改性炽热炭还原脱硝技术的研究
2018-10-19周敏凯杨江毅刘丁嘉崔敏姝董安平
周敏凯,杨江毅,唐 昊,刘丁嘉,崔敏姝,董安平,陆 强
(1. 上海交通大学材料科学与工程学院,上海 200240;2. 华北电力大学生物质发电成套设备国家工程实验室,北京 102206)
0 引言
燃料燃烧会形成NOx、SO2和粉尘等污染物[1-2]。针对NOx的处理,选择性催化还原(SCR)脱硝技术是目前应用最广泛的脱硝技术[3-5],然而其依然存在催化剂中毒、成本较高、氨泄漏造成二次污染等问题[6-8]。近年来,活性炭(AC)由于具有比表面积大、化学性质稳定等优势[9],在大气污染治理方面逐步展现了美好的前景。炽热炭还原脱硝技术是目前活性炭脱硝技术中的一种,即利用炭质固体为还原剂还原NOx,使其转化为无害的N2。
国内外学者已对活性炭还原脱硝技术进行了相关研究。Yamashita等[10]和Suzuki等[11]研究认为在O2存在条件下,可形成更多的表面碳氧化合物和自由活性碳,从而加快了NO的还原;Yamashita等[12]研究表明Cu在促进C-NO反应方面具有较好的催化效果;López等[13]研究了金属催化剂和CO在C-NO反应中的作用;M.J.Illán-Gómez等[14]研究发现,相对于单金属催化作用,活性炭在双金属催化作用下具有更高的NOx还原能力;高志明[15]等发现通过浓硝酸处理可使活性炭表面含氧量及-COO-基团明显增加,可在较低反应温度下产生较高的还原转化率;Feng等[16]研究了Cu-K-O混合氧化物对C-NO反应的影响。
活性炭通常在较高温度下才具有良好的还原效果,且O2的存在会造成活性炭的大量消耗,使得成本大幅度增加,实际应用还存在一定困难。基于此,本文以椰壳活性炭为原料探索烟气成分、反应温度和反应时间等对C-NO反应的影响,并通过负载金属元素对活性炭进行改性,提高低温条件下NO还原率,同时改善C-NO反应选择性,降低活性炭在反应过程中的消耗。
