基于像素解法的渐开线蜗杆磨削用砂轮廓形计算方法
2018-10-09沈志煌刘菊东许志龙王舒阳
沈志煌,刘菊东,皮 钧,许志龙,姜 涛,王舒阳
(1.集美大学机械与能源工程学院,福建厦门361021;2.大唐陕西发电有限公司,陕西西安710000)
蜗杆传动是一种常见的机械传动,属于齿轮传动的范畴.由于其速比大、结构紧凑、用途广泛,特别是随着工程应用的发展和技术的进步,蜗杆的研究受到了广泛的重视.渐开线蜗杆(记作ZI型蜗杆)是目前应用非常广泛的一种等升距圆柱蜗杆,其端面截形为渐开线,国内外许多学者在蜗杆的磨削加工方面都有较深入的研究.吴序堂[1]详细介绍了齿轮啮合原理,并且推导了磨削过程中砂轮与蜗杆二者空间接触线的计算公式.Litvin[2]归纳了两种计算共轭齿廓的方法:解析包络法和齿廓法线法,给出了刀具回转面与工件螺旋面接触条件的详细推算过程.Spitas等[3]引入了一种把齿轮齿面离散成数段渐开线段的方法来确定共轭齿形,替代了用点对点的分析方法来解决接触路径、加工齿条的几何形状和磨削用成形刀具计算等问题.然而,传统的齿轮啮合原理在计算成形砂轮廓形时虽然精确,但当蜗杆廓形存在有奇异点、过切或是双包络的情况发生时在求解砂轮廓形时常会有数值发散的情况发生,会导致计算得到的砂轮廓形出现坏点和数据不均匀现象.许多学者都在寻求一种更简单、可靠的方法来计算成形砂轮廓形.其中,Wu等[4]提出了一种基于解析包络的径向射线法(RRS)来替代共轭原理的计算过程,RRS能够模拟蜗杆、齿轮的成形磨削过程,并通过计算径向射线与包络曲线簇交叉点来实现对仿真后齿廓上各点的提取,但文献[4]中的RRS需要求解大量的交叉点的值.
为实现蜗杆的高效磨削,也为避免传统齿轮啮合理论中复杂的解析包络过程,本研究提出了一种基于像素解法的蜗杆磨削用成形砂轮廓形计算方法.像素解法的核心思路是用指定颜色点亮蜗杆与成形砂轮之间共轭运动所形成扫掠面在屏幕像素点阵中的最佳逼近像素点,然后通过捕捉指定颜色的临界像素点所在的坐标值得到成形砂轮廓形.
1 ZI型蜗杆的数学建模
ZI型蜗杆的端面截型是渐开线,如图1所示,假设渐开线上任意一点的坐标为(x,y,z),则图1所示的渐开线曲线段AM的方程为:
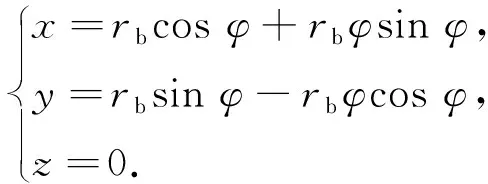
(1)
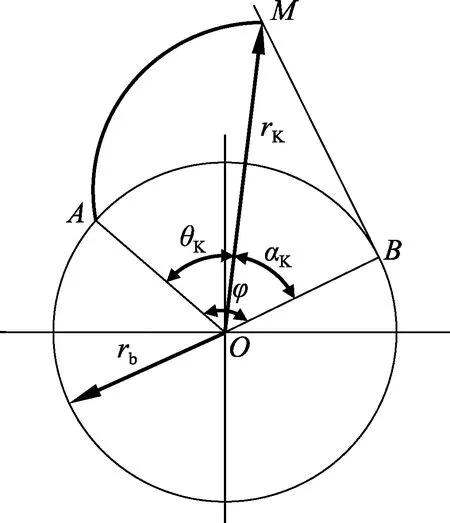
图1 渐开线的参数方程Fig.1 Parametric equation of involute
其中,rb为渐开线基圆半径,φ为渐开线发生线在基圆上的滚动角.由渐开线函数θK=invαK=tanαK-αK可得φ=θK+αK=tanαK.
