基于Moldflow的玻纤增强聚醚醚酮支撑架模流分析
2018-10-16丁浩亮王树浩彭伟斌
丁浩亮, 王树浩, 严 波, 彭伟斌
(1. 航天材料及工艺研究所, 北京 100076; 2. 火箭军驻211厂军代室, 北京 100076;3. 上海交通大学 材料科学与工程学院, 上海 200030;4. 北京宇航系统工程研究所, 北京 100076)
0 前言
支撑架作为某航天器燃料贮箱表面搭载传感器元器件的重要支撑零件,需满足低温绝热、高强抗振等应用需求。玻纤增强聚醚醚酮(GF/PEEK)材料因其具有的质轻、强度高和绝热耐热性好等优点,经注塑加工成型的该支撑架已在航天领域得以推广应用。
注射模具是成型该支撑架的重要的工艺装备。传统的模具的设计方法主要是设计者基于有限的经验和相对简单的计算公式进行制品模具设计及其工艺的开发[1]。但是GF/PEEK材料熔体流动困难,支撑架注射模具结构较为复杂,加之制品注射温度高(约380 ℃),冷却收缩变形较大,因而仅凭经验和尝试很难把控制品质量,并且需反复试模、修模和调试注塑工艺参数,研制效率很低。目前,塑料注塑成型常常采用模流分析软件进行模具设计与工艺优化,既可缩短研制周期,也能提升制品质量[2-7]。
