固相法合成骨质瓷用骨灰*
2018-10-16王传胜张慧娟许行强
王传胜 张慧娟 黄 骏 许行强 张 敏
(江苏拜富科技有限公司 江苏 宜兴 214221)
前言
骨质瓷是目前日用陶瓷市场上较高档次的瓷器,与其它材料烧制的瓷器相比其具有质地细腻、晶莹洁白、透明度好、致密轻盈等优点,深受国内外消费者的喜爱。生产骨质瓷的主要原料是动物的骨灰,一般骨灰的用量占到了50%,在坯料中起主导作用,所以高质量的骨灰是决定骨质瓷品质的重要因素。由于传统的动物骨灰的加工过程比较简单粗糙,使得骨灰质量受到很大影响,而且随着骨质瓷器的工业化生产,对骨灰的需求量也日益增大。
固相法合成骨灰就是利用化工方法将化工原料或矿物原料通过一定方法制作成一种可以替代动物骨灰的合成骨灰,这种合成骨灰应具有和动物骨灰相同的化学组成,甚至含有的羟基磷酸钙成分比动物骨灰更高。
1 实验内容
1.1 实验化学原理
通过查阅相关资料,实验中采用磷酸氢钙和碳酸钙作为主要原料,在一定温度条件下直接煅烧合成,可得到白色粉末状合成骨灰样品。
合成所依据的化学反应方程式为:

1.2 实验所用主要仪器设备
实验所用主要仪器见表1。

表1 实验所用主要仪器设备
1.3 实验所用主要原料
实验所用主要原料为:磷酸氢钙、碳酸钙、长石、石英、高岭土等。
1.4 实验工艺流程
磷酸氢钙+碳酸钙→煅烧合成骨灰→配入骨质瓷配方→球磨→成形→煅烧成骨质瓷样品。
1.5 合成骨灰的制备
按照表2给出的原料比例将磷酸氢钙和碳酸钙配制后放入球磨机中,球磨30 min,得到7组样品。将7组样品在选定的温度下煅烧,所选取的温度分别为950 ℃、1 000 ℃、1 050 ℃、1 100 ℃、1 150 ℃,烧成制度为升温时间6 h、保温时间3 h,样品自然冷却,得到合成骨灰样品。

表2 碳酸钙与磷酸氢钙的质量比
1.6 骨质瓷样品的烧制
按给定的骨质瓷配比将合成骨灰与其它原料混合(按m(料)∶m(球)∶m(水)为1∶3∶1.2),球磨30 min,球磨成泥浆,后制成直径为55 mm、厚度为6 mm的圆饼状坯体,烘干后于高温炉中于1 180 ℃下烧制,烧成制度为升温时间6 h、保温时间2 h,冷却后得到不同的骨质瓷样品。
2 实验结果分析与讨论
2.1 不同温度下合成骨灰的煅烧情况
不同原料配比在不同温度下煅烧后各个样品的颜色状态见表3。

表3 不同原料配比在不同温度下煅烧后各个样品的颜色状态
2.2 合成骨灰pH值的测定
用广泛pH试纸和精密pH试纸测定不同配比在不同温度下煅烧后各个样品水溶液的pH值。从图1可以看出,当碳酸钙与磷酸氢钙的质量比为1∶2.5(样品4号)、1∶3(样品5号)、1∶3.5(样品6号)、1∶4(样品7号)时,样品水溶液的pH值均小于9,说明这些样品基本处于弱碱性和中性的范围,与天然骨灰的酸碱性基本一致。