2 ZI型蜗杆与成形砂轮的运动关系
在蜗杆数控磨床上加工蜗杆齿面时,砂轮回转面同蜗杆齿面之间具有一条空间接触线,当接触线绕蜗杆轴线zw做与蜗杆齿面相同的螺旋运动时,得到的是蜗杆螺旋齿面.当接触线绕成形砂轮轴线zg做回转运动时,得到的是成形砂轮回转面.如图2所示,建立Sw为固定在蜗杆上的坐标系,zw轴与蜗杆轴线重合,Sg为固定在成形砂轮上的坐标系,zg轴与成形砂轮轴线重合,蜗杆轴线与成形砂轮轴线之间最短距离为a,夹角为∑.
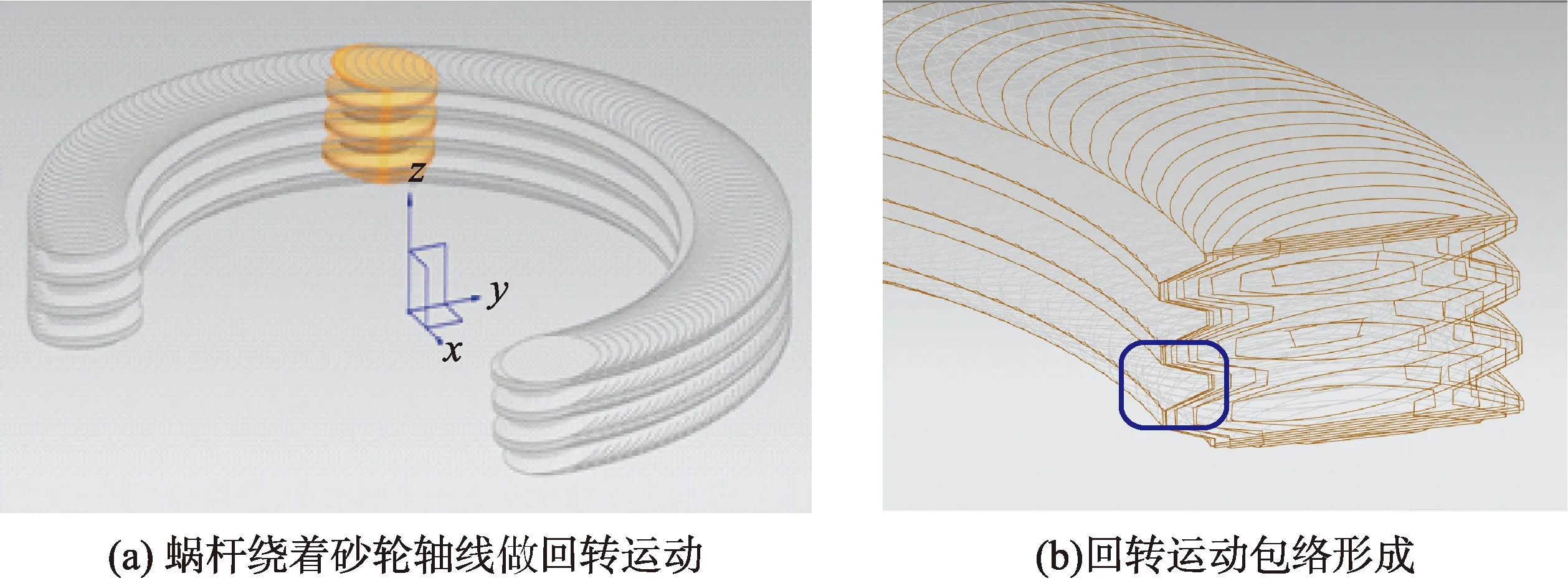
