基于CBR的制孔窝深工艺参数实例库研究
2018-10-17梁青霄白云鹏查艳妮
常 婷,梁青霄,李 斌,白云鹏,查艳妮
(中航飞机股份有限公司,陕西 西安710000)
0 引言
在航空制造与装配领域中,孔加工占有重要地位.据统计,70%的飞机机体疲劳失效事故起因于结构连接部位,其中80%的疲劳裂纹发生于连接孔处[1],可见孔的质量极大地影响着飞机的寿命。设备制孔窝深是自动制孔设备较难控制的一个参数。飞机产品制孔部位结构的刚性、产品外形曲率、产品工况等因素对锪窝深度的影响较大,这也是很多制孔设备在平板试刀台上制孔锪窝深度控制良好,但是在飞机产品上制孔锪窝深度较难控制的原因,而飞机产品上对锪窝深度精度要求较高(0~-0.05 mm),窝深只允许负偏差而不允许正偏差,所以在工艺参数选取的问题上采取保守的选择方法,一部分窝需要通过人工补锪以满足装配精度要求,显然这并不符合智能制造的要求。笔者在企业内的已应用多年的自动制孔设备研究发现,企业在产品研制生产应用过程中积累了大量的工程应用经验数据,这些数据对制孔工艺参数的选择甚至于其他机型的工程研制具有重要的价值和指导意义,而且这些经验数据会随着生产的不断增加而不断积累,但是这些经验数据并没有以一定的形式存储下来[1],而是随着生产的不断进行而流失,因此亟需一种有效的方式将企业生产经验数据有效存储起来并用于工艺参数设计优化。本文引入CBR(Case-based reasoning)思想,将企业的生产经验数据以制孔知识实例的形式进行表达,采用基于制孔实例的工艺参数推理方法对工艺参数进行优化,实现制孔工艺参数个性化控制,从而实现锪窝深度精确控制。本文主要从制孔经验数据的知识表达以及工艺参数模型推荐等两方面展开研究。
1 基于CBR的制孔窝深工艺参数推理模型
基于实例推理(简称CBR),是通过输入待求解问题,寻找与之相似的历史案例,把它重新应用到新问题的环境中来的一种方法[2-3]。目前CBR的思想在工艺设计过程应用较为广泛,将工艺过程的经验数据以知识实例的形式进行表达,通过不断的积累和学习,CBR系统不断壮大,其推理匹配能力越来越强,智能化水平越来越高。
基于CBR的制孔窝深工艺参数推理模型如图1所示,逻辑过程如下:输入目标装配特征以及目标窝深,系统通过将目标装配特征与实例库中的实例装配特征进行检索,根据相似度计算的结果,找出一个与待求问题最相近的候选实例,根据重用此候选实例并进行修改完善。按照修改完善后的工艺参数进行制孔锪窝,通过窝深检测对窝深值进行判断,如果窝深值满足设计要求,则将修改后的工艺参数实例作为新的实例保存到实例库中,以便下次遇到类似的问题时作为参考。

图1 制孔窝深工艺参数推理模型
2 制孔工艺参数实例
制孔工艺参数是制孔窝深控制的关键,合理准确的表达制孔工艺参数实例,可以方便的对工艺参数进行存储和管理,将工艺参数中的经验提取出来,为制孔工艺参数的设计提供经验数据支持。
2.1 制孔经验数据的分析和抽取
制孔经验数据包括:制孔工艺参数、孔特征信息以及装配特征信息。制孔工艺参数的获取从设备加工界面由人工在产品加工过程中输入,存储到数据库中。在不同参数下获得的窝深数据可由窝深检测实现,将该工艺参数下获得的窝深数据进行存储。装配特征信息需要人工对不同框位不同孔位对应的装配特征进行提取、归纳、总结,进行存储。
2.2 制孔知识表达模型
对飞机产品上影响锪窝深度的装配特征进行分析,归纳出影响锪窝深度的主要因素包括产品曲率和结构刚性两大因素。产品曲率越大,在相同的工艺参数下,锪窝的窝深越小。产品结构刚性则与材料性能、框翻边结构,框支撑长度、框支撑结构,制孔夹层厚度等参数相关。选择产品曲率和结构刚性的相关参数来描述装配特征,飞机产品壁板外蒙皮材料性能相近,不同制孔位置的材料性能一致,相似度一致,所以材料性能不作为装配特征。以飞机下壁板组件为例,选择飞机下壁板组件外蒙皮不同制孔位置的参数作为装配特征,包括制孔夹层厚度、框翻边结构、框支撑长度、支撑结构等,见图2.用一个八元组表示装配特征实例,制孔知识表达模型见图3.

