经济型数控机床安全防护门自动化改造的研究与实践
2018-10-17韦建军李派霞
韦建军,李派霞
(钦州学院工程训练中心,广西 钦州535011)
目前,中小型机械制造企业的零件加工设备多以经济型数控机床为主,其生产主要是采用一个操作工同时操作几台数控机床进行零件加工的“加工岛”模式进行,伴随着劳动力成本的不断提高,以生产低附加值机械零件为主的机械制造企业生存空间受到进一步挤压,“机器换人”在中小型机械制造企业显得尤为迫切。
1 总体研制方案设计
鉴于设备投资大的原因,中小型机械制造企业的“机器换人”大多是在原有经济型数控机床的基础上进行,而经济型数控机床安全防护门大多是靠人工开关,对其进行开关门的自动化改造是中小型机械制造企业实现零件加工“机器换人”的关键一步。文献[1]和文献[2]都从安全生产的角度出发,利用单片机控制数控机床安全防护门开关实现对机床操作人员在零件加工过程中的安全保护,是对安全防护门自动开关改造的雏形,还未达到无人工干预的“机器换人”目的。因中小型机械制造企业“机器换人”才刚起步,对数控机床安全防护门开关的自动化改造研究还较少,本文将以大连机床集团生产的CKD6150A数控车床(FANUC 0i系统)为例,通过自定义安全防护门开关M指令,利用PMC控制气动电磁换向阀来改变气路流向,实现气缸活塞对数控机床安全防护门的自动开关,达到无人工干预的目的。数控机床安全防护门开关的自动化改造成功研制,将为中小型机械制造企业零件加工“机器换人”的实现具有一定的借鉴作用。
本着无人工干预,实施“机器换人”的总体思路,本方案要求工件在机床上定位夹紧后,按下循环启动按钮,安全防护门先自动关闭,数控机床才按照零件加工程序对工件进行加工,当工件加工完毕,数控机床停止运行,安全防护门才能自动打开。
基于安全防护门自动开关的以上要求,利用数控机床PMC可自定义M代码指令的功能,自定义安全防护门开关的M代码M82/M83,其中,M82是安全防护门开指令、M83是安全防护门关指令。编写零件数控加工程序时,在程序第一段写入M83指令,在程序最后一段写入M82指令,可以确保安全防护门的开关可以按照以上要求执行。安全防护门开关的执行机构可以采用气动系统实现,用一双作用气缸固定于数控机床的固定防护罩上,通过螺栓将气缸活塞与安全防护门联接,双作用气缸活塞的运动方向则由气动电磁换向阀控制,当数控系统执行零件加工程序到M83/M82时,通过PMC控制电磁换向阀得电/失电,从而控制电磁换向阀的阀芯位置来改变气路的气体流向,实现安全防护门的自动开关[3]。通过自定义安全防护门开关M指令、PMC程序、气动系统等建立起的联系,可以达到本设计的要求。
2 控制系统运行机制分析