图3 蜗杆回转运动包络而成的成形砂轮Fig.3 Forming wheel enveloped by rotary motion of worm
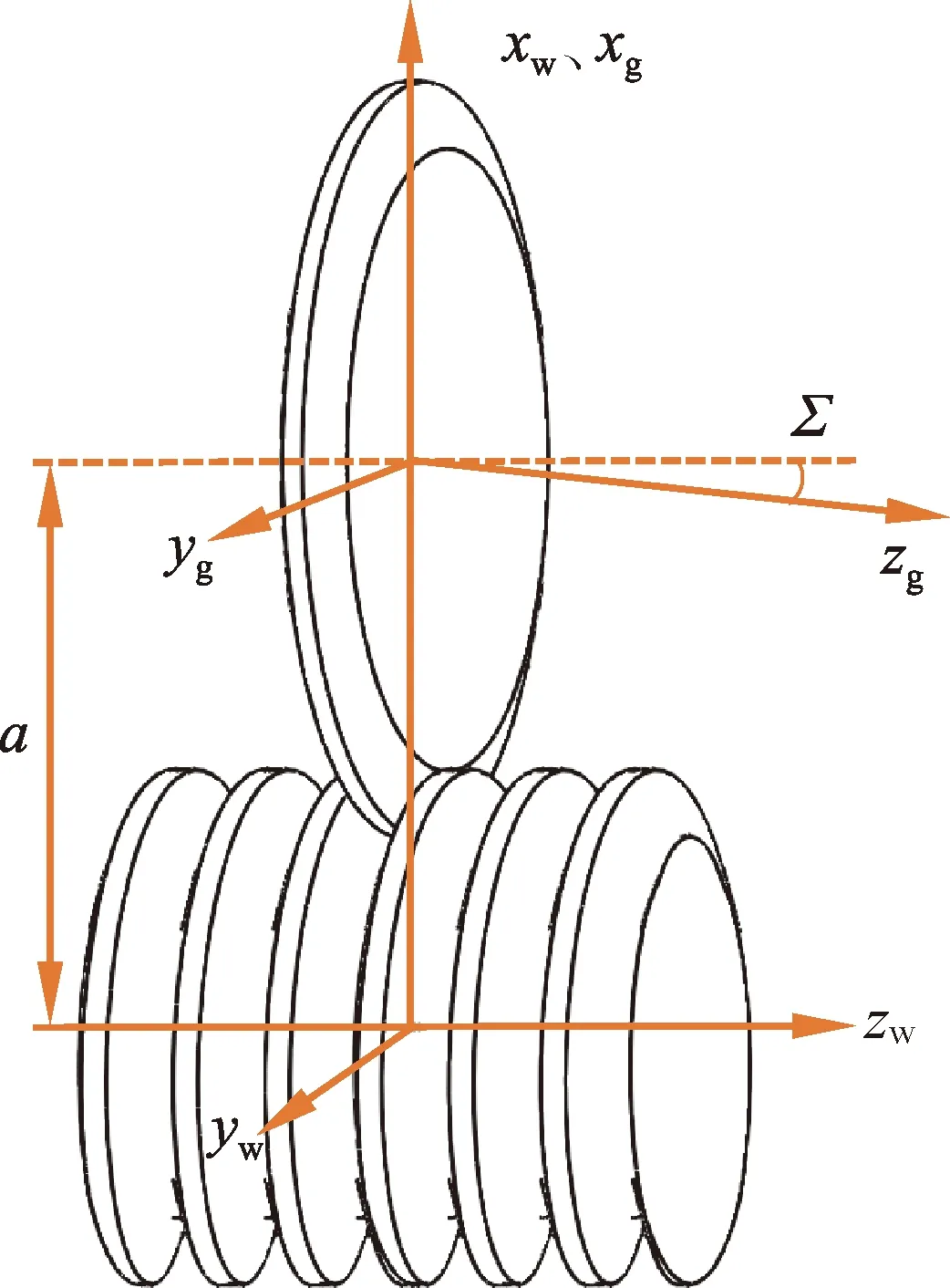
图2 蜗杆与成形砂轮之间的坐标系统Fig.2 Coordinate systems between rotor and forming wheel
根据上述ZI型蜗杆的数学模型可计算得到其参数方程,假设为r0(t)=[x0(t),y0(t)],则ZI型蜗杆的螺旋面方程为:
rw(t,θ)=[xw,yw,zw]=[x0(t)cosθ-
ky0(t)sinθ,kx0(t)sinθ+y0(t)cosθ,pθ].
