黄酒酿造新工艺研究
2018-10-16,
,
(1.浙江工业职业技术学院,浙江 绍兴 312000;2.浙江工业大学,浙江 杭州 310014)
黄酒是以谷物为原料,由霉菌、酵母和细菌等多种微生物及酶共同参与下边糖化边发酵酿制而成的.黄酒发酵的特点是开放式发酵、双边发酵、高浓酿造和低温长时间后发酵.当营养物质耗尽,细胞进入静止期,生长停滞[1],生成高浓度酒精.酿造好黄酒,要利用好有益微生物,抑制有害微生物,做到节能减排,合理利用能源,提高黄酒生产利润.
对黄酒原料流失进行分析,发现部分在浸米这一步骤中从米浆水中流失,部分在生产过程中变成废水、废气和废糟流失.调查企业数据发现,大米黄酒的出酒糟率为20%左右,糯米黄酒的出酒糟率为35%~40%.以目前的技术水平,可以利用淀粉酶、糖化酶、酸性蛋白酶和纤维素酶等酶制剂的反应机理改善黄酒工艺,提高原料利用率,降低出酒糟率[2-3].米浆水中含有丰富的氨基酸和其他有机物质,能提高黄酒中的氨基酸态氮、酯类物质与酒精体积分数[4],因此,将米浆水循环利用或者将米浆水作为部分投料水,不但能减少黄酒企业废水、废渣的排污费用,而且能使黄酒的出酒率有一定的增加.通过研究发酵机理改变黄酒生产工艺配方,让黄酒原料尽可能的高度发酵,从而提高出酒率,降低出糟率,减少排废费用,降低生产成本.从整个黄酒的生产工艺中研究原料的高度发酵,有利于黄酒行业的清洁生产与循环经济.通过不同配方的发酵试验,经过理化检测与感官品评的方法来取得最优配方.
1 材料与方法
1.1 材 料
酸性蛋白酶50 000 U/g,淀粉酶2 000 U/g,糖化酶50 000 U/g,纤维素酶20 000 U/g,张家港市金源生物化工有限公司;大米:市售;酿造用水:绍兴地区自来水;米浆水:大米浸米产生;生麦曲:学生自己生产;安琪酵母(黄酒高活性干酵母):安琪酵母股份有限公司.
1.2 主要仪器
恒温水浴锅,生化培养箱BSP-150,上海博迅仪器厂;pH-3C酸度计,上海精密科学上海雷磁仪器厂;722型分光光度计,上海科晓科学仪器有限公司;FA2004电子天平,上海舜宇恒平科学仪器有限公司;酒精蒸馏装置一套.
1.3 工 艺
1.3.1 工艺流程图
黄酒酿造工艺流程图如图1.

图1 黄酒酿造工艺流程图Fig.1 Yellow wine brewing process flow chart
1.3.2 黄酒酿造操作要点
浸米:按机械化生产实际操作的温度进行浸米试验,浸米时间为48 h,浸米室温15 ℃,水温25 ℃,在25 ℃的培养箱内保温浸米.
称取大米6 kg于小桶中,加水到浸没米10 cm,浸好后分装成6小份,蒸饭.扩大试验:室温下浸米,浸到米用手轻捻一下即能粉碎为止.浸米的目的主要是为了让大米吸水膨胀,容易蒸透.
蒸饭:小试蒸饭,把浸渍过的米用纱布包好,用锅蒸,扩大试验用蒸汽桶蒸,米饭要求颗粒分明,疏松不糊,内无白心生粒,成熟度均匀一致.
1.3.3 投料方案
在黄酒生产中,为了降低生产成本而少用麦曲,往往会导致酶浓度偏低,反应速度降低,为使发酵正常进行,采用添加外援酶制剂的方法来提高酶的浓度.以目前企业生产的配方5作为对照,为减少麦曲用量,按1 g麦曲具有的糖化率、液化率和酸性蛋白酶活力分别是800~1 000,16,26 mg/(g·h)为依据,结合各种酶的性能计算不同酶制剂添加量.得出试验配方的质量比为
配方1m(大米)∶m(水)∶m(淀粉酶)∶m(酸性蛋白酶)∶m(糖化酶)∶m(纤维素酶)∶m(活性干酵母)=1∶1∶0.000 5∶0.000 8∶0.003∶0.000 05∶0.001.