2.1 数控机床M指令执行过程的分析
一台数控机床是由CNC系统、PMC和机床三者组成,其中PMC作为数控机床的信息交换中心起着连接CNC系统和机床的作用,三者之间的关系如图1所示。其中,CNC系统包括硬件和软件以及与CNC系统连接的外围设备如显示器、MDI面板等;机床包括机床机械部分及其启动、冷却、气动、润滑等辅助装置,机床操作面板、强电控制线路等。规定信息流为:PMC发给CNC系统为G信号,CNC系统发给PMC为F信号,其含义及地址都是系统事先定义好的,PMC编程人员和用户只能使用;机床发给PMC的为X信号,其含义及地址除个别外大部分信号可由PMC编程人员定义,而PMC输出到机床的为Y信号,其含义及地址全部可由PMC编程人员来定义。数控机床在执行零件加工程序中的M代码时,是由CNC系统和PMC协调配合共同完成的[3]。

图1 CNC系统、PMC、机床信息流
当CNC系统运行零件加工程序执行到M代码指令时,CNC系统把M指令以其对应的二进代码形式存储在PMC的M代码存储器中,经过延迟固定时间后,再向PMC发出M选通信号MF的F指令。当PMC接收到CNC系统向其发出的M选通信号MF的F指令后,会根据M代码存储器中的二进代码内容设置对应的M指令译码成功,并向机床输出控制信号,使机床相应的强电控制线路动作,实现机床电器元件得电或失电,完成执行机构的动作。在M指令执行结束后,PMC将执行一致性检测指令,检测所有M指令是否都满足执行结束条件。当所有M指令都满足结束条件和M指令选通指令有效时,PMC向CNC系统发出结束FIN信号G指令。在接收到PMC发出的G指令后,CNC系统延迟固定时间后先切断M指令选通信号,然后切断FIN信号,再切断M代码输出信号,M指令执行完毕[3]。
2.2 气动系统执行过程分析
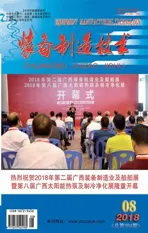
安全防护门开关的执行机构是双作用气缸,利用气缸活塞杆的伸缩动作可以实现防护门的开关。如图2所示,当压缩空气从气缸前气孔进气、从后气孔出气时,气缸活塞杆右移,防护门打开,反之,气缸活塞左移,防护门关闭。
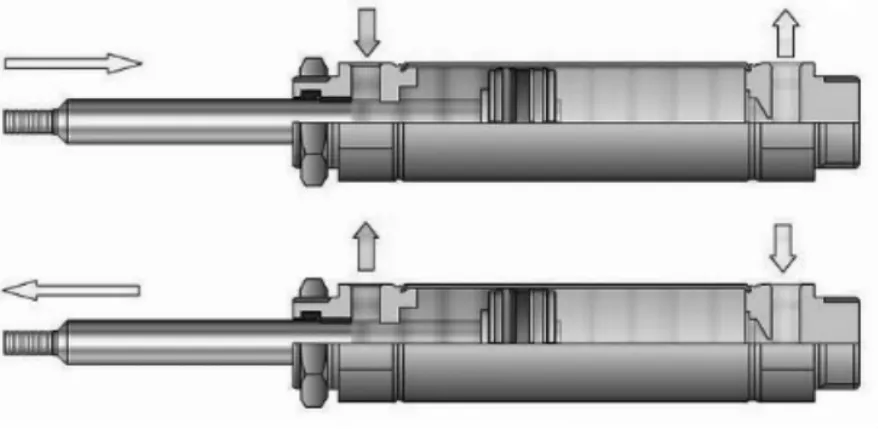
图2 双作用气缸工作原理
控制压缩空气流向的主要依靠气动电磁换向阀。如图3所示,是二位五通电磁换向阀的工作原理图,当换向阀的线圈处于不通电的断电状态时,在弹簧弹力的作用下,先导阀右移封闭孔2与孔3的通道,使孔1与孔2连通进气、孔4与孔5出气。而当换向阀的线圈处于通电状态时,静铁芯产生电磁力使先导阀左移,封闭孔4与孔5的通道,使孔1与孔4连通进气、孔2与孔3连通出气。电磁换向阀的孔2、孔4通过气管分别与气缸的前后孔相连,孔1通过气管与气源相连,孔3、孔5可直接向外排气。由此可见,通过控制二位五通电磁换向的线圈的得失电,可以控制压缩空气的流向,使气缸活塞实现伸缩动作而达到防护门开关门的目的。