本文利用Moldflow分析软件对支撑架注射模具设计的充模、冷却、收缩及翘曲变形等进行分析,结合分析结果,提出了成型的注塑工艺参数,为最终制品的成型提供了重要依据。支撑架已成功应用于某航天器燃料贮箱中并通过了飞行考核验证,获得了良好的应用效果。
1 支撑架结构特征分析
采用CATIA三维制图软件设计的支撑架结构,如图1所示。
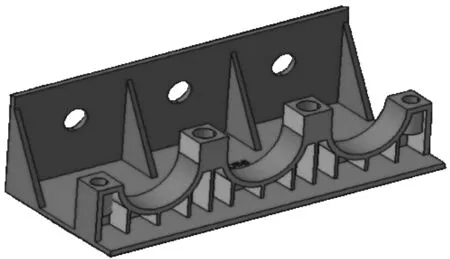
图1 支撑架结构
支撑架结构壁厚为3 mm,3个半圆部位的顶端需镶嵌4个规格为M8的金属螺纹嵌件。该半圆部位的底部为保证整体结构的壁厚均匀,进行了局部减薄处理。通孔所在后壁板设计了4个三角形肋筋进而实现补强。支撑架选用GF/PEEK材料成型,注塑后该制品不允许出现缺料、收缩坑及变形等缺陷,通孔及螺纹孔的间距尺寸为安装配合尺寸。
2 网格划分与材料加工特性
将支撑架的三维模型导入Moldflow分析软件中进行分析。划分网格是进行准确分析的前提,划分的四面体网格共722 370个,节点数共136 156个,网格划分如图2所示。
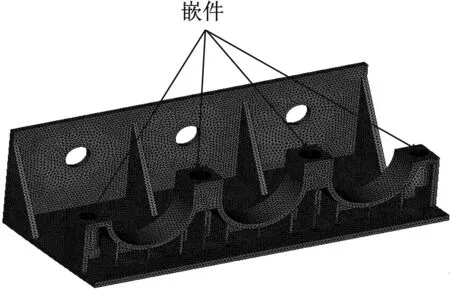
图2 支撑架的网格划分
玻纤增强聚醚醚酮(GF/PEEK)尚无真实的材料模型可供调用,本文选用Moldflow分析软件中自带的PEEK材料模型(Thermocomp LF-1002 EM,SABIC Innovative Plastics US, LLC)。该材料推荐使用的加工特性参数见表1,材料的黏度-剪切速率变化曲线和材料的PVT(压力-体积-温度)关系曲线如图3所示。