1 炽热炭还原脱硝试验
1.1 原料的制备
将活性炭研磨并筛分得到24~40目颗粒,以金属硝酸盐作为前驱物,通过等体积浸渍法在活性炭颗粒上负载不同种类和含量的金属氧化物助剂。具体制备过程以单金属氧化物为例(双金属类似):将金属(K、Ca、Fe、Co、Ni和Cu)硝酸盐用适量的水溶解配成盐溶液,加入到24~40目活性炭颗粒中,充分搅拌静置24h;而后置于烘箱中110℃干燥8h,最后在N2气氛下于550℃焙烧3h,最终得到催化剂x%M/AC,其中M为K、Ca、Fe、Co、Ni和Cu,x%为催化剂中金属氧化物的对应含量。
1.2 试验装置及方法
实验室自行搭建了炽热炭还原NO试验台,试验装置如图1所示,主要由模拟配气系统、反应装置、在线监测系统和尾气处理系统等部分组成。所需气体(N2、O2、NO)通过质量流量计精确控制,在混合罐混合均匀后通入固定床反应器,固定床反应器通过程序控制,根据试验所需升温速率和温度设定程序,进行炽热炭还原脱硝反应,试验中反应所涉及的加热方式包括程序升温法和恒温加热法。

图1 炽热炭还原脱硝反应试验台
NOx的还原率计算公式如下:
式中:NOxin、NOxout分别为脱硝反应器入、出口的NOx浓度,mg/m3。
炭转化率计算公式如下:
式中:m1和m2分别为反应前后活性炭的质量,g。
2 结果与讨论
2.1 非催化作用下C-NO反应
2.1.1 O2对NO还原率的影响
