超声振动辅助电弧加工复合电源的研究
2018-09-29徐明刚刘贵珍赵洁明
刘 瑛,葛 星,徐明刚,刘贵珍,赵洁明
(北方工业大学机械与材料工程学院,北京100043)
近年来,航空航天、微电子及计算机技术的高速发展对制造业提出了日趋严格的要求,生产实践中的需求促进了先进制造技术的快速发展,特种加工技术也相应有了长足的进步[1]。传统电弧加工由于放电能量大,需采取机械断弧或流体冲液断弧等方式防止放电集中[2]。有研究表明,由于振动的叠加能促进放电,在较高频率和较大振幅的条件下,通过振动的叠加可提升电弧加工过程的稳定性,并提高加工速度、降低电极相对损耗,进而提升加工精度[3]。超声振动辅助电弧加工平台是为加工超硬材料提供的加工装置,特别适用于复合加工中对效率和精度有较高要求的领域[4]。超声振动辅助电弧加工电源对加工的精度和效率有着直接影响[5]。
目前,对超声振动辅助电弧加工的复合加工模式的研究已有所突破,而对超声振动辅助电弧加工电源的研究却不够深入[6]。同时,国内外对电弧加工脉冲电源及超声发生器的研究较成熟,但尚未出现一种适应复合加工的复合电源。在超声振动辅助电弧加工中,需要超声发生器(即超声电源)和脉冲电源分别为超声振动及电弧加工提供能量,而使用两种独立电源的过程繁琐,不能满足现代复合加工对高效电源日益增长的需求[7]。超声振动辅助电弧加工复合电源的研究成果对满足现代高端机械制造业需求具有重要的理论及实践指导意义[8]。
1 复合电源的总体结构设计
根据超声振动辅助电弧加工对电源电参数的要求,超声振动辅助电弧加工复合电源的总体结构见图1。
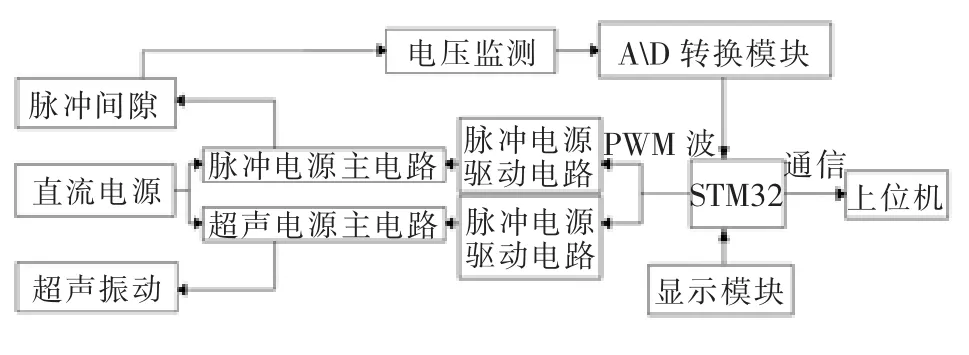
图1 超声振动辅助电弧加工复合电源的总体结构图
超声振动辅助电弧加工复合电源由上位机、主芯片控制模块、整流滤波模块、驱动电路模块及监测、反馈模块组成。其中,上位机的功能是发出控制指令、显示参数变化(电压、电流等);主芯片控制模块主要由主芯片及其外围电路组成,该模块需发出控制信号给驱动电路,对监测模块的数据进行处理并反馈,从而产生脉冲电源所需的PWM波;整流滤波模块的作用是将输入的交流电转化为平稳的直流电;驱动电路模块主要由超声发生器驱动模块和脉冲电源驱动模块两部分组成。其中,超声电源驱动模块由驱动芯片和H桥逆变电路组成,是对主芯片控制电路的信号进行放大的中间模块;脉冲电源驱动模块主要由驱动芯片和MOSFET开关管组成,其主要作用是放大控制电路的信号,使其能驱动功率晶体管。
2 整流电路设计
根据超声振动辅助电弧加工的要求,复合电源需要稳定的直流电压。超声振动辅助电弧加工整流滤波电路的工作过程是:先输入220 V交变电流,再经由整流滤波电路输出110 V直流电压。整流部分是将输入的220 V交流电转化为单向脉动的直流电;滤波部分是基于电容的充、放电特点,将不稳定的直流电转变为平稳的直流电。整流变换电路的原理见图2。
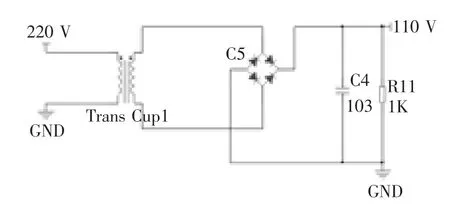
图2 整流变换器电路原理图
由于超声振动辅助电弧加工复合电源的超声电源部分与脉冲电源部分共用一个整流滤波电路,该电路的主要作用是为超声驱动电路及脉冲驱动电路共同提供稳定的直流电压,其工作流程如下:先输入220 V单相交流电,经由整流电路转化为单向脉动的直流电,再经过滤波电路将单向脉动的直流电转化为110 V的平稳直流电。