图1 不同温度、不同配比对样品pH值的影响
2.3 骨质瓷样品的吸水率测试
骨质瓷样品的吸水率测试结果如表4所示。
从表4中吸水率的大小可以看出,在950 ℃、1 000 ℃的煅烧温度下,7组不同配比的样品坯体并未成瓷,产生这个现象的原因可能是:
1)合成骨灰煅烧不完全,未能产生足够的羟基磷酸钙相;
2)烧制骨质瓷温度不够,未能使样品瓷化。当然在其中有些样品吸水率较好,如在1 050 ℃下的4号到7号样品都为较低的吸水率,说明坯体已成瓷。
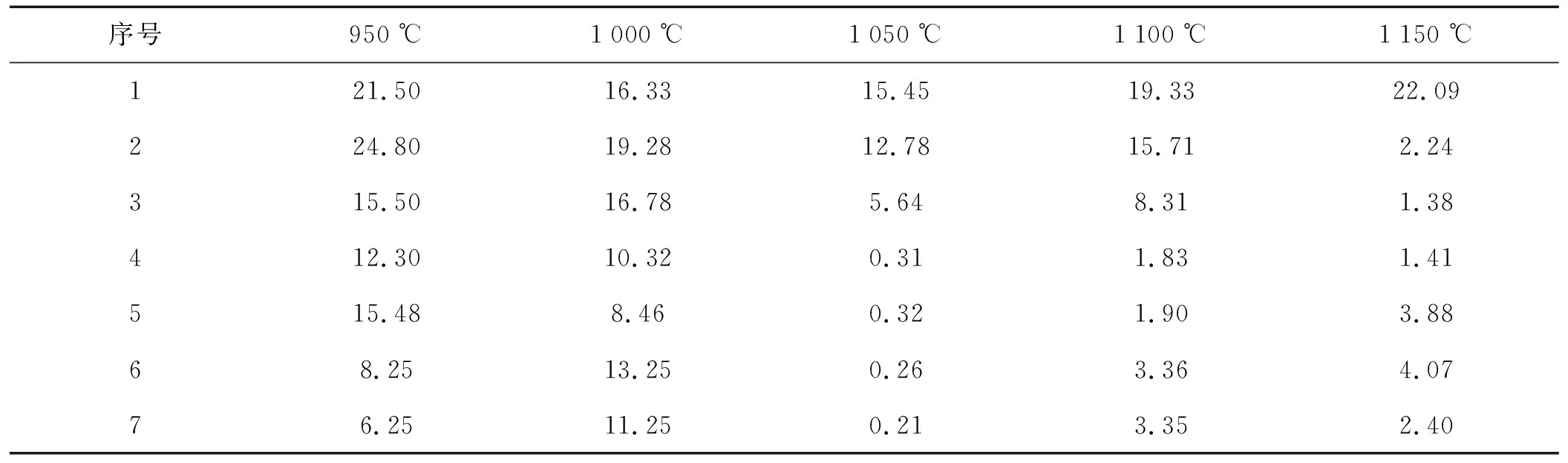
表4 骨质瓷样品吸水率(%)
2.4 骨质瓷样品白度测试
骨质瓷样的品白度测试结果如表5所示。

表5 骨质瓷样品白度测试
观察表5数据发现,在950 ℃、1 000 ℃下的样品白度值较高,但是在测吸水率的时候这些样品并未完全瓷化,所以,如果再升高烧成温度完全瓷化其白度值会有所下降。因此,在这次测试中主要考察已经瓷化了的骨质瓷样品。通过对两组数据的综合考量,可以初步确定,在1 050 ℃下的4号到7号样品吸水率符合成瓷要求,且成瓷样品的白度较高,达到骨质瓷生产要求。
2.5 骨质瓷样品烧成收缩率
骨质瓷样品的烧成收缩率如表6所示。

表6 部分样品收缩率测试(%)
由于部分样品未成瓷,故只对一些吸水率较低的样品进行收缩率测试。从表6测试结果可以看出,对一些吸水率较低的样品而言,如1 050 ℃下7号样品的收缩率也较低。
2.6 合成骨灰的XRD检测分析
由于1 050 ℃下7号样品综合白度、吸水率、收缩率都较好,因此,对合成骨灰样品进行XRD检测,如图2所示。
根据XRD物相分析图中所标记的物相名称可知,在合成骨灰中得到了羟基磷灰石相的成分,相对来说羟基磷灰石含量较多,因此从物相分析来看,样品是较为合格的合成骨灰样品。

图2 样品物相分析
3 结语
通过对不同温度、不同配比的合成骨灰配方进行制瓷验证,对骨质瓷样品进行吸水率、白度、收缩率的测试,并结合合成骨灰的物相分析,初步确认了该种方法合成骨灰的可行性。 碳酸钙与磷酸氢钙原料质量比在1∶2.5~1∶4之间,其中以1∶4较好,煅烧温度为1 050 ℃。