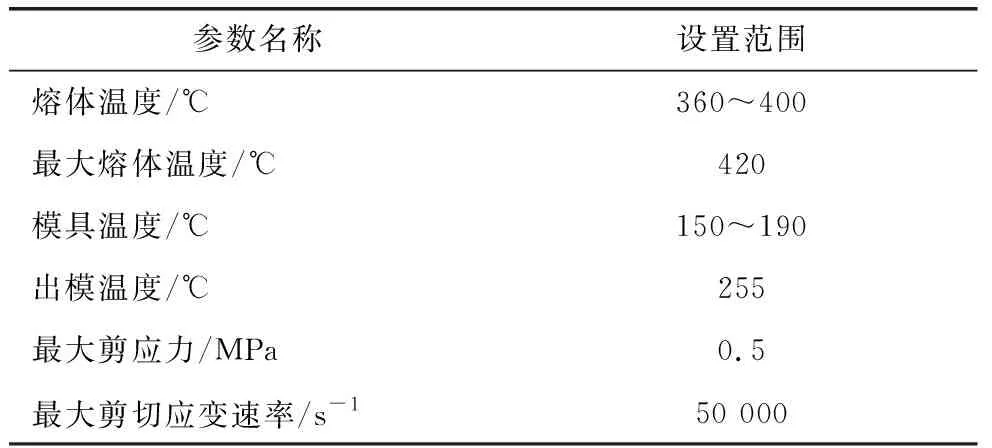
表1 材料推荐使用的加工特性参数
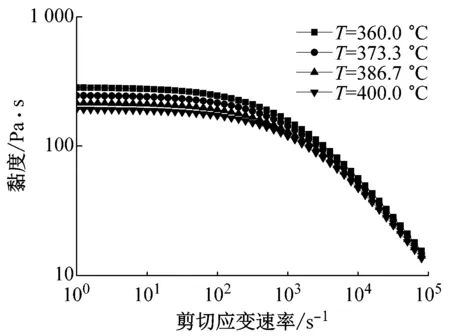
(a) 黏度-剪切速率曲线
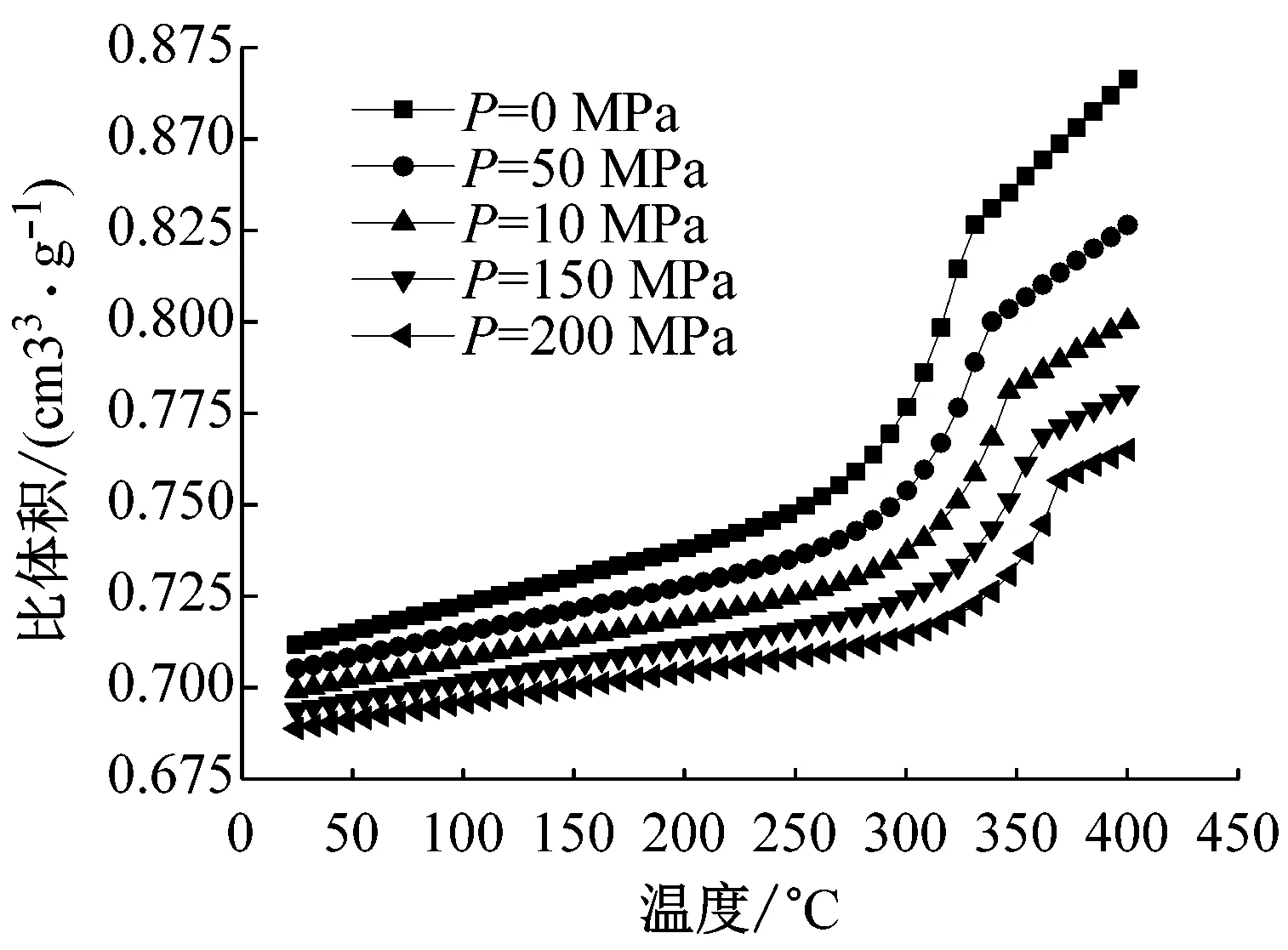
(b) PVT关系曲线
参考材料加工特性,模流分析时设置熔体温度为380 ℃,模具温度为170 ℃,注塑成型周期为80 s。
3 支撑架模流分析结果
本文对支撑架的填充时间、流动前沿温度、V/P转换压力、注塑位置处压力、体积收缩率、翘曲变形及冷却效率进行了模流分析,分析结果如图4~图11所示。
3.1 填充时间分析
填充过程用于模拟注塑的全过程,预测塑料熔体在模具型腔中的填充流动行为。其中,填充时间是压力、温度、速度、浇口、排气、材料性质等多种因素结合后得到的输出结果,最佳的填充时间是注塑熔体尚未凝固而允许最长的充满型腔的时间。由图4可知,支撑架的填充时间为1.032 s,这表明材料可实现在模具型腔中的流动,并且填充行较为合理。
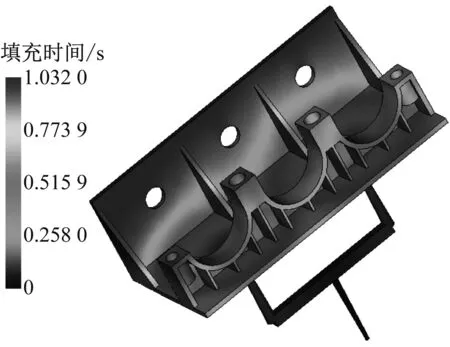
