭矩扳手进行紧固,无定扭矩扳手的,最后一次拧紧必须由一个人进行,以保证周边螺栓预紧力的一致。
3.5 回转支承的安装
大小臂回转支撑为外购件,实际生产中不作为调整振动的主要对象,但安装过程中应注意如下两点:一是回转支承安装前应手动盘车,确保内外圈相对转动灵活,无卡阻现象;二是在安装回转支撑时要参照地脚螺栓的紧固方法,避免安装螺栓预紧力大小不一样而造成回转支承内部游隙的变化。
3.6 后期维护
设备在试生产一段时间后需对地脚螺栓、回转支承安装螺栓、电机安装螺栓等主要结构连接螺栓进行检查、再次紧固,以确保设备的各连接部位连接可靠、无松动。
4 结论
本文提供的经验措施改善了设备运行状态,提高了设备的可靠性及寿命,减少了设备的停机率,提高了生产效率。
但是本文所提到措施都是从制造、安装、调试角度进行振动的控制,能够在一定程度上减小混砂机的振幅,但因外零部件比如电机、回转支承、联轴器本身的制造质量,设备结构强度、设备的固有频率等设计参数不合理而产生的振动并不能根治,所以必须选用质量较好的配套厂家和合理的设计参数来控制设备的振动。