图2为有氧(5%)和无氧条件下,在程序升温过程中NO还原率随温度的变化规律,入口NO浓度为800mg/m3,空速为15000h-1(试验条件,下同)。从图2可知,无氧条件下,随着温度的升高,NO的还原率逐渐增大,反应的起始温度约为300℃;在有氧条件下,随着温度的升高,NO的还原率先急剧增加而后缓慢减小,反应的起始温度同样约为300℃,超过400℃后,NO还原率急速上升,显著高于无氧条件下对应的NO还原率;有氧条件的反应后期NO的还原率开始逐渐下降,可能是由于O2的存在导致活性炭消耗量增大所致。
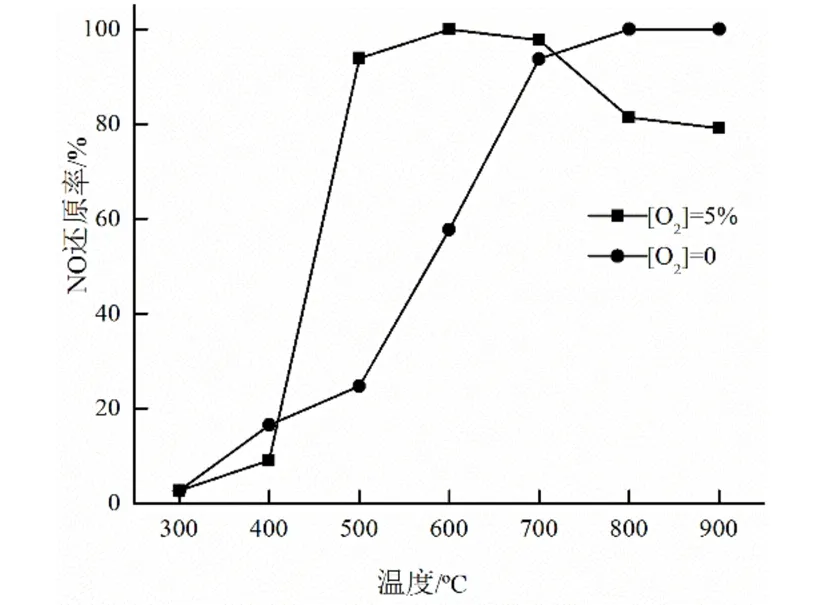
图2 有氧和无氧条件下NO还原率随温度的变化
2.1.2 无氧条件下NO还原率随反应时间的变化
图3为无氧条件下,在恒温加热反应过程中,NO还原率随时间的变化规律。从图3可知,反应温度越高,NO的还原率越高;在选取的几个温度条件下,随着反应的进行,NO的还原率均呈现逐渐降低的趋势。
2.1.3 有氧条件下NO还原率随反应时间的变化
图4为有氧条件下(5%),在恒温加热反应过程中,NO还原率随时间的变化规律。从图4可知,在有氧条件下,随着反应的进行,NO还原率同样呈现逐渐降低趋势,当温度高于450℃时NO初始还原率即可达100%,显著高于无氧条件下所对应的NO还原率。

图3 无氧条件下NO还原率随反应时间的变化
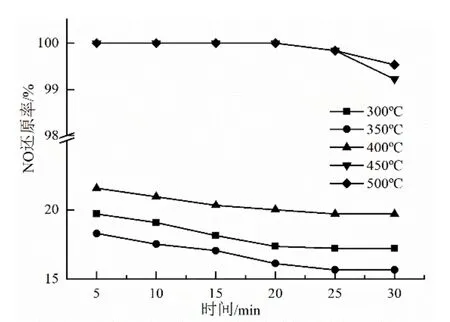
图4 有氧条件下NO还原率随反应时间的变化
2.2 单金属催化作用下的C-NO反应
2.2.1 单金属催化NO还原率随反应温度的变化
在程序升温过程中,催化剂5%M/AC(M为K、Ca、Fe、Co、Ni和Cu)作用下NO还原率随温度的变化规律如图5所示。从图5可知,几种催化剂对于NO还原率随着温度的升高均呈现先减小后增大的趋势,NO还原率达100%所需温度5%Co/AC < 5%K/AC < 5%Fe/AC < 5%Cu/AC < 5%Ni/AC < 5%Ca/AC < AC,即Co的催化作用最为明显;此外,在一定温度范围内,NO的还原率呈现负值。
