固态酵素食品的研究进展
2018-10-17韩宗元李晓静叶丰姜琦韩齐胡巧巧肖志刚
韩宗元,李晓静,叶丰,姜琦,韩齐,胡巧巧,肖志刚
1(沈阳工学院 生命工程学院,辽宁 抚顺,113122) 2(沈阳农业大学 食品学院,辽宁 沈阳,110866) 3(沈阳师范大学 粮食学院,辽宁 沈阳,110034)
酵素是生物体所产生的具有催化作用的生物大分子,是一类特殊的具有催化功能的复杂酶类,人体可以自身合成一小部分,大部分需要饮食补充,并可产生大量益生元[1]。液态酵素是采用乳酸菌、酵母菌等多种益生菌发酵植物、动物与菌类等原料,形成富含多种生物活性的酶类(如脂肪酶、淀粉酶、蛋白酶和超氧化物歧化酶等)、维生素、矿物质及代谢产物(乳酸、丙酸、丁酸和乙醇)的发酵食品[1]。
固态酵素是新兴的酵素产品,从组织状态及组成来看,它具有便于携带和运输、易于保存、体积小、使用方便等特点,在品种、产量、功能性和保藏性等方面发展比较快,是功能性食品发展的重要方向[2]。固态酵素因为发酵菌种多、周期长、组织成分复杂、条件难控,且在干燥过程中活性成分易被破坏等问题,所以研究报道相对较少。本文介绍了酵素的发酵机理、功能性及固态酵素加工工艺的发展和应用现状,提出现有固态酵素加工工艺存在的问题及可行的解决方法。
1 酵素发酵机理
酵素发酵是各种植物、动物与菌类等食品原料在微生物作用下发生的复杂过程,微生物在自身的新陈代谢和生长过程中,实现物质间的代谢转化,使发酵原料在分子水平上发生分解和结构改变,产生具有多种生物活性的酶类和复杂代谢产物或中间代谢产物,同时酵素在发酵过程中会受到发酵的原料、菌种、温度、时间等影响。酵素按其生产方式可分为自然发酵和人工接种发酵酵素。自然发酵是一种传统的发酵方式,常用的微生物主要有酵母菌、米曲霉及乳酸菌;人工接种发酵主要是应用已知微生物菌种来进行酵素的发酵,可分为单一菌种发酵和多菌混合发酵[3],常用的发酵菌种有酵母菌、醋酸菌和乳酸菌等,多菌共同发酵作用可以形成独特的风味,在共同发酵过程中菌种之间会相互作用,形成互利共生关系,有利于酵素的发酵过程。
在苹果酵素自然发酵过程中,酵母菌等优势菌种会优先利用苹果酵素中的果糖、葡萄糖代谢成乙醇,苹果酸会被体系中少量的乳酸菌通过苹果酸发酵途径代谢生成乳酸,并且影响总酚含量的变化,这些不仅与发酵原料以及发酵条件有关,也与微生物的相互作用有关,因此发酵过程中葡萄糖与果糖先升高后下降,乙醇在发酵14~21 d后产生,总酚含量与DPPH自由基清除率呈先升后降趋势,均在21 d达到最大值[4]。对酵素发酵机理进一步研究,微生物对树莓酵素液中的酚类物质进行代谢,总酚含量随着发酵时间的延长而不断地增加,可能是由于微生物把复杂的大分子酚类物质转化成小分子酚类物质[5]。
以米曲霉、酵母菌、嗜热链球菌和保加利亚乳杆菌等混合菌种人工接种发酵苹果酵素,酵母菌和醋酸菌之间存在互利共生关系,酵母菌通过发酵把蔗糖转化为葡萄糖和果糖,然后再利用果糖发酵产生乙醇,醋酸菌把葡萄糖转化为葡萄糖酸,将乙醇转化为醋酸;酵母菌也能促进乳酸菌的活性,产生CO2降低pH值,抑制杂菌繁殖,增加香气物质,如:有机酸和萜类物质对酵素风味和感官评价起到较好的作用,研究证明酵母菌和乳酸菌在葛根发酵液中存在互利共生作用,酵素中的氧气含量降低,酵母厌氧发酵开始,乙醇的浓度开始增加,但随着发酵的进行,还原糖被不断的消耗殆尽,代谢积累的乙醇抑制了酵母厌氧发酵,造成酵母转化乙醇的速率降低,乙醇浓度下降[6]。嗜热链球菌与保加利亚乳杆菌之间也存在共生关系,保加利亚乳杆菌分解酪蛋白,形成新的氨基酸和多肽能够促进嗜热链球菌更好的生长;而嗜热链球菌在整个发酵过程中产生大量CO2和甲酸促进保加利亚乳杆菌的生长和代谢[7]。