(2)
其中:k=±1,表示旋向;θ为转子旋转角,p为螺旋系数.将蜗杆螺旋面方程从蜗杆坐标系Owxwywzw变换到砂轮坐标系Ogxgygzg中,变换矩阵为
rwg(t,θ)=[xwg,ywg,zwg]=
(3)
在坐标系Ogxgygzg下,令蜗杆螺旋面绕砂轮轴线zg轴作螺旋运动,可得到蜗杆螺旋面形成的一系列曲面簇方程:
rg(t,θ,φ)=[xg,yg,zg]=

(4)
为得到砂轮廓形,令xg=xwgcosφ-kywgsinφ=0,则可确定变量φ与变量t、θ的关系.假设关系式为φ=φ(t,θ),便可确定蜗杆包络砂轮廓形的曲线簇方程:
r0(t,θ)=rw[t,θ,φ(t,θ)].
(5)
图3所示的蜗杆绕着砂轮轴线作回转运动以及通过回转运动包络形成的砂轮端面截型图.
3 像素解法原理
像素解法用指定颜色点亮蜗杆与成形砂轮之间共轭而成的扫掠面在屏幕像素点阵中的最佳逼近像素点,通过调整扫掠面的位姿和放大倍数,捕捉最佳逼近像素点的所在坐标值,进而实现砂轮廓形的计算.其中,最佳逼近像素点为指定颜色与屏幕底色之间颜色区分的边界像素点.如图4所示,像素解法的原理可分为以下几个步骤:
1) 根据上述蜗杆与成形砂轮的运动关系计算蜗杆包络砂轮的扫掠面(Step 1);