2.2.2 单金属催化NO还原率随反应时间的变化
在恒温加热(300℃)过程中,催化剂5%M/AC(M为K、Ca、Fe、Co、Ni和Cu)作用下NO还原率随反应时间的变化规律如图6所示。从图6可知,恒温反应过程中,催化剂作用下的NO还原率均呈现单调递减的趋势。在300℃条件下,除5%Ca/AC和5%Ni/AC催化剂对于NO还原率始终较低外,其余催化剂作用下的NO还原率在反应初期均保持较高水平,但随后均以不同的速率逐渐下降,其中5%Co/AC催化剂的高活性持续的时间最长,可以看出催化剂5%Co/AC具有最佳的脱硝性能。
2.2.3 Co负载量对NO还原率的影响
制备不同Co负载量的催化剂x%Co/AC(其中x为1、3、5、7、9、11、13)。图7、图8分别为催化剂在程序升温和恒温加热(300℃)过程中,NO还原率随反应时间的变化规律。从图7可知,随着温度的升高,NO还原率均呈现先减小后增大的趋势;随着Co负载量的增大,NO还原率则呈现先增大后减小的趋势,其中7%Co/AC和9%Co/AC催化剂的NO还原率相对最高。从图8可知,随着反应时间的延长,NO还原率均呈现单调递减的趋势;综合NO还原率随反应温度和时间的变化规律,7%Co/AC为最佳催化剂,即Co的最佳负载量为7%。

图5 单金属催化作用下NO还原率随反应温度的变化
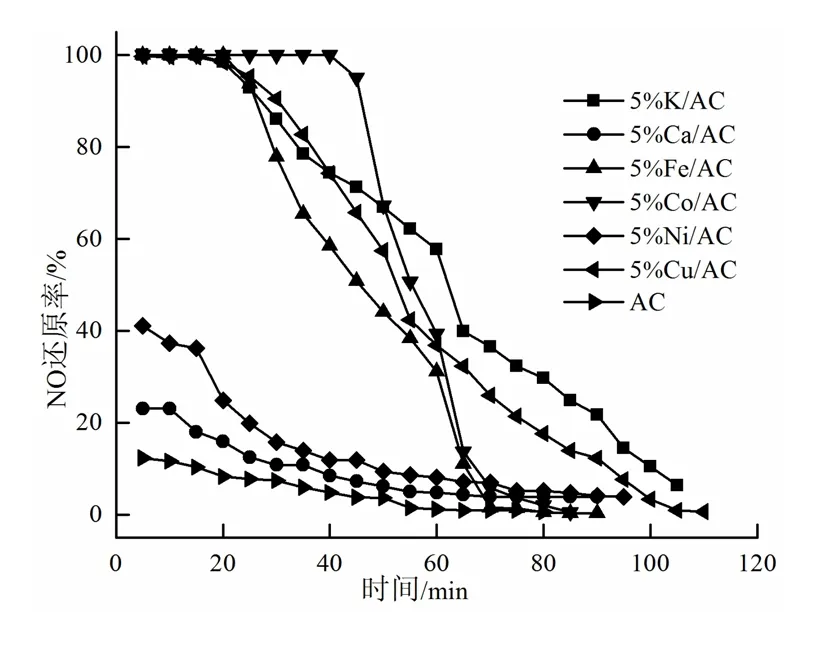
图6 单金属催化作用下NO还原率随反应时间的变化(300℃)
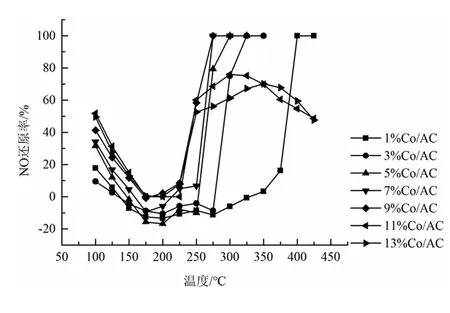
图7 不同Co含量催化作用下NO还原率随反应温度的变化