采用DNA 芯片技术、DNA指纹图谱、荧光定量PCR和Western blot等进一步在分子水平上研究酵素的发酵机理。研究发现乳酸菌与酵母菌共生作用受到信号分子AI-2 的变化规律影响,并深入探讨LuxS/AI-2介导的群体感应系统的影响力,酵母菌促进或抑制乳酸菌产生信号分子AI-2 的时间点以及产生量的不同,可能与乳酸菌感应生理环境变化并作出相应的自我调节应激反应速度有关,也可能与LuxS基因的表达量有关[8]。乳酸菌与酵母菌之所以能够在一个体系中共存,是因为酵母菌在发酵过程中为乳酸菌提供了许多营养因子,例如氨基酸、维生素和丙酮酸盐等,在分子水平上酵母菌代谢产生的乙醇,乳酸菌产生的2-(5H)-呋喃酮以及2种菌种共同产生的异戊酸都是信号分子,有助于解释共生机制;在基因水平上,DNA 芯片技术可以推断混合培养过程中酵母菌产生的乙醇导致carB、pydB、pyrE和pyrR基因表达水平降低,这是因为乙醇的积累导致乳酸菌mRNA水平上负责各种新陈代谢途径(像糖代谢、氨基酸合成等) 的功能基因发生变化[9],这也解释说明酵母菌和乳酸菌的互利共生作用。对嗜热链球菌的细胞外蛋白酶(prtS)关键代谢基因研究发现prtS 能分解乳蛋白,提供肽类和氨基酸,使嗜热链球菌在乳中快速生长,使酸奶快速酸化,并且一些具有高转录水平的dtpT,amiF,ilvC,ilvB,bcaT,livJ,ackA,codY基因也对酸奶快速酸化有相应调控作用,酸奶风味物质乙醛的含量与关键功能基因pdc(丙酮酸脱羧酶)、ald(乙醛乙醇脱氢酶)、lld(L-乳酸脱氢酶)表达呈显著正相关,说明功能基因可调控发酵过程中代谢产物或代谢中间产物的生成[10]。并且通过PCR-DGGE技术分析酵素的微生物群落结构,确定优势细菌菌群分布,DNA指纹图谱反映了酵素中微生物的相对组成情况和优势菌种[11]。
2 酵素功能性
酵素发酵过程中会产生多种具有生物活性的营养物质和酶类。不同的发酵原料所产生的主要营养物质和生物活性不同,营养物质主要包括多酚类、有机酸、氨基酸、维生素、矿物质和多糖等功能性成分,有机酸主要为草酸、苹果酸、乳酸、绿原酸、咖啡酸和乙酸等[3],氨基酸主要为天冬氨酸、丝氨酸、谷氨酸、甘氨酸、丙氨酸、缬氨酸、异亮氨酸、亮氨酸和赖氨酸等,酶类主要包括超氧化物歧化酶、蛋白酶、脂肪酶等。综合酵素中含有的各项功能活性成分,诸多研究发现酵素具有多项有益功能,包括抗氧化功能[12-14],免疫功能[15-16],减肥[17-18],护肝[19-20],调节肠道菌群[21-22],通便[23-24],促进消化[25]等功能。