配方2m(大米)∶m(水)∶m(米浆水)∶m(淀粉酶)∶m(酸性蛋白酶)∶m(糖化酶)∶m(纤维素酶)∶m(活性干酵母)=1∶0.7∶0.3∶0.000 5∶0.000 8∶0.003∶0.000 05∶0.001.
配方3m(大米)∶m(水)∶m(生麦曲)∶m(酸性蛋白酶)∶m(纤维素酶)∶m(活性干酵母)=1∶1∶0.15∶0.000 28∶ 0.000 2∶0.001.
配方4m(大米)∶m(水)∶m(米浆水)∶m(生麦曲)∶m(酸性蛋白酶)∶m(纤维素酶)∶m(活性干酵母)=1∶0.7∶0.3∶0.15∶0.000 28∶0.000 2∶0.001.
配方5m(大米)∶m(水)∶m(生麦曲)∶m(活性干酵母)=1∶1∶0.20∶0.001.
配方6m(大米)∶m(水)∶m(米浆水)∶m(生麦曲)∶m(活性干酵母)=1∶0.7∶0.3∶0.20∶0.001.
所有的酶都是没有经过任何处理直接添加.
活性干酵母活化方法:用量为活性干酵母质量25倍的含糖量为2%糖水中加入活性干酵母,经35~38 ℃活化15~30 min,产生气泡1~2 min即可使用.
1.3.4 过程工艺
投料时,将浸米2 d的米浆水煮沸后冷却[5],用米浆水替代30%投料水投料[6],以减少清水用量,并保持总用水量不变.投料时醪液温度控制在26~27 ℃.发酵时头耙最高温度为30 ℃[7],4 h后开耙,5 d后降温到15 ℃左右进入后发酵期.发酵时间设为20 d.
1.3.5 糖度的测定方法
见参考文献[8].
1.3.6 酒精体积分数测定方法
见参考文献[8].
1.3.7 酸度与氨基酸态氮的测定方法
见参考文献[8].
2 结果与讨论
黄酒是享用性饮料,不但理化指标要符合要求,感官指标也不能忽视.因此优质的黄酒理化与感官两者都应兼顾.
2.1 不同配方发酵20 d的发酵醪的感官品质
20 d的发酵醪在国家级黄酒评委的品尝下得出如下结论,结果见表1.
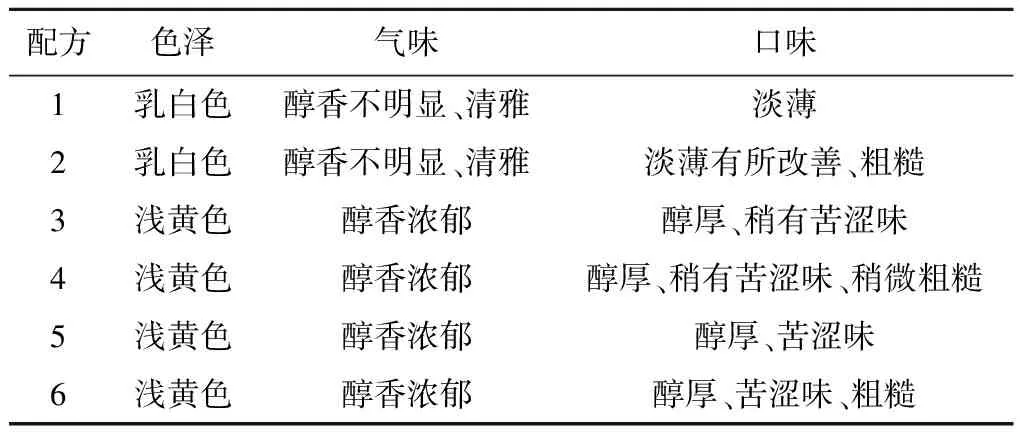
表1 不同配方发酵20 d的感官品质Table 1 Sensory quality of different formulations during 20-day
由表1可知:20 d的发酵醪液,配方1与2的口味相对单薄,醇香不明显.配方3,4,5,6口味醇厚,醇香浓郁,但麦曲配比高的配方5、配方6苦涩味重.可以看出黄酒中的苦涩味主要来源是麦曲.加入米浆水的配方2,4,6与不加米浆水的配方1,3,5相比口味相对粗糙.按黄酒国标GB/T 13662—2008的感官要求来判定.对于半干型黄酒的感官标准来定性,要突出醇厚、鲜爽,6个配方从优到劣的顺序是:配方3>配方4>配方5>配方6>配方1>配方2.
2.2 不同配方不同发酵天数理化指标结果分析
对不同配方发酵7,15,20 d的酒精变化图、糖度变化图、酸度变化图和氨基酸态氮的变化图进行分析讨论.
