同轴电射流打印实验研究*
2018-10-11林一高王大志赵小军
林一高,王大志※,赵小军,王 骁
(1.大连理工大学辽宁省微纳米技术及系统重点实验室,辽宁大连 116024;2.海军大连舰艇学院航海系,辽宁大连 116018)
0 引言
同轴电射流打印是基于电流体动力效应的一种打印制造技术,它利用流体在电场力和机械力作用下形成的稳定、精细射流来实现材料的打印制造。该打印技术是将两种互不相容的液体分别以合适的流量通入两个同轴放置的喷针中,在一定的电压下,两喷针出口处将形成一个稳定的双层泰勒锥结构,并在锥的末端出现一股同轴射流[1]。当同轴电射流的内、外液粘度较小时,溶液在出口处形成雾化现象(同轴电雾化)。这种技术具有操作及装置简单、包裹精度高、可控性强等优点,因此广泛应用于生物医学[2,3]、功能涂层[4]、材料制备[5,6]等领域。Loscertales等[7]首次用同轴电雾化技术生产出特征尺寸为几十微米到数百纳米的微胶囊。随后,Loscertales等[8]根据内外层液体的电场弛豫时间不同,提出了驱动液体和内驱动及外驱动的概念。Sun等[9]用聚合物聚氧乙烯(PEO)和聚砜(PSU)分别作为同轴电纺丝的内外层液体,制备了光滑的纳米芯-壳结构。Li等[10]以无机/聚合物复合材料为外层材料,以重矿物油为内层材料,通过同轴电纺丝制备了陶瓷长空心纳米纤维。Liu等[11]以PAN/DMF的混合物为外层液体,以矿物油为内层液体,通过同轴电纺丝并结合高温处理制备了稳定的芯-壳型碳纳米纤维。
目前同轴电雾化技术主要应用于制造亚微米甚至纳米级的微包裹、芯-壳结构和中空纳米管等方面。本文在搭建的同轴电射流打印平台上,以光刻胶为内液,以硅油为外液,研究了同轴电射流打印技术,实现了复合微结构的打印,并探寻了关键参数对射流状态及打印结果的影响,包括外液粘度、溶液流量以及喷针电压。
1 同轴电射流打印实验
1.1 同轴电射流打印实验装置
图1是同轴电射流打印平台的示意图。其主要组成部分有:同轴打印喷头系统、注射与管路系统、XYZ三轴运动平台、直流高压电源及显微成像系统。这些部件保证了同轴电射流实验中流量、电压及工作距离得到有效调节。此外实时显微成像功能,方便实现对同轴电射流打印过程的观察,以保证整个打印过程处于稳定的锥射流状态下进行。喷针的注射与管路系统是通过皮升泵来推动注射器,通过PTFE管连接喷针固定夹与注射器,保证了流量从内喷针出口处稳定持续地流出,为实现精密打印提供了流量保障。对于外层液体,通过微量注射泵提供动力,用硅胶软连接喷针与注射器,保证连接的紧密性及可靠性。XYZ三轴运动平台系统可以在计算机的控制下按照不同的运动速度、工作距离及轨迹运动,以满足同轴电射流打印过程中对打印参数的要求。直流高压电源的作用是为同轴电射流打印提供稳定的电场力。由CCD相机、光源和计算机组等成的显微成像系统用于同轴电射流打印过程的实时监测与射流形态分析,辅助调节电射流打印参数,保证整个打印过程在稳定的锥射流状态下进行。