植物酵素中含有黄酮、多酚类抗氧化物质较多,核桃青皮果蔬酵素抗氧化物含量排序:抗坏血酸>总花青素>总黄酮>总多酚,且超氧化物歧化酶活性高达1 980.25 U/mL[26];植物酵素中还含有多种氨基酸,对柘树植物酵素中氨基酸进行分析,主要的氨基酸为天冬氨酸、丝氨酸、谷氨酸、甘氨酸、丙氨酸、缬氨酸、异亮氨酸、亮氨酸和赖氨酸[27]。植物酵素发酵过程能提高DPPH自由基清除能力,并且多酚类物质和抗氧化能力成正相关[28],这是由于乳酸菌可以促进植物在发酵过程中产生有益于人体健康的功能性物质,尤其是酚类物质可以通过乳酸菌转化为生物活性代谢产物[29],乳酸菌在发酵过程中可以增加植物类食品的总酚含量,因而发酵食品的抗氧化能力增强[30]。当植物细胞壁瓦解,抗氧化活性物质释放出来,他们作为自由基清除剂和供氢体阻断自由基链反应,反应原理为:F—OH+R· →F—O·+RH[31]。
植物酵素不仅具有抗氧化功能,还具有免疫功能和减肥功能,研究表明采用苹果、香蕉、胡萝卜等60余种新鲜的水果、蔬菜、菇类等原料发酵制得酵素中含有功能性低聚糖、氨基酸、有机酸等功能性成分,有机酸分别为咖啡酸、绿原酸、绿原酸甲酯等,酵素能有效提高小鼠体液免疫功能,且具有减肥功能[32]。进一步研究植物酵素可以起到解酒、护肝作用,葛根酵素通过减缓胃肠吸收乙醇速度并加速乙醇降解代谢来降低机体乙醇浓度,从而达到解酒的功效[6];水果酵素可预防和修复酒精对小鼠肝脏的损伤,具有一定保护肝脏的效果[33]。
3 固态酵素食品的生产工艺
固态酵素食品工艺是在一定湿度的固体基质上无水发酵,一定湿度确保菌种的生长和代谢,真菌、酵母菌和细菌都能在固态发酵基质(水果皮、果蔬渣、谷物、甘蔗渣、大豆等物料)上进行固态发酵产生生物活性物质(酶、有机酸、抗生素、风味和香气成分),这些农产品残渣既可以作为发酵基质促进营养吸收和活菌生长,也可以作为碳源和氮源有利于固态发酵。
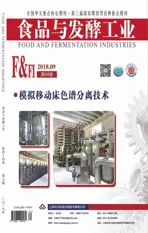
在工业生产中固态发酵反应器主要分为静态和搅拌型生物反应器,静态反应器包括固定床反应器和多孔托盘式反应器见图1,搅拌型反应器包括水平转桶和搅拌转桶见图2。

A-固定床反应器:(1)气泵;(2)空气分布系统;(3)加湿器;(4)自动控温反应装置;(5)过滤器;(6)流量传感器;(7)数显控制装置;(8)电脑终端;(9)圆柱形传感器;B-多孔托盘式反应器图1 固定床反应器和多孔托盘式反应器Fig.1 Lab-scale fixed bed bioreactors and perforated traysbioreactor apparatus for solid state fermentation
A-水平转桶:(1)压缩机;(2)空气过滤器;(3)加湿器;(4)水平转桶;(5)搅拌器;(6)电机;(7)速度控制器;(8)排气装置;(9)硅胶柱;(10)成分标识;(11)气相色谱;(12)电脑B-搅拌转桶:(1)进气口;(2)旋转接头;(3)耦合器;(4)喷嘴;(5)空气管路;(6)滚筒;(7)转桶;(8)固体培养基;(9)线圈图2 水平转桶和搅拌转桶反应器Fig.2 Schema horizontal drum and rotating drum bioreactor
图1-A固定床反应器连接水浴循环装置、气泵和流量计,通过循环流体调节温度,并可以自动清除代谢产生的CO2。图1-B多孔托盘式反应器,发酵基质放在多孔的托盘上有助于空气对流,托盘深度为5~15 cm,放置托盘的空间可以调节温度和湿度。图2-A为水平转桶反应器,在1930年用于工业化固态发酵,内部有搅拌器和挡板,在搅拌过程中对菌丝的结构有破坏。图2-B为搅拌转桶反应器,在水平转桶内可以使培养基进行翻腾运动,使混合较均一[34]。