从图2分析可知,添加30%米浆水的2,4,6配方与未添加米浆水的1,3,5配方相比,添加米浆水的配方产生的酒精体积分数都稍微比未添加米浆水的高,这说明米浆水内含有一定量的淀粉等物质,在发酵时可以被酵母利用.反应机理是淀粉在淀粉酶作用将淀粉转化为糊精和可发酵性糖,可发酵性糖在酵母菌厌氧发酵条件下产生酒精.化学反应式为



图2 不同配方发酵过程中酒精体积分数的变化Fig.2 Changes of alcohol content in fermentation process of different formulas
从图2可知,单纯酶制剂的配方1,2与配方3,4,5,6相比,7 d生成的酒精含量高,15,20 d的酒精含量升高但幅度不大,说明酶制剂能缩短发酵时间.有麦曲的配方,起初发酵慢些,后期具有持久性.加入酸性蛋白酶与纤维素酶配方3,4与不加酸性蛋白酶与纤维素酶的配方5,6相比,配方3,4的酒精体积分数高于配方5,6,这说明适量的酸性蛋白酶与纤维素酶能提高发酵醪的酒精体积分数.配方4比配方6出酒率高2%左右.仅从发酵醪的酒精体积分数考虑,前3个配方从优到劣的顺序是:配方4>配方6>配方3.
黄酒中甜味物质主要来自原料中的淀粉经糖化发酵及酵母酒精发酵后残留下来的糖分,主要是葡萄糖、麦芽糖、异麦芽糖panose糖、异麦芽丙糖、Telore、低聚糖和戊糖等,其中葡萄糖占总糖量的50%~70%.在糖化过程中,部分葡萄糖苷在霉菌分泌的葡萄糖苷转移酶作用下,重新结合形成难发酵或不发酵的异麦芽糖、麦芽三糖和潘糖等低聚糖.这些糖类是黄酒甘甜味的重要来源,也协调了黄酒的酒体.
从图3可知:不加麦曲时,配方1与2相比较,添加米浆水能促进糖化,配方2的糖度一直高于配方1.原因可能是加入米浆水后增加了醪液的酸度,降低了醪液pH,有利于提高糖化酶和淀粉酶的活性,尤其是糖化酶的活性,因为大部分酶的活力受环境pH的影响,在一定的pH下反应.酶活力最大时的pH通常称为酶的最适pH.黄酒用糖化酶最适pH为4.6.由于配方1与2没有加入麦曲,就没有霉菌分泌的葡萄糖苷转移酶,酶系较单一,使酒体显得淡薄.这与20 d的感官品质分析一致.