3 超声电源主电路设计
根据超声振动辅助电弧加工复合电源的需求及总体设计结构,超声电源主电路为超声换能器输入能量,其电路结构见图3。
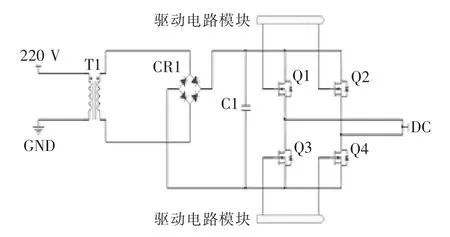
图3 超声发生器主电路
超声电源主电路包括以下两个部分:
(1)整流电路。根据超声振动辅助电弧加工复合电源的需求及总体设计结构要求,选择桥式整流电路。该整流电路为超声电源与脉冲电源共用,是将220 V交流电源输入可调变压器,再经由桥式整流器、电容滤波器输出110 V直流电压,并将其施加到高频逆变电路的直流侧。
(2)高频逆变器电路。该电路是超声电源主电路的主要部分,通过该电路可产生高频交流电流及进行频率调整。逆变器电路的主电路由MOSFET开关管和电容组成。将四个MOSFET开关管分成两组,分别作为两个桥臂构成H桥逆变电路,MOSFET开关管需要驱动电路使其导通与闭合;通过控制H桥电路对角桥臂的MOSFET开关管的交替导通与关闭,以实现超声电源的功率输出。
4 脉冲电源主电路设计
根据超声振动辅助电弧加工复合电源的设计要求,选择可控式RC脉冲电源作为脉冲电源的主充放电回路。可控式RC脉冲电源的结构基于非独立RC脉冲电源,并引入独立脉冲电源常用的开关元器件。
脉冲电源的原理见图4。可见,脉冲电源的主充放电回路由DC输入、信号发生电路、驱动电路模块及MOSFET开关管电极间隙等组成。主芯片释放脉冲信号,经由驱动电路模块放大,使MOSFET开关管导通或断开。当MOSFET开关管导通时,对电容充电,之后产生电弧放电。在脉冲间隔期间,MOSFET开关管关闭,小容量电容器输出一个用于电弧放电加工的窄脉冲并在极间去极化。经过一次由信号发出到去极化的过程,即一次电弧加工放电过程。
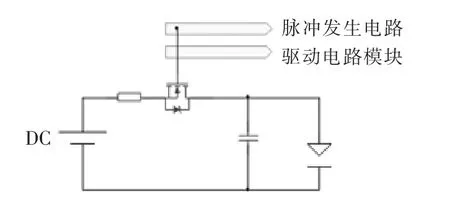
图4 脉冲电源主电路
5 实验与分析
前文己对超声振动辅助电弧加工复合电源的原理进行了分析,为了验证上述设计的主要性能指标及超声振动辅助电弧加工复合电源的加工效果是否符合设计要求,在超声振动辅助电弧加工机床上对所设计的复合电源进行了实验。基于STM32控制芯片的超声振动辅助电弧加工复合电源实验样机的主要参数如下:输入电压为220 V,主回路频率为50 Hz,输出电压为80 V,输出电流为0.5 A,输出电压占空比在1%~95%范围内可调。
将超声电源部分的端口与示波器进行连接,进而完成实验装置的组成及实验平台的建立。控制主芯片产生一个频率为20 kHz的超声信号,并通过示波器观察,得到20 kHz超声信号频率下的波形(图5a)。将脉冲电源端口与示波器相连,采集输出电压频率为50 Hz、电压值为80 V、占空比为50%的空载电压波形,CH1收集输出电压信号,波形见图5b。
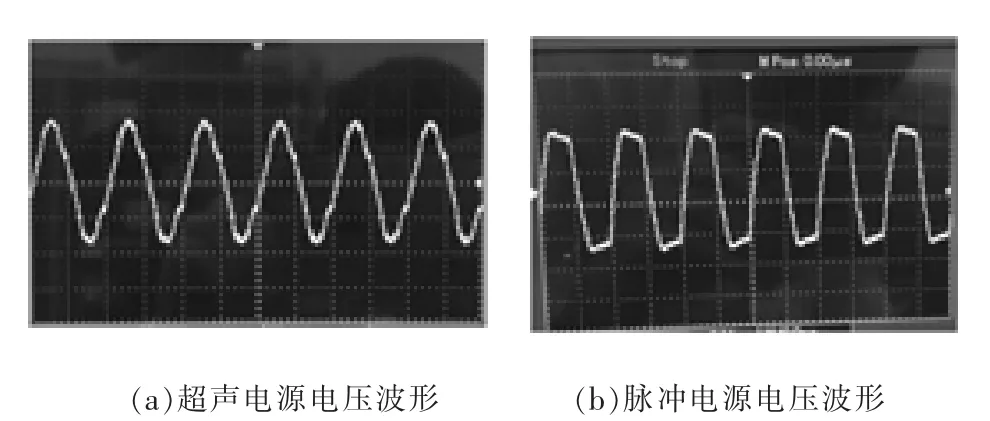
图5 不同电源的电压波形
6 结束语
本文对超声振动辅助电弧加工电源的原理进行了研究,设计了适用于超声振动辅助电弧加工的复合电源,将独立的超声发生器和脉冲电源加以整合,并进行了结构设计,绘制了原理图。经理论分析可知,该复合电源能满足超声振动辅助电弧加工的要求,对后续实验及样机开发具有指导意义。