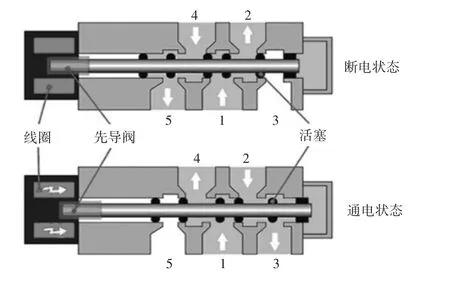
图3 二位五通电磁换向阀工作原理
3 安全防护门自动开关PMC程序设计
根据总体方案设计要求,结合数控机床M指令执行过程的分析,开展安全防护门自动开关的PMC程序设计,表1是自定义PMC执行动作控制I/O信号地址表,表中自定义的地址不能与PMC内设地址重复,避免出现冲突。
表1 自定义PMC执行动作控制I/O信号地址表
依据CNC系统M指令的执行过程和气动系统运行过程分析,结合自定义的PMC程序执行动作控制I/O地址表,设计出数控机床在自动运行方式下的安全防护门自动开关PMC控制程序,如图4所示。
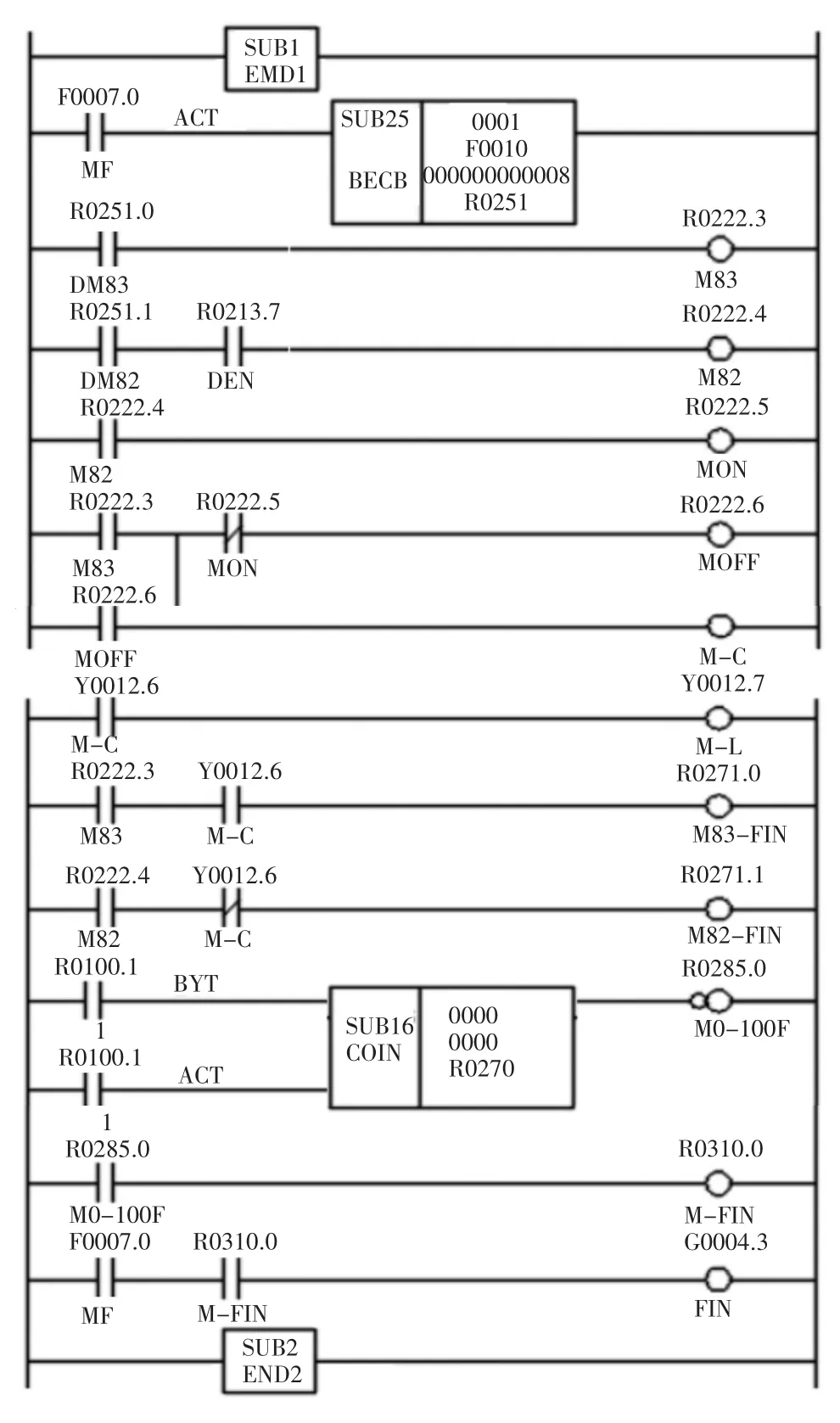
图4 安全防护门自动开关PMC控制程序
当CNC系统执行零件加工程序遇到辅助功能M83(关门)指令时,先把M83指令以与其对应的二进代码形式存储到PMC的M代码寄存器F10中,并经过延迟固定时间后以F指令的形式向PMC发出M指令选通信号MF。当PMC接到M指令选通信号MF的F指令时,会执行二进译码指令DECB,此时F10的内容为二进制M83代码,将使M83译码信号DM83置为1,M83信号R0222.3输出有效即为1[3]。
当M83信号R0222.3输出有效,同时M82信号R0222.4输出无效时,安全防护门关闭信号MOFF有效并自锁,这时PMC向机床输出控制信号M-C使中间继电器KA和接触器KM上电,电磁换向阀动作使安全防护门关闭,同时安全防护门指示灯M-L输出有效即亮[3]。
当正执行M83信号(R0222.3)为1,M-C也为1时,M83-FIN信号输出有效即为1,满足安全防护门关闭M83执行结束条件。这时PMC会执行一致性检测指令COIN,R0270的二进制代码值与COIN设置值作比较,结果不一致,这样M0~M100任一指令都满足这些结束条件,M0~M100F 信号(R0285.0)将为 1,M 指令执行结束条件满足,信号M-FIN输出有效。当MFIN信号为1,同时MF信号也为1时,PMC向CNC发出FIN信号(G4.3)。当CNC接收到FIN指令时,延时固定时间后先切断MF信号,再切断FIN信号,然后切断M83代码输出信号,M83指令执行完毕[3]。
当CNC执行数控加工程序遇到M82(开门)指令时,M82(开门)指令的执行过程与M83(关门)指令的执行过程相同。