固态发酵工艺主要用于纳豆、豆豉、豆瓣酱、豆腐乳、白酒、醋、酱油等传统食品的发酵。由于固态发酵存在无法搅拌或者混合不充分,发酵过程中发酵速率和温度较难均一控制等问题[35]。田智斌等[36]通过固态发酵生产纳豆激酶,工艺参数为接种量4%,初始含水量55%,大豆装量90 g/250 mL,发酵温度36.09 ℃,蔗糖添加量1.5%,MgSO4·7H2O 添加量0.21%,CaCl2添加量0.27%,发酵时间24 h。程友飞等[37]研究固态发酵豆粕得到最佳工艺参数:含水量 60%,发酵温度 30 ℃,接种量 12%,枯草芽孢杆菌:干酪乳杆菌:酵母菌接种比例为 2∶1∶1,接种顺序为先接种枯草芽孢杆菌24 h后,再接种干酪乳杆菌和酵母菌,发酵时间72 h。王艳平等[38]利用纳豆芽孢杆菌发酵花生粕制备纳豆激酶的最佳工艺条件:37 ℃下发酵 24 h,接种量10%,料水比1∶0.4,并且得到最佳真空冷冻干燥保护剂配比条件:β-环糊精5%、麦芽糊精10%、辛烯基琥珀酸淀粉钠2%,此时纳豆激酶活力保存率为74.2%。
现阶段,谷物(米糠、糙米、大米)、水果(葡萄、蓝莓、梨)、蔬菜(秋葵、桑叶)、菇类(香菇、金针菇、木耳)、药食同源(葛根、人参)等原料主要采用酵母菌、乳酸菌和米曲霉等菌种进行液态发酵也称作深层发酵,达到改善发酵基质原有的不良风味,并产生新的功能成分,增加酵素的功能性[39]。因为这些原料含有大量自由水,现阶段,在酵素发酵工艺上不适合于固态发酵,固态发酵酵素工艺还需进一步完善。
而液态发酵受到环境中微生物、发酵体系和季节等条件影响大,容易受到杂菌的污染,很难控制产品的质量,以至于影响酵素产品的开发和利用,同时液态酵素作为食品添加剂用于面包、酸奶等发酵食品中不容易控制活菌(乳酸菌、酵母菌)数量。因此,新型固态酵素可以在液态酵素基础上采用一定干燥技术,把大部分水从物料中去除得到具有生物活性的固态食品,可以达到脱水和浓缩的效果,同时减少液态酵素加工储存过程中由于酵母菌未灭活,继续产气出现炸瓶等不良现象,且固态酵素体积小,便于运输,携带方便。
但是液态酵素中含有多种活性物质,大多数都是热敏性物质,存在玻璃态转化温度的问题,因此需要采用助干剂提高玻璃态转化温度来保护活性物质,常用助干剂为β-环糊精、大豆分离蛋白、可溶性淀粉、麦芽糊精和脱脂奶粉,所以助干剂可以改善干燥过程中出现黏结、焦糊、吸潮、板结、产率低等不良现象,并保护酵素的生物活性[40]。目前,常用去除食品中水分的方法:真空低温喷雾干燥[41]、热风干燥[42-43]、真空冷冻干燥[44-45]、真空低温油炸[46]、喷雾干燥等[47-48]。研究证明黄酮、多酚等活性物质在喷雾干燥过程中,由于保护剂作用没有破坏其结构,避免抗氧化能力降低,并延长储藏时间和稳定性[48],所以喷雾干燥等干燥方法在食品和药品领域广泛应用。