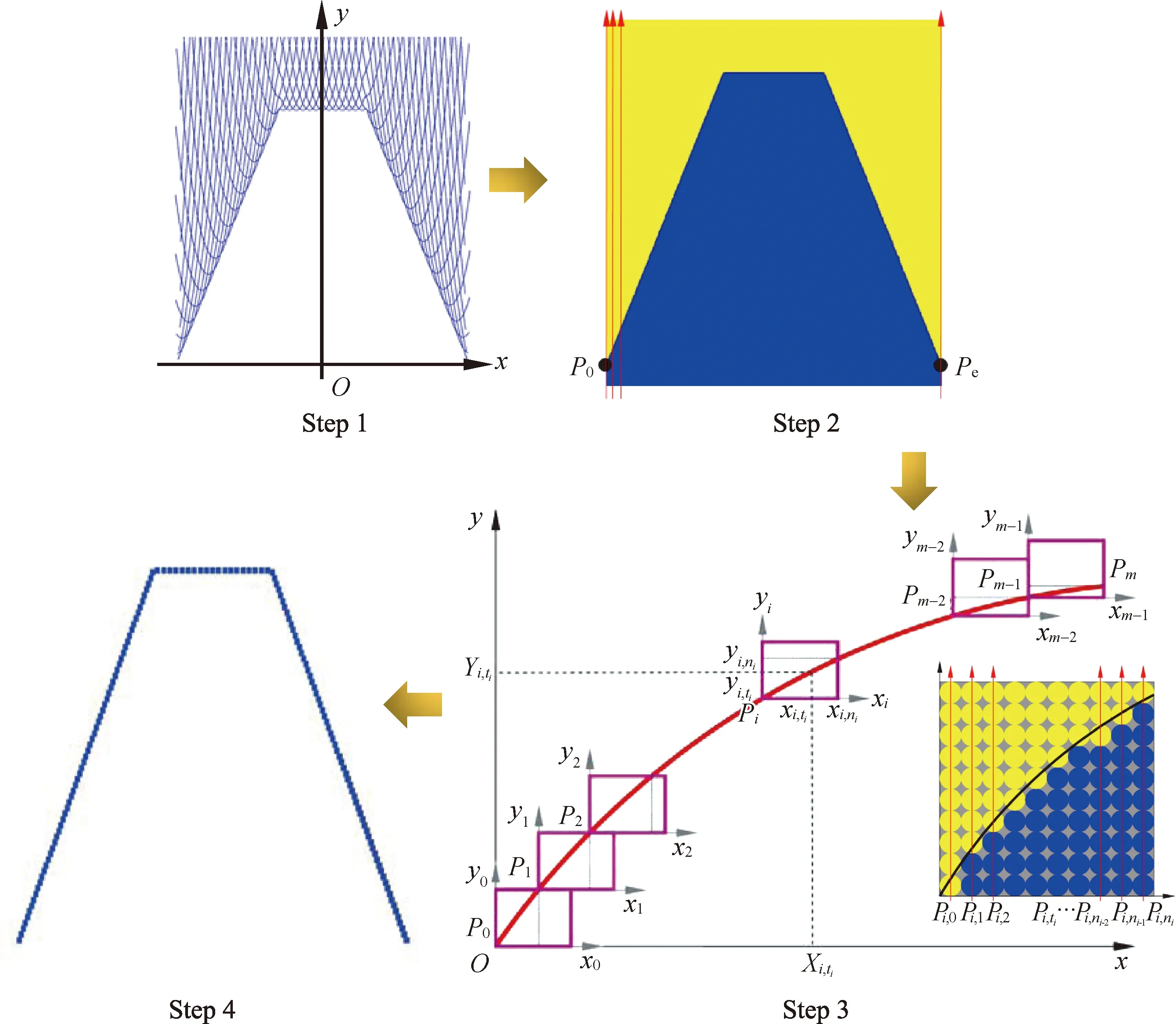
图4 像素解法原理Fig.4 Pixel solution principle
2) 对扫掠面进行位姿调整和放大(放大倍数K1),用RGB值为(255,255,0)的黄色点亮屏幕像素点阵中最佳逼近的像素点,其中屏幕底色为RGB值为(0,0,255)的蓝色.对屏幕的像素点阵进行初扫描,捕捉起点P0、起点附近点、终点Pe的坐标值,其中P0和Pe由蜗杆型线的外圆点包络而成,可表征一个完整砂轮廓形的起点和终点(Step 2).
3) 先将屏幕放大K2倍,得到局部扫掠面,再沿砂轮廓形曲线进行平移,最后对每个局部扫掠面进行逐个像素点阵的扫描,捕捉得到点集Pi,0,Pi,1,…,Pi,ti,…,Pi,ni的坐标.利用坐标变换法则将捕捉到的各区间坐标点集转换到统一的坐标系下,得到能够完全表征一条完整砂轮廓形的密集数据点集(Step 3).
4) 对所得的密集数据点集进行稀释、光顺处理,得到一条光滑的砂轮廓形(Step 4).