图4 支撑架填充时间
3.2 流动前沿温度分析
流动前沿温度是塑料熔体填充到某位置时的熔体温度。熔体在流动过程中,由于热量的散失,熔体温度一般会随着填充过程降低。如图5所示,流动前沿温度应在推荐的成型温度范围内(360 ~ 400 ℃),不应超过420 ℃,否则熔体会过热、降解。而当流动前沿温度低于360 ℃时,熔体流动性变差甚至固化,流动前沿的熔体融合差,产生熔接线,降低局部物理力学性能。

图5 支撑架流动前沿温度
3.3 V/P转换压力分析
V/P转换压力是观察注塑制品压力分布是否平衡的有效工具,它是指注塑填充过程中当型腔快要充满时,螺杆的运动从流动速率控制转换到压力控制,这个转化点称为保压切换控制点,即V/P转换点。如图6所示,支撑架的填充量为98.7%,在0.96 s时支撑架填充值98.7%时切换,V/P压力为90.83 MPa。
3.4 注塑位置处压力分析
注塑位置处的压力随时间的变化情况,可为注塑机的选择提供参考,做出XY图对支撑架的分析尤为重要。由图7可知,开始注塑时的压力是持续增加的,最大的压力为91.20 MPa,注塑后期压力保持不变,说明制品已达到很好的平衡充模。

图6 支撑架V/P转换压力
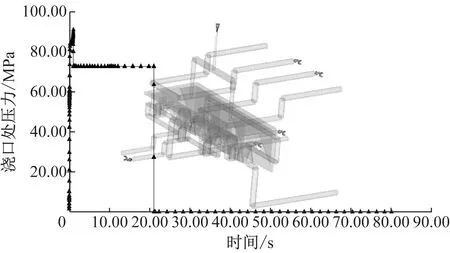