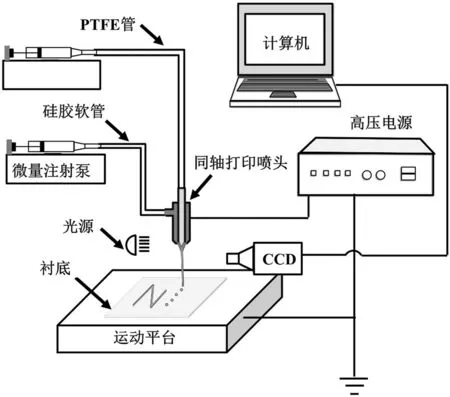
图1 同轴电射流打印实验平台示意图Fig 1 Schematic diagram of coaxial electrohydrodynamic jet printingexperiment
1.2 打印材料
在实验中,选择光刻胶和硅油分别作为打印内液和外液。光刻胶在室温环境下呈现红色,在打印过程中容易被观察到,而且光刻胶可用于制造微沟道。对于外液则采用具有高粘度的硅油,硅油具有无色、无味、无毒的特点,容易清洗。更重要的是硅油在电场中形变产生的粘滞力会与内层液体的电场切向力叠加,从而实现对内射流聚焦。表1所示为不同种类硅油的参数性质。
1.3 打印过程
同轴电射流打印基本过程是:首先选择适当液体作为外层辅助材料,此液体与内层功能液体不相溶并具备大于内层功能液体的粘度,使得外层液体具有对内层液体射流提供更大的剪切力和保护内层液体的功能。将内层液体和外层液体分别注入同轴喷头的内外喷针中,在合适的流量和电压下,利用同轴喷头形成双层液体的同轴复合射流。通过XYZ运动平台控制衬底的运动,从而打印出微米级双层结构。
表1 硅油种类及其性质Table1 Propertiesof series siliconeoil
2 结果与讨论
2.1 外液粘度
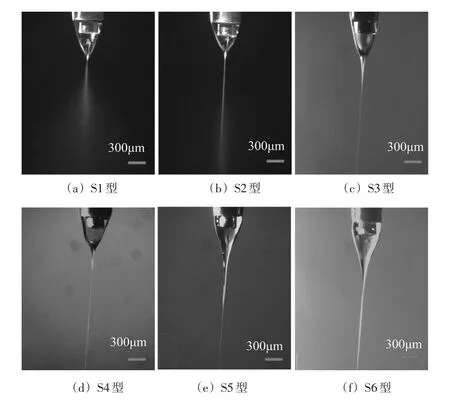
图2 光刻胶和不同粘度的硅油所形成的同轴电射流Fig 2 Coaxial jetting for different silicon oil samples on the outer needlewith photoresist flowingthrough theinner needle
本实验将S1-S6型硅油作为外层液体先后分别通入外喷针中,将光刻胶作为内层液体通入内喷针中。内外层液体的流量分别为2.67×10-10m3/s和2.67×10-9m3/s,喷针工作距离为1.5 cm,在整个实验过程中,内外喷针的流量及工作距离保持恒定不变。在~6 kV工作电压下均获得了稳定的同轴锥-射流,如图2所示。图2(a)为S1型硅油与光刻胶所形成的同轴电射流,可以看到内外层液体没有明显的分界面,射流很短,很快雾化破碎。图2(b)为S2型硅油与光刻胶的复合同轴电射流,由于S2型硅油的粘度较小,同轴射流在一段时间后破碎雾化。S3、S4、S5及S6型硅油粘度较大,它们与光刻胶所形成的同轴电射流均没有破碎雾化,在宏观上均对内射流完成了包裹,形成了聚焦,如图2(c)-2(f)所示。尽管S3、S4、S5及S6型硅油均完成了对内射流的包裹聚集,但是从图中可以看到,随着硅油粘度的增加,内层液体所形成的锥-射流与外内层液体所形成的锥-射流的界面越渐明显。这进一步反映了随着硅油粘度的增加,其对内层液体的聚焦作用越强。本实验说明:低粘度的硅油使得同轴射流分散雾化,高粘度的硅油使得射流稳定聚集,并且外层液体的粘度越大,对内层液体的聚集性越强。