下面分别利用解析包络法和像素解法来对蜗杆加工用成形砂轮廓形进行计算.在采用像素解法时,选用的屏幕分辨率为1 440×900,放大倍数为K1=50,K2=500.按照上述详细步骤执行完后采集得到砂轮廓形数据点数18 231个,对数据点集进行稀释、光顺处理,得到光滑的砂轮廓形曲线.将像素解法计算得到的砂轮廓形与解析包络法计算得到的砂轮廓形对比,结果如图5所示.
图5中像素解法与解析包络法的对比结果显示,像素解法的计算结果不仅与解析包络法基本一致,二者所生成的砂轮廓形的廓形误差(单位:mm)基本在(-0.001,0.001)范围内,已完全能够满足高精度蜗杆的加工要求,而且也解决解析包络法在计算过程中存在的应用问题.
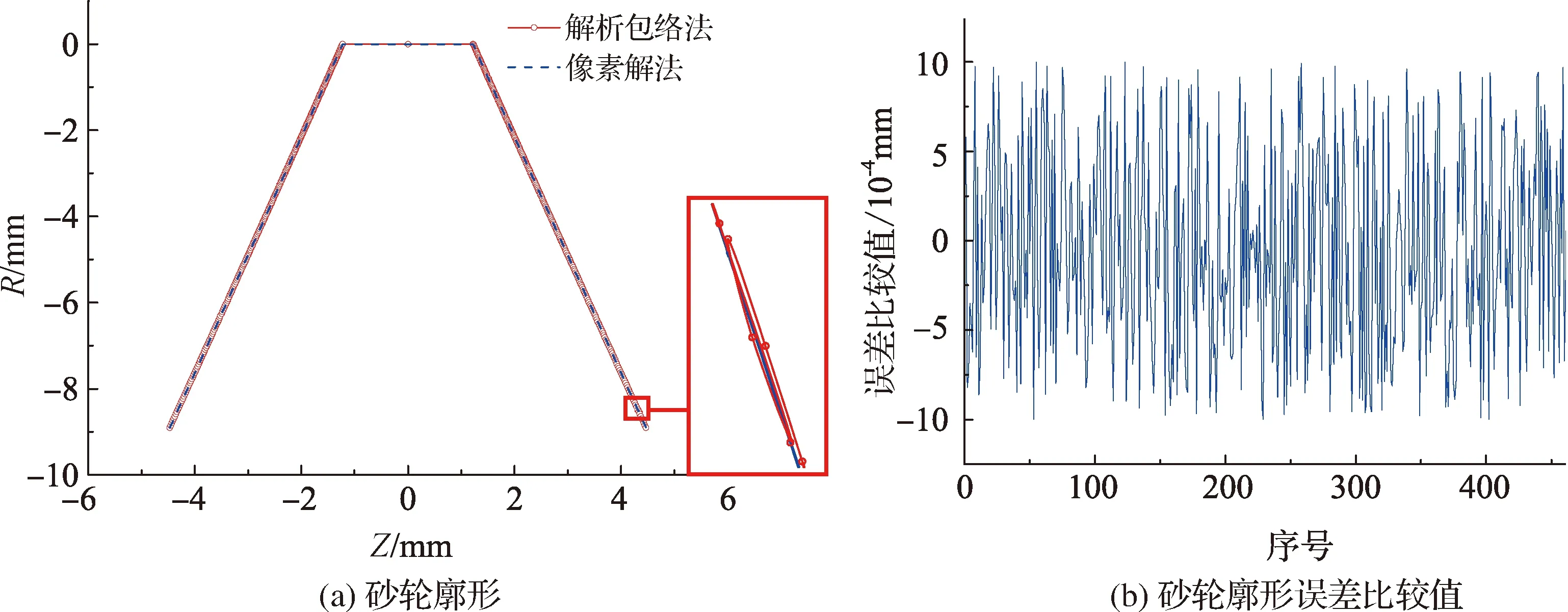
图5 像素解法与解析包络法计算的砂轮廓形对比Fig.5 Comparing of the wheel profile generated by the pixel solution and the analytic envelope method
4 实例验证
为验证像素解法的正确性,以某公司某型号ZI型蜗杆的实际磨削进行试验,实验中ZI型蜗杆的几何结构参数如表1所示.利用像素解法计算得到蜗杆磨削用砂轮的三维图形如图6所示.

表1 ZI型蜗杆几何结构参数