图7 支撑架注射压力随时间的变化
3.5 体积收缩率分析
塑料熔体自熔融充满型腔至冷却凝固,制品会出现体积收缩的现象,这需要分析体积收缩率的大小。由图8可知,制品顶出时支撑架体积收缩较大的部位出现在螺纹嵌件置入孔和后壁板芯部。
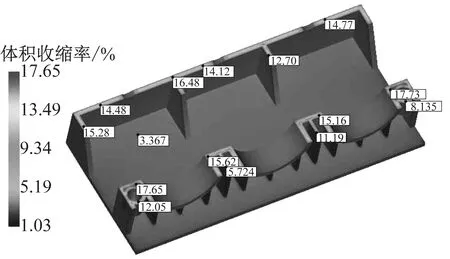
图8 支撑架体积收缩率
制品收缩较大,其主要原因在于结构壁厚不均匀。另外,模流分析所采用的PEEK材料模型为纯PEEK树脂,并未填充玻璃纤维;实际上支撑架所采用的GF/PEEK因其含有一定的玻璃纤维而对体积收缩产生有效的抑制,所以实际中的体积收缩不会如模流分析结果那样明显。可采取的措施是调整壁厚结构、优化保压过程,有效削弱收缩产生的不利影响。
3.6 翘曲变形分析
翘曲变形是一种常见的缺陷,它是塑料制品的形状偏离模具型腔的形状所规定的范围。翘曲变形程度是评价制品质量的重要指标之一。翘曲变形分析可模拟注塑成型过程,并对成型结果进行预测。由图9所示,支撑架的翘曲变形最大尺寸为2.132 mm,其中制品半圆形部位变形较为显著。其原因是半圆形部位为非稳定结构,并且存在较大的收缩内应力,导致制品出现不均匀收缩。
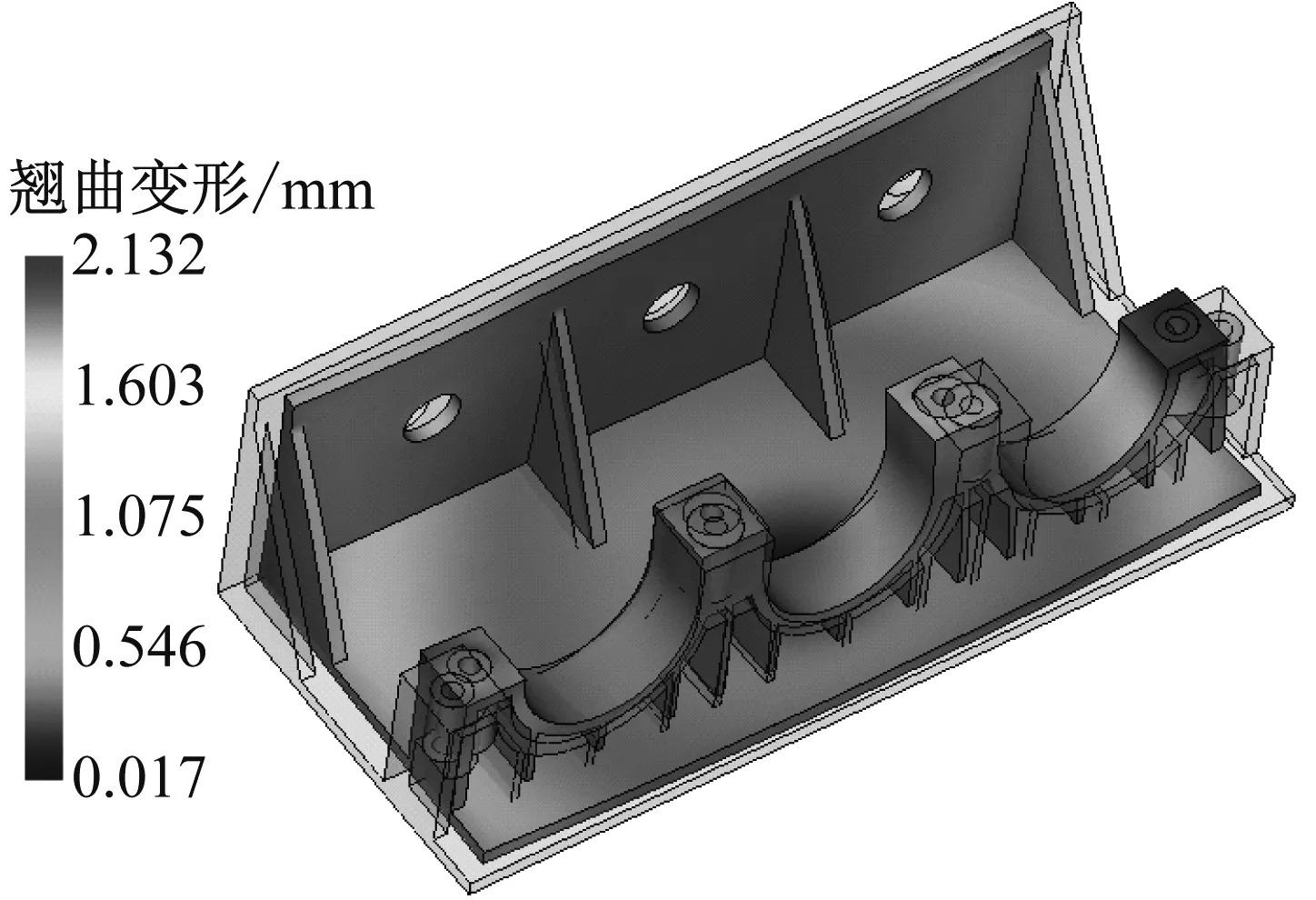
图9 支撑架翘曲变形
3.7 冷却效率分析