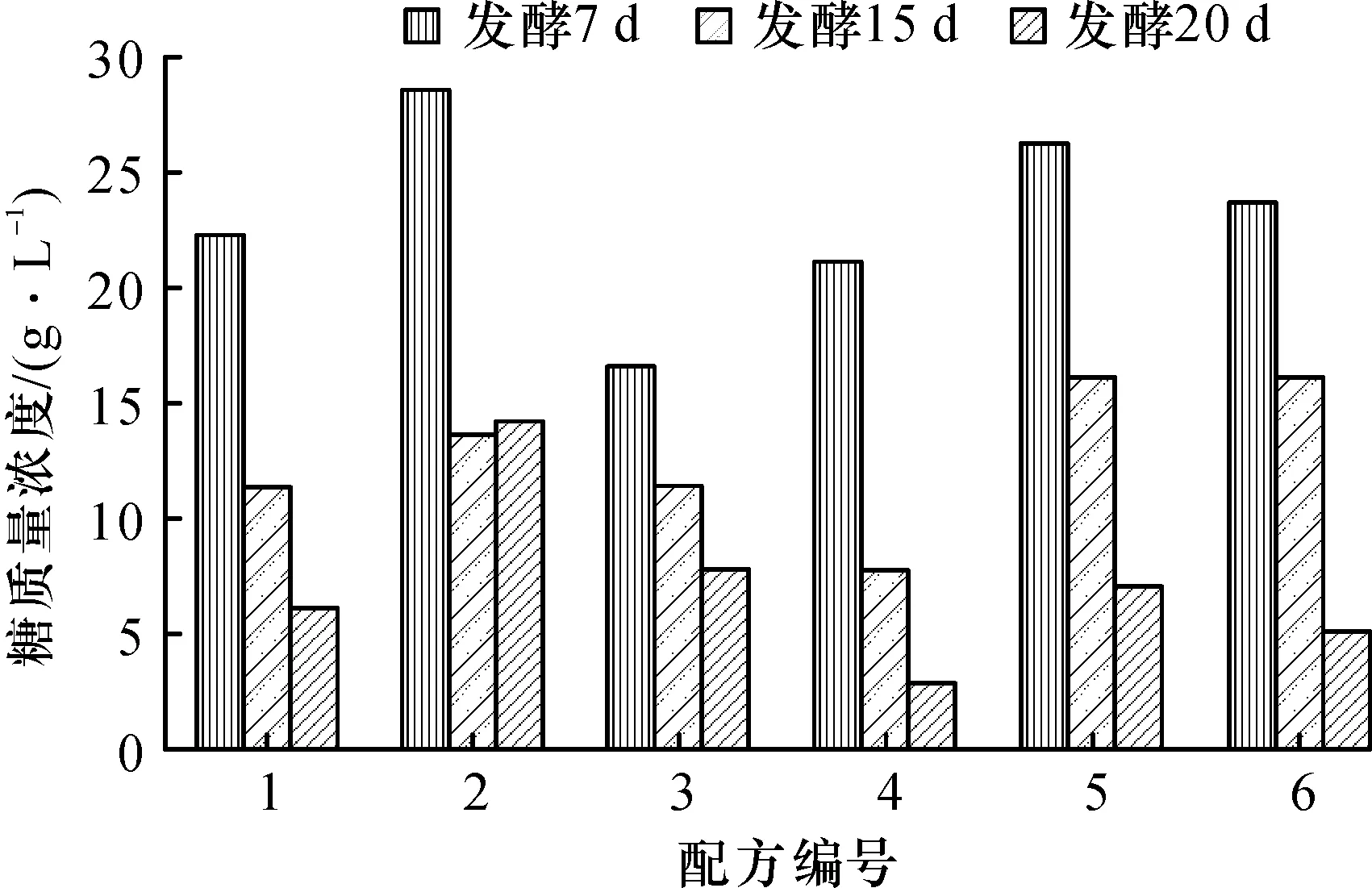
图3 不同配方发酵过程中糖质量浓度的变化Fig.3 Changes of sugar in fermentation process of different formula
加麦曲、不加米浆水时,配方3与配方5相比,配方3能缩短糖度下降的时间,从这一现象中可知纤维素酶与酸性蛋白酶能缩短发酵时间.
有麦曲存在的条件下,配方5与6相比,配方6的20 d的糖度总体低些;配方3与配方4相比,配方4的20 d的糖度总体也低一些.这也说明米浆水中的游离氨基酸及短肽都可通过细胞膜直接吸收,这种吸收行为必然促进酵母菌和霉菌生长[9],使酵母菌最终利用糖度的能力强,发酵能力强,原料利用率高,与图2酒精变化图相对应.前3个配方优到劣的顺序是:配方4>配方6>配方3.
黄酒醪中的有机酸很多,产生的途径也很多.主要来自黄酒酿造过程中微生物代谢,其次来自原料、麦曲和浆水.大多数有机酸是由细菌生成的,酵母菌在产酒精时,会产生很多有机酸,酒曲中的根霉等霉菌也产生有机酸.黄酒中大部分乳酸由乳酸杆菌产生,其次是麦曲中的根霉和毛霉.乙酸主要是醋杆菌属和葡萄糖杆菌属在黄酒酿造过程中代谢产生.它们产生的主要途径为
1) 异型乳酸发酵,经HMP途径,其产物因菌种而异,除生成乳酸外,还同时生成乙酸、酒精、甘露醇等成分.
2) 同型乳酸发酵经EMP途径,生成为乳酸,即

3) 酵母菌厌氧发酵,把2分子葡萄糖转变成酒精、乙酸、甘油与二氧化碳,即

4) 乙酸菌将酒精氧化为乙酸与水,即
5) 糖经发酵生成乙醛,再经歧化作用生成乙酸与酒精.
从图4可知:单纯使用酶制剂的配方1与2相比,7 d的醪液配方2比配方1的酸度低,这有可能是配方2中加入米浆水对部分酶制剂与生酸菌有一定的抑制作用,起初起到以酸制酸的作用,后来随着发酵的进行,对发酵环境慢慢适应,使酸度慢慢上升,最后两者逐渐接近.