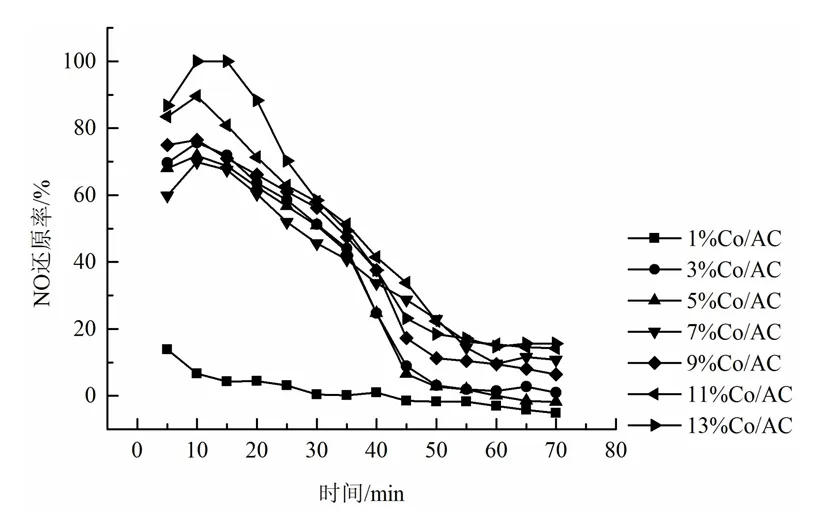
图8 不同Co含量催化作用下NO还原率随反应时间的变化
2.3 双金属催化作用下的C-NO反应
2.3.1 双金属催化NO还原率随反应温度的变化
在活性炭负载7%Co基础上,制备7%Co-5%M/AC催化剂(其中M为K、Ca、Fe、Ni或Cu,含量为5%)。图9~图13依次为程序升温(100~500℃)过程中双金属催化剂7%Co-5%Cu/AC、7%Co-5%Fe/AC、7%Co-5%Ni/AC、7%Co-5%K/AC、7%Co-5%Ca/AC与7%Co/AC催化剂NO还原率随温度变化规律对比。

图9 同时负载7%Co和5%Cu时NO还原率随温度的变化
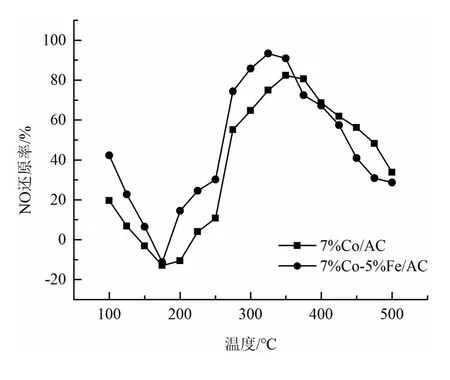
图10 同时负载7%Co和5%Fe时NO还原率随温度的变化
从测试结果可知,所有催化剂NO还原率变化规律较为接近,其中7%Co/AC、7%Co-5%Cu/AC、7%Co-5%Fe/AC和7%Co-5%Ca/AC4种催化剂的脱硝活性均呈现先降低再升高而后再降低的趋势,而7%Co-5%Ni/AC和7%Co-5%K/AC催化剂首先经过先降低再升高变化趋势后,在最后活性降低过程中出现了轻微的波动。
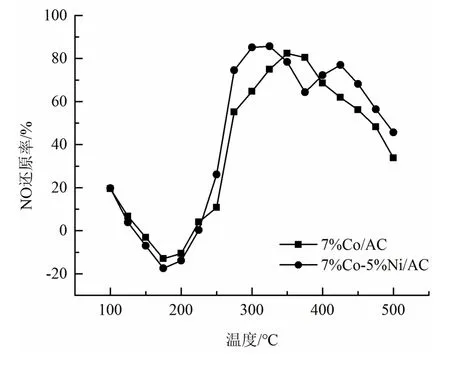
图11 同时负载7%Co和5%Ni时NO还原率随温度的变化
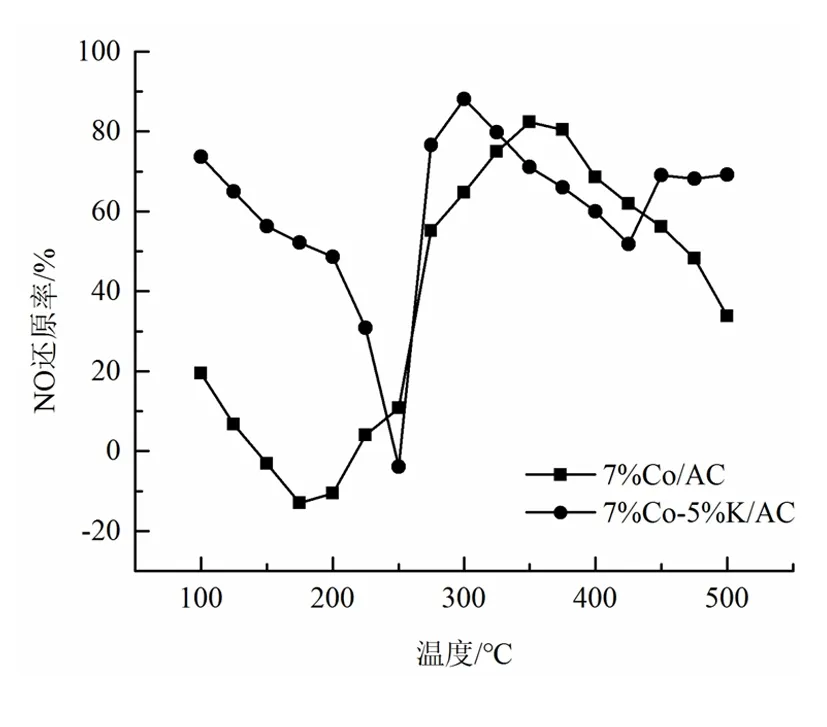
图12 同时负载7%Co和5%K时NO还原率随温度的变化
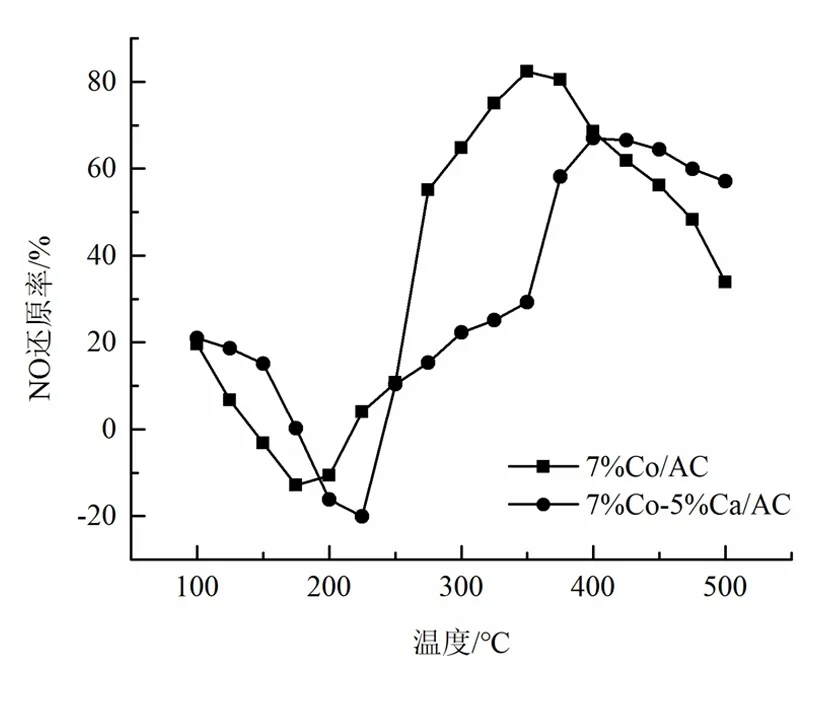
图13 同时负载7%Co和5%Ca时NO还原率随温度的变化