冷却分析是用来模拟塑料熔体在模具内的热量传递情况,从而判断制品冷却效果,缩短制品成型周期,提高生产效率及制品质量。由图10、图11可知,冷却液温度分布较为均匀,制品的冷却可实现同步,可有效提升制品质量。
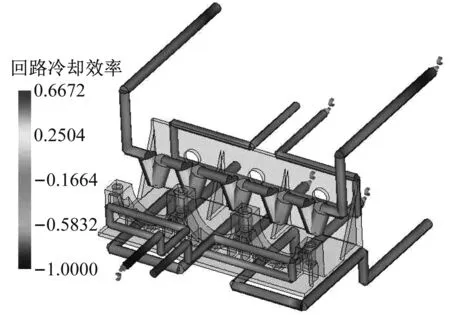
图10 冷却效率分析
4 支撑架注塑工艺参数优化
由模流分析结果发现,支撑架的体积收缩和翘曲变形较为显著,进而影响制品的成型质量。通过修改工艺参数(如注射时间、熔体温度、V/P转换条件、保压压力、保压时间、冷却温度、冷却时间、注塑周期)中的一个参数,如保压压力或者保压时间,其他工艺参数不变,由图7可知,可得翘曲随保压压力或保压时间的变化,设置的保压压力为73 MPa,仅为最大注射压力91.20 MPa的80%。设置保压压力在73 MPa、90 MPa、120 MPa下,观察翘曲变形随保压压力的变化情况,如图12所示。在保压压力为90 MPa下,设置保压时间为15 s、20 s、25 s,翘曲变形随保压时间的变化情况如图13所示。
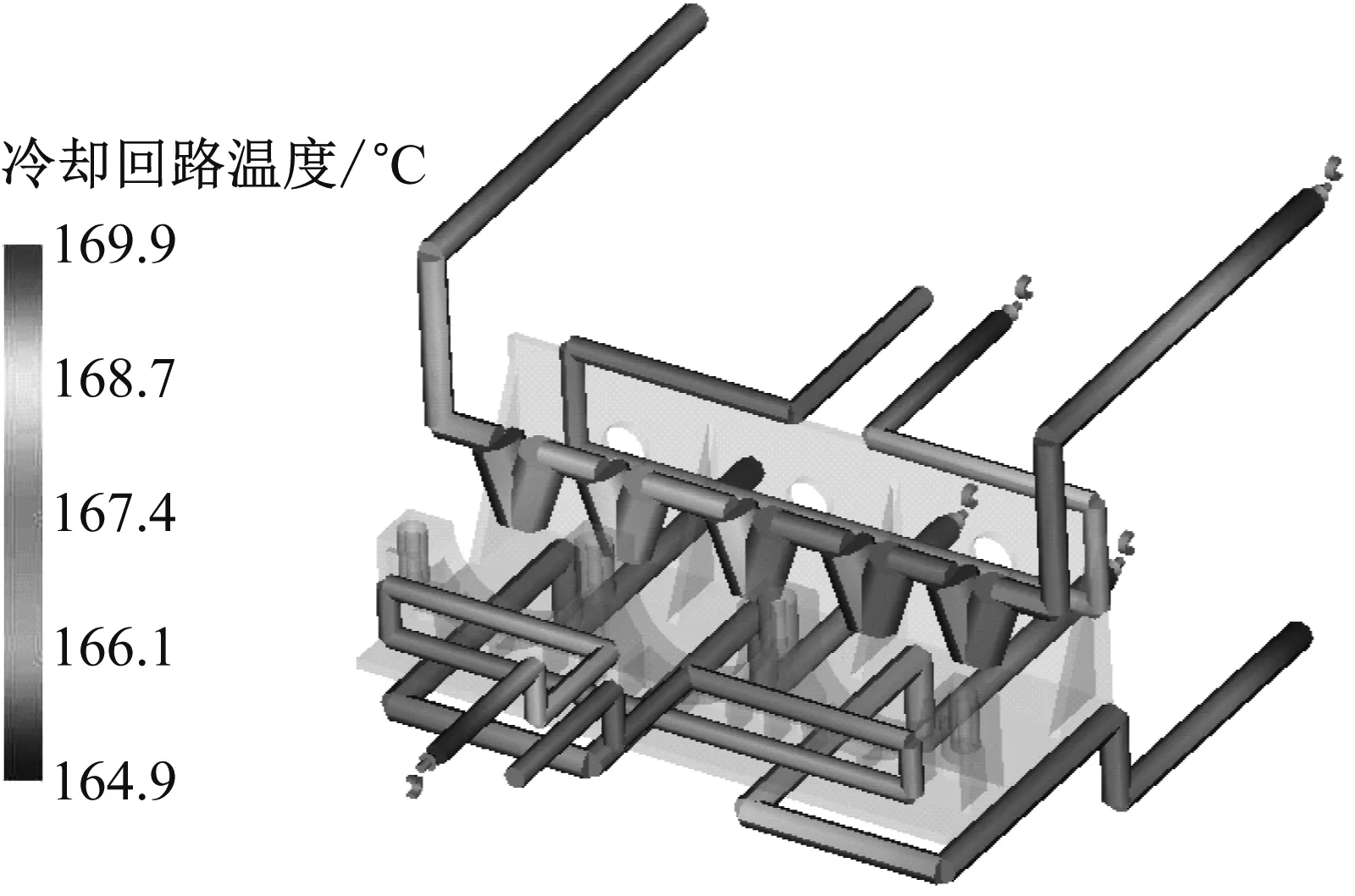
图11 冷却回路温度
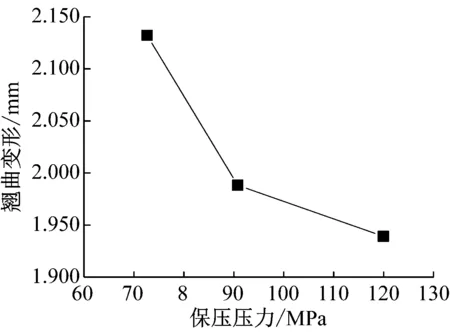
图12 翘曲变形随保压压力的变化