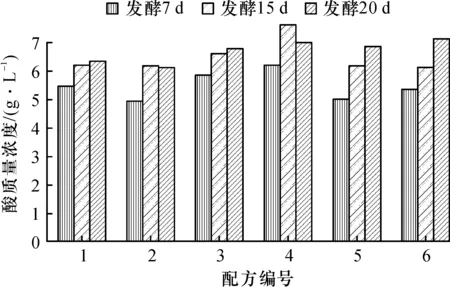
图4 不同配方发酵过程酸质量浓度的变化Fig.4 The change of acidity in fermentation process of different formulas
配方3,5相比可知,配方3发酵7 d的酸度明显高于配方5,但到20 d时两者的酸度相对接近了,这说明加入纤维素酶与酸性蛋白酶的配方3,初始发酵时,氨基酸态氮含量丰富,使发酵醪液氮源多,这不但利于酵母菌的生长,也有利于其他生酸菌的生长.所以7 d天的酸度,配方3明显高于配方5.从图中也可看出,只要控制好发酵的温度,后期会缩小差距.如果发酵温度控制不好,就容易使配方3的醪液酸败.配方4与配方3相比,发酵7 d的酸度更高,这主要是加了米浆水使醪液本身的原始酸度增高的缘故,但到了后期两者酸度慢慢接近.从6个配方酸度的发酵规律中可知,配方1与2使用单纯酶制剂发酵的酸度相对低些,加麦曲与加部分酶制剂的酸度相对高一些,但是也没有超过黄酒国标规定.这表明在正常发酵的情况下,仅从酸度单方面考虑这些配方都是可行的.
黄酒中氨基酸含量十分丰富,是饮料酒中氨基酸含量最高的酒种,氨基酸的来源有三方面:一是黄酒原料中的大米与小麦中的蛋白质在麦曲的制作过程中受酶的作用部分分解成氨基酸;二是来自酵母和霉菌等微生物的自溶(也是蛋白质分解);三是黄酒糖化过程中也产生氨基酸.蛋白质在酶的作用下,可水解成各种氨基酸.黄酒中的氨基酸分中性氨基酸、碱性氨基酸和酸性氨基酸,其中大部份是中性氨基酸.精氨酸、赖氨酸、组氨酸是碱性氨基酸.酸性氨基酸是谷氨酸和天冬氨基酸.氨基酸是黄酒酵母生长和繁殖所必需的营养氮源.
从图5中可知:米浆水的添加量对总糖和氨基酸态氮的影响有点大,尤其是对氨基酸含量的提高有很大帮助.这主要是由于米浆水中氨基酸的含量较高,因为添加米浆水后,发酵醪的发酵起始氨基酸含量高,这有利于酵母菌、霉菌等微生物的生长繁殖,原料利用率高,最终促进了15,20 d发酵醪中的酒精体积分数含量也相应提升[10].从配方3与配方5相比可知,加入纤维素酶与酸性蛋白酶的确能提高发酵醪中的氨基酸态氮的含量0.08左右.从氨基酸态氮的指标是看出配方3与配方4是相对合适的配方.

图5 不同配方发酵过程氨基酸态氮的变化 Fig.5 FAN in fermentation process of different formula
3 结 论
黄酒发酵是开放式双边发酵——边糖化边发酵.从实验研究中可知,综合6个配方的感官品质与理化指标分析,不加麦曲仅使用单纯的酶制剂生产的黄酒酒精体积分数相对低些,低于18%,原料的利用率不高,酒体也相对淡薄,需要进一步探究各种酶的活性来提升品质[11],因此排除配方1与2.如果不考虑米浆水中的有害成份,配方4是最合适的,如果考虑米浆水中的有害成份,配方3是合理的,即m(大米)∶m(水)∶m(生麦曲)∶m(酸性蛋白酶)∶m(纤维素酶)∶m(活性干酵母)=1∶1∶0.15∶0.000 28∶0.000 2∶0.001.不考虑米浆水中的有害成分,理论上配方4最合适.多次试验表明,只要控制发酵温度在30 ℃左右,发酵都会正常进行,没有酸败的风险.用活性干酵母代替企业自己生产的酒母可以节约成本,加入酸性蛋白酶与纤维素酶能提高4%左右的出酒率,因此,从企业角度讲,回用黄酒米浆水能做到节能减排.米浆水的利用可以减少投料用水30%,节约水资源,减少排污费与自来水费,提高出酒率,降低出糟率.从小的层面上为企业增加效益,从大层面上,减少废物排放符合国家节能减排、绿色环保的主题.