图2 制孔位置结构图示意
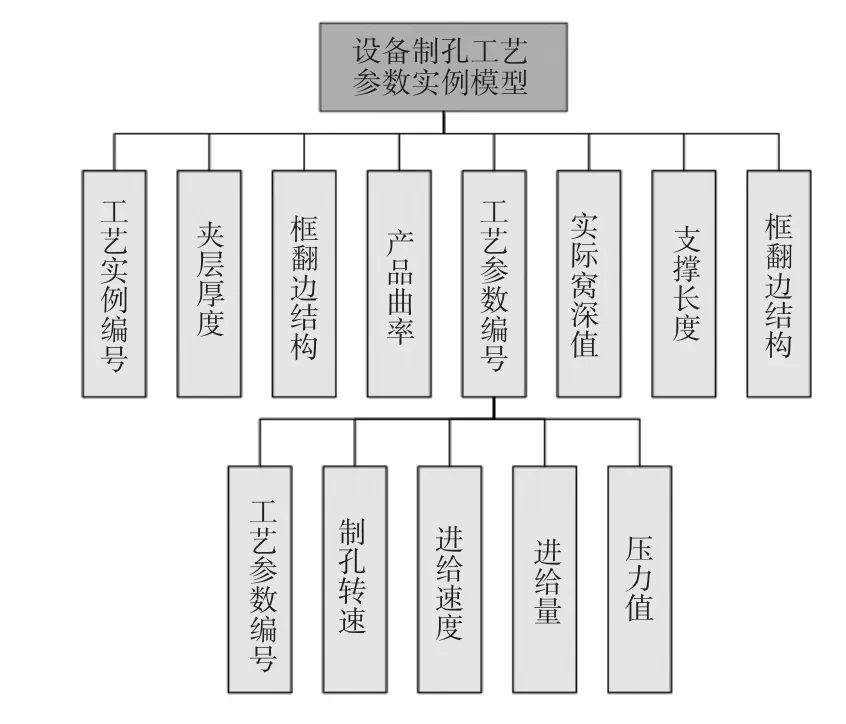
图3 制孔知识实例模型
Assembly为一个八元组
AssemblyID为工艺实例编号;
AssemblyThickness为制孔夹层厚度取制孔位置的夹层厚度,厚度越大,刚性越强;
AssemblyRevers为框翻边结构包括单翻边断开结构、双翻边断开结构、双翻边一体结构,双翻边比单翻边刚性强,一体结构比断开结构刚性强;
AssemblyLengh为代表框支撑长度取制孔位置点位到工装定位销腹板面的距离。每个制孔位置的支撑长度都不一样,支撑长度越长,刚性越弱;
AssemblyCurve为代表产品曲率,制孔位置的产品曲率不同,同一工艺参数下获得的窝径不同;
AssemblyStructure为代表支撑结构,支撑结构形式包括全支撑和半支撑两种情况;
AssemblyDeep为代表该实例装配特征下获得的实际窝深值;
AssemblyId代表该装配特征对应的工艺参数实例。
ParameterList为一个五元组
ParameterID用以表示工艺参数实例编号;
Speed、CutSpeed分别代表制孔转速以及进给速度,二者均影响锪窝表面质量以及窝深参数;
CutDeep代表主轴进给量,进给量越大,窝深越大;
Stress代表压力脚压力值,压力值越大,窝深越小。
2.3 相似度计算
相似度计算是知识检索和推荐的核心算法,检索一个实例后,相似度计算公式如下,用于判断目标实例与源实例之间的相似程度。
Sim(A,B)=∑Wi·Gi(Ai,Bi)(i=1~6)
其中:
(1)Gi(Ai,Bi)代表每个装配特征因子的相似程度,分别用函数 G1、G2、G3、G4、G5、G6 表示装配特征AssemblyThickness、AssemblyRevers、AssemblyLengh、AssemblyR、AssemblyR、AssemblyR的相似程度。
相似度函数G2和G5代表离散量函数,通常用0和1代表离散型函数的值,相同即1,不相同即0.