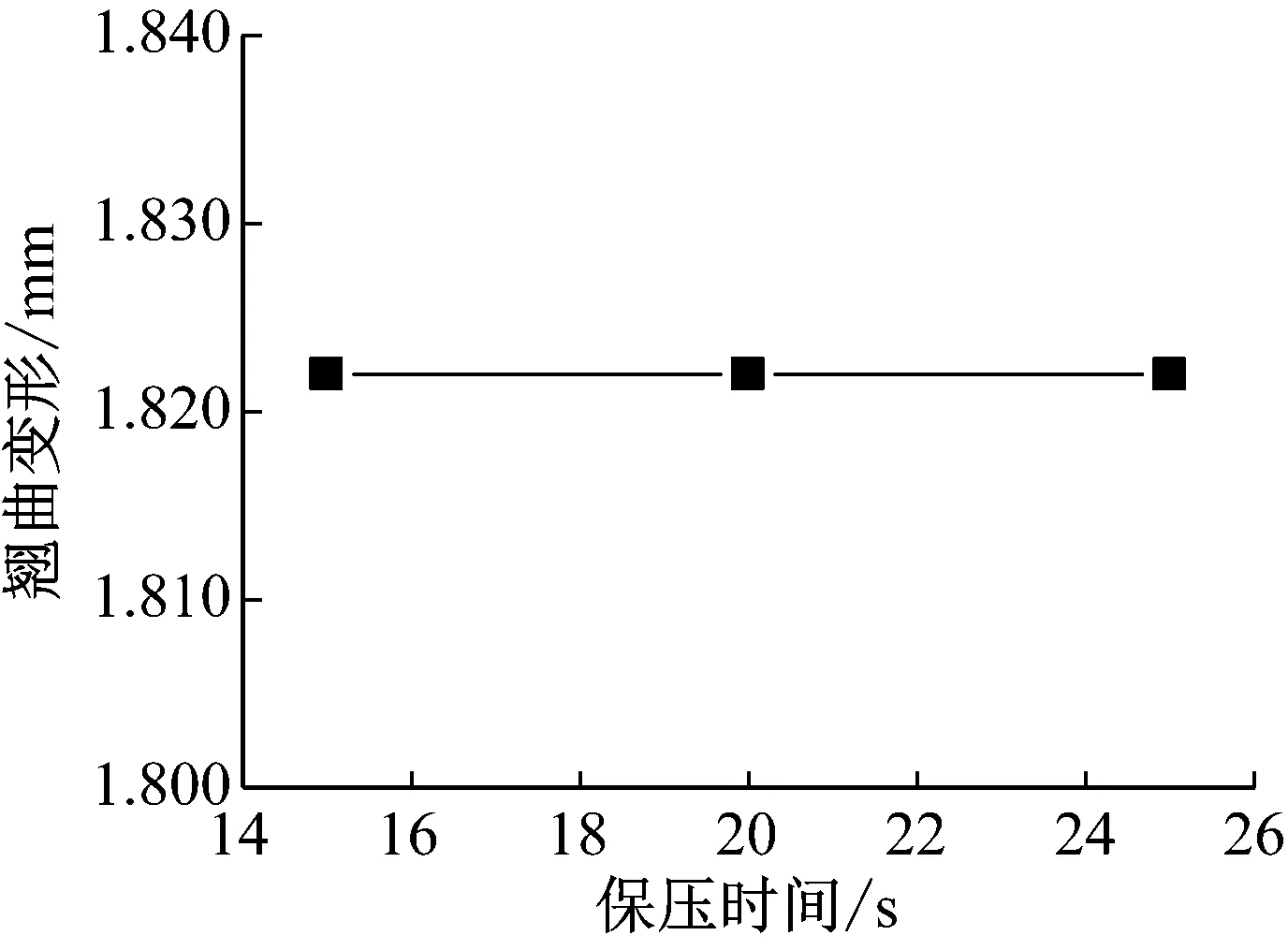
图13 翘曲变形随保压时间的变化
由图12可知:随着保压压力的升高,翘曲变形显著降低;当保压压力升高至90 MPa时,翘曲变形由2.132 mm降低至1.984 mm;再进一步提升保压压力,翘曲变形下降减缓且对注塑机损伤较大。由图13可知,随着保压时间的延长,翘曲变形变化不明显。通过模流分析结果与实际注塑结果的对比,发现注塑工艺参数对实际注塑结果和模流分析结果的影响趋势基本一致。考虑到模流分析发现保压压力对翘曲有显著影响,在实际的注塑工艺中重点调控保压压力,提出了支撑架的注塑工艺参数,见表2。在模流分析结果与实际注塑结果对比中,发现实际注塑时的最大注射压力(97 MPa)与模流分析得到最大注射压力(91.20 MPa)存在一定差异,同时实际注塑结果表明,保压压力提高到90 MPa以上,支撑架的翘曲没有继续明显变小,并且较高的保压压力对注塑机不利,因此实际注塑工艺中选择保压压力为90 MPa。
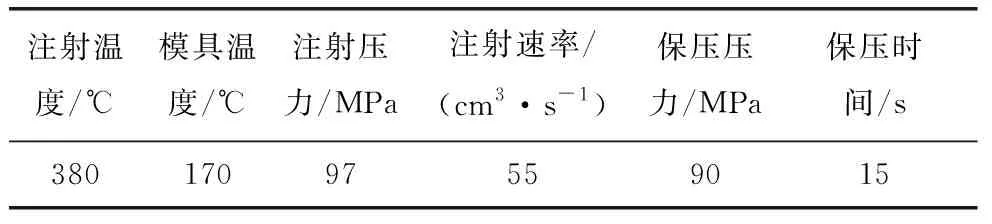
表2 支撑架注塑工艺参数
采用GF/PEEK材料及上述注塑工艺参数成型的支撑架实物如图14所示,该支撑架已成功应用于某航天器燃料贮箱中并通过了飞行考核验证,获得了良好的应用效果。

图14 支撑架实物