2.3.2 双金属催化作用下活性炭的消耗
在提升低温脱硝活性基础上,活性炭在反应过程中的消耗率是炽热炭还原脱硝技术的另一个重要指标,与实际应用成本直接相关。在程序升温(100~500℃)和恒温加热(300℃)反应过程中,催化剂7%Co-5%Cu/AC、7%Co-5%Fe/AC、7%Co-5%Ni/AC、7%Co-5%K/AC、7%Co-5%Ca/AC与7%Co/AC在反应过程中活性炭消耗率如图14所示。从图14可知,与仅负载7%Co的催化剂相比,同时负载5%Ni和5%Ca的两个催化剂在程序升温和恒温加热反应过程中,活性炭消耗率均明显低于7%Co/AC催化剂,可明显抑制活性炭的消耗。而同时负载5%Cu、5%K和5%Fe后,催化剂的炭转化率均要高于7%Co/AC催化剂,或与其相近,不具备抑制活性炭消耗的作用。
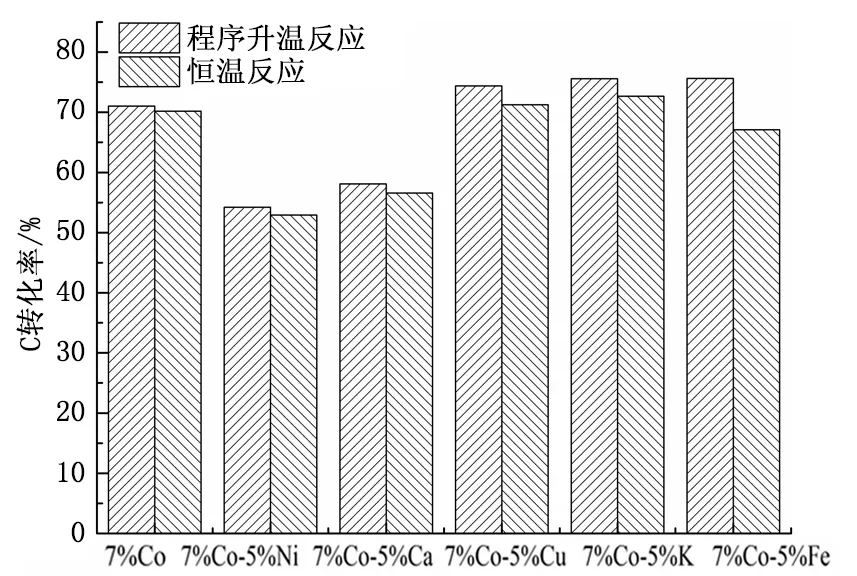
图14 反应过程中的平均C转化率
3 结语
(1)温度越高,越有利于C-NO反应的进行;有氧(5%)条件下NO更易被还原,但氧气也会导致活性炭的消耗增加。
(2)在活性炭上负载不同金属元素(Co、Cu、Fe、Ni、K和Ca),Co的负载在低温下的NO还原率提高最为明显,且高活性持续时间最长,Co的最佳负载量为7%。
(3)同时负载7%Co-5%Cu、7%Co-5%Fe、7%Co-5%Ni或7%Co-5%K催化剂的NO还原性能均有改善,提升效果7%Co-5%Ni<7%Co-5%Cu<7%Co-5%Fe<7%Co-5%K,负载7%Co-5%K效果最为明显;而同时负载7%Co-5%Ni和7%Co-5%Ca的两个催化剂对反应过程中活性炭的消耗具有明显的抑制作用,活性炭转化率均明显低于7%Co/AC催化剂。