相似度函数G1、G3、G4和G6代表的装配特征属于连续性变量,用Gi=1-|(Ai-Bi)/Bi|表示。
(2)A为目标实例(新实例),Ai为目标实例第i项实例特征,A={A1,A2,…A6};
(3)B为知识库已有的源实例;Bi为源实例第i项实例特征,B={B1,B2…,B6};
(4)i为实例特征的项数,n=6;
(5)Wi为第i项实例特征的权重,由由领域专家商定给出。夹层厚度和支撑方式对窝深影响较大,分别赋予权重W1=0.3,W5=0.3;其他装配特征权重分别为0.1.
2.4 实例检索与重用
实例的数量大小直接影响实例推理的执行速度,采用“条件判断+相似度计算”的形式进行实例检索与判断。装配特征参数中加工材料夹层厚度AssemblyThickness以及框翻边结构AssemblyRevers对制孔窝深影响较大,将此二者装配特征作为IF判断条件内容。
条件判断的原则为:
IF (AssemblyThickness差值>2 AND AssemblyRevers不等)
{
直接跳转
};
进行相似度计算。
按照相似度计算结果对实例进行排序。
根据相似度计算结果,进行工艺参数的优化选取。
3 实例验证
以某型机下壁板框与蒙皮连接紧固件的制孔锪窝工艺参数实例推理为例,验证该制孔知识的锪窝深度工艺参数优化方法。
设目标实例 A={A1,A2……A6}={4,双,565,全,4 200,7.5}
按照相似度计算算法计算目标实例与源实例的相似度值,有:
S=0.3*G1+0.1*G2+0.1*G3+0.1*G4+0.3*G5+0.1*G6
按照相似度计算结果值的高低进行排序,取相似度大小排序靠前的实例记录如表1所示。
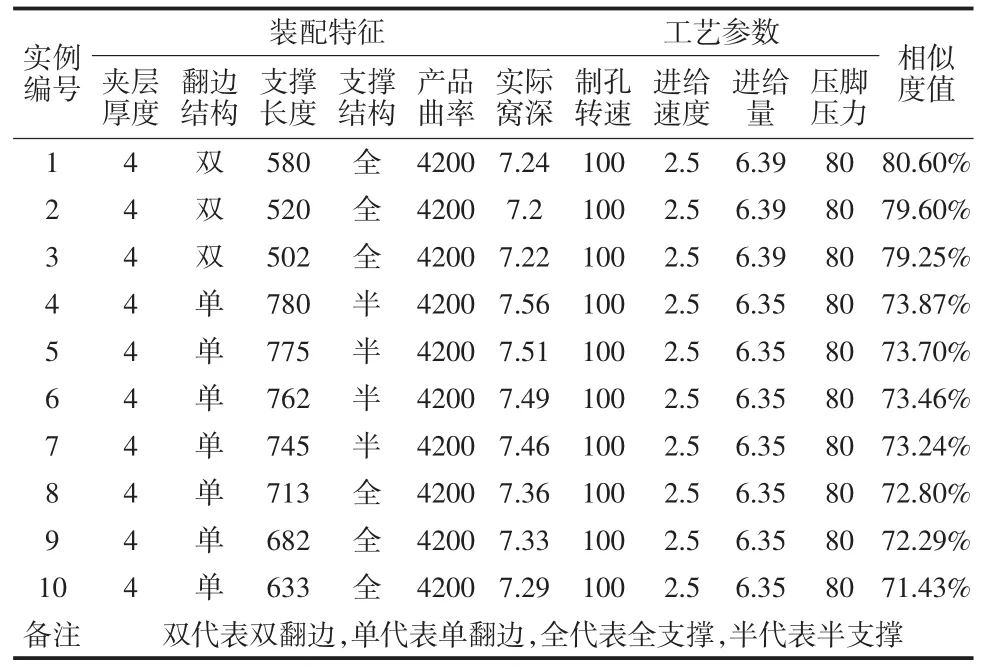
表1 工艺参数实例相似度计算结果
工艺人员按照相似度计算结果,选择相似度值最高的工艺参数实例,如表2所示,并对工艺参数进行优化选取。

表2 推优实例
4 结论
根据制孔窝深较难控制的情况,提供了一种基于实例推理的窝深工艺参数优化方法,将企业生产过程中积累的制孔工艺参数经验进行抽取、归纳和组织,给出工艺参数目标实例与源实例的相似度计算方法,工艺参数实例推荐模型按照相似度计算结果的高低进行实例推荐,工艺人员根据推荐结果进行工艺参数的优化。该方法可以把已有的工艺参数实例经验进行存储以及进行实例推荐,为制定新工艺提供查考,也可以用于新工艺员培训和设计人员参考。进一步工作应关注知识库中装配知识的表达和完善推荐模型上。