5 结论
本文采用Moldflow分析软件中对某航天器支撑架进行了模流分析,重点对GF/PEEK材料熔体在注射模具模型腔内的充模、冷却、收缩及翘曲变形等进行了模拟,基于分析结果提出了成型的注塑工艺参数,最终成型了支撑架制品,可得出以下结论。
(1) 填充时间表明熔体填充行为较为合理,流动前沿温度分布在合理范围内。
(2) 分析得出的V/P转换压力为90.83 MPa,最大注射压力为91.20 MPa。
(3) 体积收缩较大的部位位于螺纹嵌件置入孔和后壁板芯部,其原因是壁厚不均匀;位于制品半圆形部位的翘曲变形较为显著,其原因是半圆形部位为非稳定结构,加之较大的收缩内应力导致制品出现不均匀收缩。
(4) 冷却液温度分布较为均匀,制品冷却可实现同步。
(5) 分析采用的PEEK材料模型为纯PEEK树脂,并未填充玻璃纤维,而实际上支撑架所采用的GF/PEEK因其含有一定的玻璃纤维而对体积收缩产生有效的抑制,因而实际中的体积收缩不会如模流分析结果那样明显。采取调整壁厚结构、优化保压过程的措施,有效削弱收缩产生的不利影响。
(6) 保压压力的提升可有效降低翘曲变形,而保压时间改变对翘曲变形作用不明显,因而选定保压压力为90 MPa,保压时间为15 s。
(7) 采用优化的工艺参数成型的支撑架,成功应用于某航天器燃料贮箱中并通过了飞行考核。