4 安全防护门自动开关气动系统设计
安全防护门开启和关闭采用一标准气缸执行,将气缸用螺栓固定于数控机床的固定防护罩上,气缸活塞与防护门用螺栓联接。如图5所示为安全防护门自动开关的气路控制原理,气缸活塞的运动方向通过一个两位五通电磁换向阀控制气路流向来实现,而两位五通电磁换向阀的动作则是由PMC的输出信号进行控制,即当CNC执行数控加工程序至M83时,PMC向电磁换向阀输出得电信号,电磁换向阀的线圈得电,静铁芯产生电磁力,阀芯动作使1、2导通进气,4、5导通排气,气缸活塞左移,防护门关闭;当CNC执行数控加工程序至M82时,PMC向电磁换向阀输出失电信号,电磁换向阀的线圈不通电,静铁芯的电磁力消除,阀芯复位动作使1、4导通进气,2、3导通排气,气缸活塞右移,防护门开启。
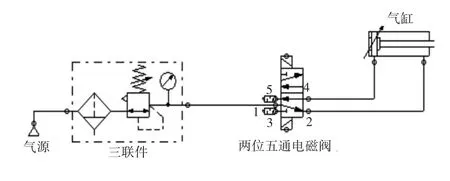
图5 安全防护门气路控制原理
考虑到来自于空气压缩机储气罐内的空气的清洁度、安全防护门自动开关的平稳性,以及电磁换向阀和气缸等气动系统元件活动部位的润滑,在二位五通电磁换向阀与气源之间安装一个包含空气滤清器、减压阀和油雾器在内的气动三联件。
5 安全防护门开关PMC程序机床加载和验证
启动FANUC LADDER-8.0软件,进行系统参数、符号注释、程序等方面的录入并编译,然后在“EXPORT对话框”中选择Memory-card Format File文件类型输出文件,保存到CF卡上。
把存有PMC程序的CF卡插到数控系统的存储卡接口上,启动系统后,设定I/O通道为4,进入PMC维护界面选择“功能”为“读取”、“装置”为“存储卡”后,选执行系统读入CF卡PMC程序。当状态栏显示“正常结束”时,重新设置“功能”为“写”、“装置”为“FLASH ROM”后执行。当再次显示“正常结束”即加载成功。
将PMC与二位五通电磁换向阀、数控机床操作面板F2指示灯连接好,气动系统各气动元件按照图5要求连接好后,重新启动系统,在自动方式下运行含有M83、M82的数控加工程序,安全防护门自动开关正常、运行平稳,达到了设计要求。
6 结束语
随着《中国制造2025》的不断深入,“机器换人”的逐步实施,中小型机械制造企业对现有经济型数控机床进行自动化、智能化升级改造,将会对数控机床辅助功能等逻辑开关指令的要求更高,如利用逻辑开关指令建立起数控机床与气动夹具、数控机床与工业机器人等之间的联系。通过对经济型数控机床安全防护门自动开关的研究,设计了PMC程序和气动系统并实现了防护门的自动开关,系统阐述了PMC程序和气动系统的构成、设计思路以及控制系统的运行过程。这有助于中小型机械制造企业利用PMC程序和气动系统实施“机器换人”提供一定的参考。