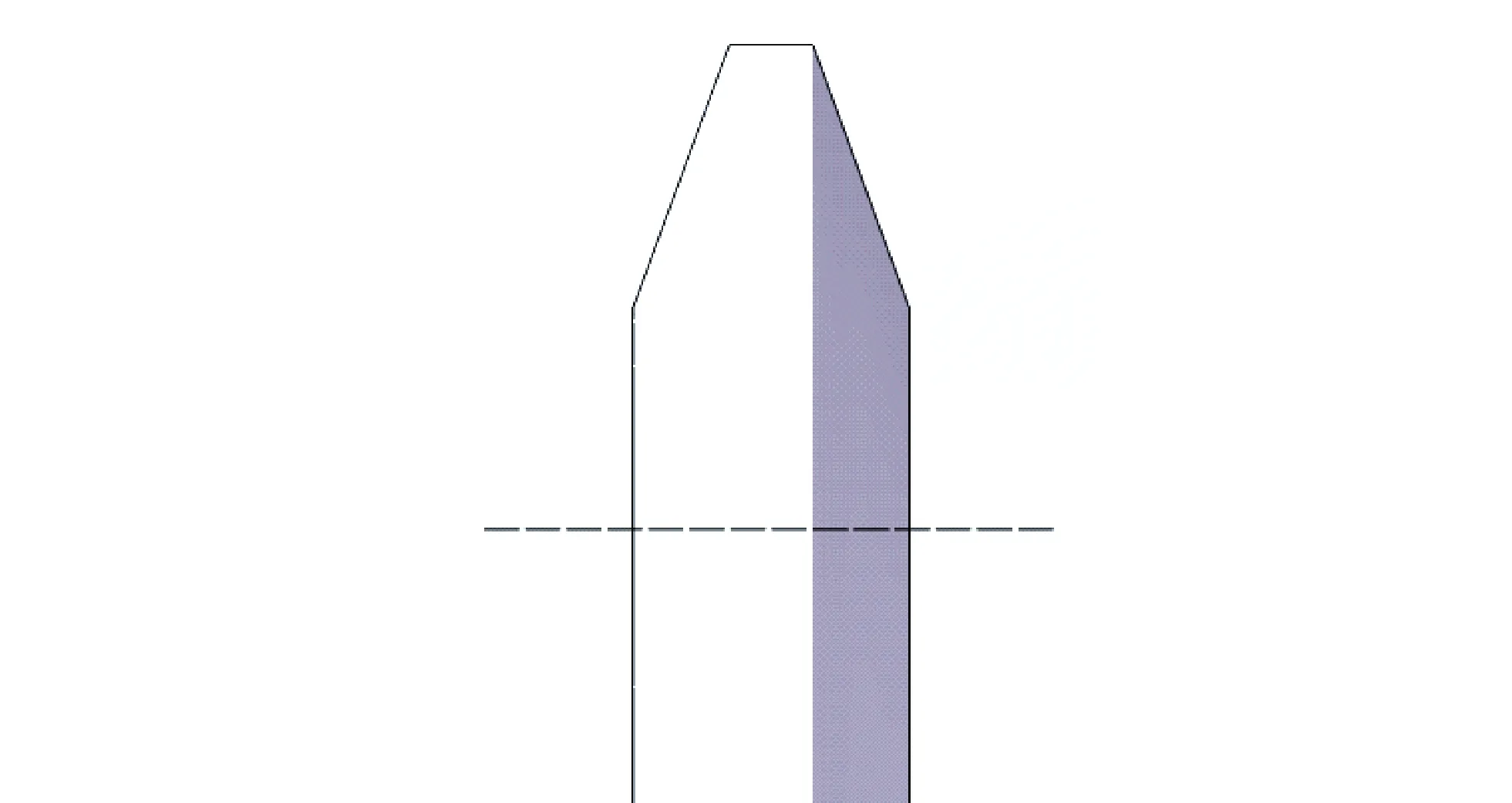
图6 砂轮的三维结构Fig.6 3D structure of forming wheel
通过像素解法计算得到成形砂轮廓形之后,便可进行蜗杆的磨削试验,测量所得的ZI型蜗杆的齿廓误差结果如表2所示.测量结果显示,蜗杆实际加工总误差为左齿廓3.5 μm、右齿廓4.5 μm,蜗杆精度等级达到4级,表明上述所建立的ZI型蜗杆数学模型、蜗杆磨削用砂轮计算模型、蜗杆磨削用砂轮计算软件的正确性.
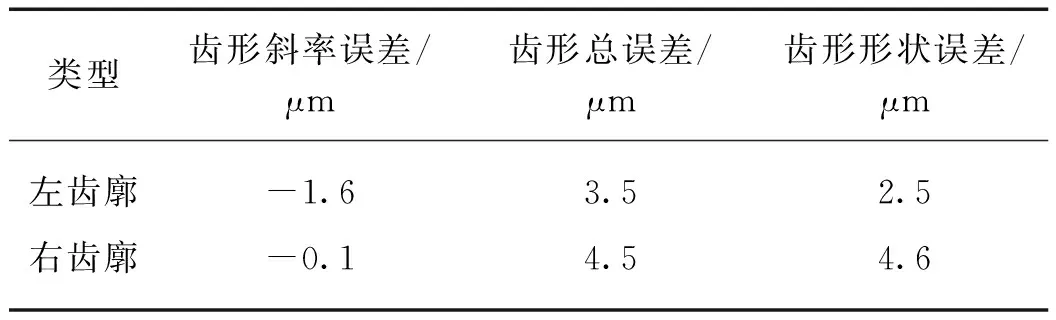
表2 测量的蜗杆齿廓误差
5 结 论
为精密磨削ZI型蜗杆,提出了一种基于像素解法的蜗杆磨削用成形砂轮廓形计算方法,该方法能够避免传统平面啮合理论中复杂的解析包络过程.本研究推导了ZI型蜗杆参数化数学模型以及通过蜗杆廓形包络成形砂轮廓形的数学模型,介绍了像素解法的计算原理,最后通过ZI型蜗杆的虚拟仿真加工与实际加工验证了像素解法的正确性.实验结果显示,蜗杆实际加工总误差为左齿廓3.5 μm、右齿廓4.5 μm,精度等级达到4级,能够满足蜗杆的精密磨削要求,进而验证了所建立理论的正确性.