2.2 流量
流量是同轴电射流打印实验中一个关键的射流参数,其大小直接影响射流尺寸和打印结果。因此,合适的内外层液体的流量将有利于提升最终打印结果的分辨率。本文采用单一变量控制法通过改变液体的流量来研究流量对同轴电射流打印的影响。图3为采用不同液体流量的同轴电射流打印的结果。本实验中选用S6型硅油作为外层液体,光刻胶作为内层液体。内层液体设为恒定的流量7.35×10-14m3/s,外层液体的流量分别为7.35×10-10m3/s、4×10-10m3/s及2.34×10-10m3/s,打印的光刻胶/硅油复合结构的线宽尺寸分别为~110μm、~70μm和~40μm。从图中可以发现,外层液体流量的减小,可以大尺度地降低双层打印结构的尺寸。
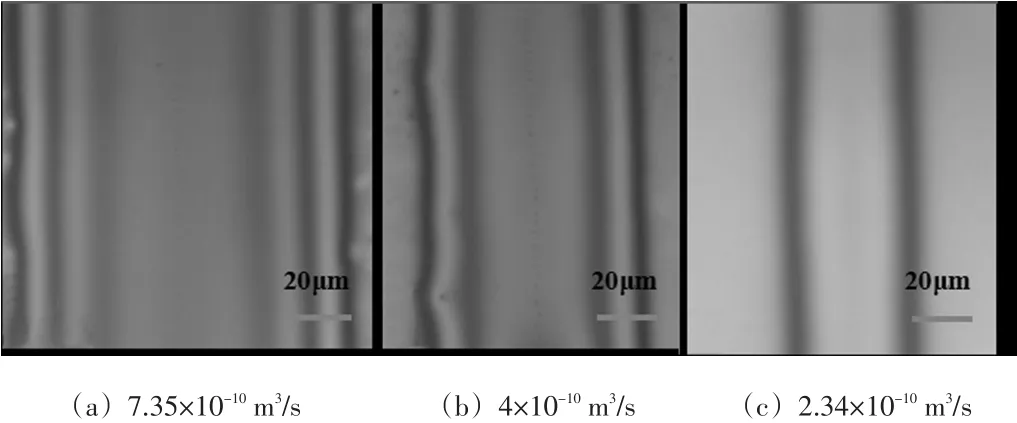
图3 不同液体的流量对同轴打印结果的影响Fig3 Theinfluence of different liquid flow rateon the result of coaxial print
2.3 电压
电场力是电射流形成的决定性参数,电压的大小直接影响着射流的形状和打印模式。为进一步控制同轴电射流打印,本文研究了电压对同轴电射流形成过程的影响,得到了关于光刻胶/硅油复合溶液的射流模式,如图4所示。本实验选用S6型硅油作为外层液体。内层液体的流量为7.35×10-10m3/s,外层液体的流量为2.67×10-9m3/s。图4(a)为不加电压时的情况,在针口处外层液体包裹内层液体形成一个半球状液滴;施加一定的电压后,针口处的半球状液滴慢慢变大,有规律地出现复合液滴分离针口,呈现“滴状模式”,如图4(b)所示;电压继续增大,将会出现内层液体仍然是滴模式而外层液体呈现纺锤状的“纺锤滴模式”,如图4(c)所示;继续增大电压,将会形成“稳定的同轴锥-射流模式”,如图4(d)所示,此模式下射流和锥都很稳定;再次增大电压,会出现“锥”稳定而射流鞭动的情况,这是“不稳定的同轴锥-射流模式”,如图4(e)所示;电压继续升高,将形成“多股同轴射流”模式,如图4(f)所示。

图4 不同电压下的几种同轴电射流模式Fig4 Several typical sprayingmodesin coaxial jet
3 结论
本文结合光刻胶和硅油研究了同轴电射流打印技术以及关键参数对同轴射流形态及打印结果的影响。结果表明:随着硅油粘度的逐渐增大,同轴电射流的形态逐渐由雾化向稳定射流转变,内外层液体逐渐形成明显分界面,硅油对光刻胶的聚焦性逐渐增强;随着溶液流量的降低,可以有效降低同轴射流尺寸及双层打印结构的线宽尺度;随着电压的增大,液滴在喷针出口处逐渐由最初的“滴状模式”演变为“稳定的同轴锥-射流模式”。当电压过大,将会形成“多股同轴射流模式”的不稳定状态。