进一步比较热风干燥与真空冷冻干燥的效果,热风干燥效率、得率较高,但产品中营养物质的结构受到严重破坏,功能性降低;真空冷冻干燥的时间较长,但产品中功能性成分影响较小。研究证明真空冷冻干燥制得的桑葚果粉溶解性优于热风干燥,得率和含水率低于热风干燥,但热风干燥对桑葚营养物质损失比较严重,真空冷冻干燥对桑葚的营养物质保持较好[49];同时真空冷冻干燥使秋葵超微粉在物理特性、营养物质及生物活性方面优于热风干燥[50];进而对真空低温油炸和真空冷冻干燥加工香菇脆片进行了比较研究,结果表明:真空冷冻干燥香菇脆片的硬度、脆度较大,感官品质较好,营养成分保留较好[51],这说明真空冷冻干燥可用于富含活性营养成分的食品,尤其是液态食品,但干燥时间较长。为了缩短干燥时间,研究喷雾干燥对活性营养物质的影响,结果表明:喷雾干燥会改变莲子蛋白的结构特性,并进一步影响其功能特性[52]。因此采用真空低温喷雾干燥法进行干燥,既可以提高效率,并且能够保护活性物质,研究表明真空低温喷雾干燥制备乳酸菌微胶囊,在真空度-0.05~-0.06 MPa,进风温度79.07 ℃,进料速度727.54 mL/h,菌壁比1∶4.55,保护载体量(脱脂奶粉)9.80%,此条件下的活菌数为2.81×108CFU/g[41]。本团队正在研究真空低温喷雾干燥和真空冷冻干燥对新型固态酵素中总酚、花色苷、原花青素、总黄酮、类黄酮等含量和清除自由基能力的影响,最大限度保留酵素的营养成分,并改善固态酵素的风味和色泽,提高贮藏性和速溶性。
4 新型固态酵素存在的问题
新型固态酵素营养价值高、但易发生结块和褐变、溶解性低等问题,新型固态酵素在速溶性和保藏性方面都与水分活度有密切的关系,水分对无定形粉体的玻璃化转变温度(Tg)和结晶起重要作用,影响其流动性、粘性和贮藏稳定性,进而影响食品的品质。在食品体系中,褐变最容易发生在Brunauer-Emmett-Teller(BET)单分子层,即水分活度在0.2~0.4范围内,水分活度超过这个范围,每增加0.1个水分活度单位,反应速率增加50%~100%,因此可以通过不同温度下等温吸湿曲线变化规律来预测食品的水分活度,进而控制食品的水分活度和品质[53]。新型固态酵素色泽鲜艳,营养丰富,在贮藏过程中Tg对产品的营养物质降解和损失有显著的作用,控制Tg对其安全保藏具有重要意义,避免发生产品的粘结,色泽的降解、褐变。因此有必要研究新型固态酵素粉的Tg特性,为其加工和保藏奠定理论基础。
5 结论与展望
酵素的发酵过程是植物、动物与菌类等原料自身营养物质在分子水平上的分解以及结构改变,并且微生物进行代谢产生中间产物和终产物的过程,同时采用混合多菌种发酵酵素对其感官评价与活性成分能起到重要的作用。随着我国酵素技术的发展,将会分离出更多的益生菌推广到酵素的加工过程中,丰富酵素的生物活性成分与功能。现阶段研究酵素的主要的生物活性成分包括多酚类、有机酸、氨基酸、维生素、矿物质、多糖和功能性酶类等,这些物质在体内起到提高机体免疫力、抗氧化、润肠通便等功能。
新型固态酵素能够补充多种维生素、矿物质和膳食纤维,并且具有体积小、携带方便等优势,成为功能性酵素发展的重要方向,通过真空冷冻干燥技术能更好地保持营养物质的生物活性。目前我国研究固态酵素技术还有待于发展,亟待解决固态发酵存在的混合不充分或发酵过程中发酵速率和温度较难均一控制等问题,以及将发酵技术与干燥技术结合应用在酵素生产过程中,获得功能性显著的固态酵素,同时解决固态酵素易发生结块、褐变和溶解性低等问题,最终为实现工业化奠定基础。