基于ProCast的滤清器支架压铸过程数值模拟及工艺优化
2018-09-20胡清和岳峰丽
胡清和,岳峰丽,黄 勇
(沈阳理工大学 a.汽车与交通学院;b.材料科学与工程学院,沈阳 110159)
机油滤清器是汽车发动机的重要部件,它位于发动机润滑系统中。它的上游是机油泵,下游是发动机中需要润滑的各零部件。机油滤清器支架则是滤清器的基本元件之一,它的质量好坏对滤清器的性能至关重要。机油滤清器支架通常采用压力铸造工艺生产。压力铸造是一种将液态或半固态金属在高压下,以较高的速度填充入铸模的型腔内,并使金属或合金在压力下凝固结晶形成铸件的铸造方法[1]。但如何减少压铸产生的铸件缺陷,提高产品性能和质量是压铸生产的主要问题。通常设计人员使用试模的方法完成对某种铸造工艺的验证,但耗时长,成本高[2]。本文使用ProCast软件,对滤清器进行正交试验的数值模拟,通过分析模拟结果,确定出合理的压铸工艺参数并应用于实际生产中,大大节省了人工试模的成本和时间。
1 滤清器支架工艺性分析及模拟前处理
1.1 滤清器支架工艺性分析
滤清器支架结构尺寸为128mm×116mm×76mm,平均壁厚为3.93mm,最大壁厚为12.03mm。结构不对称并且复杂,滤清器支架内部有两两相通的孔,为机油进出滤清器的油道。根据滤清器支架的形状及结构特征,将浇注系统的浇注方式设计为扁平侧浇口,设计两个溢流槽来改善充型及排除气体,分型面设计为多分型面,模具设计中需四个侧抽芯。用Catia软件进行铸件和模具的三维画图,图1为滤清器支架三维造型图。
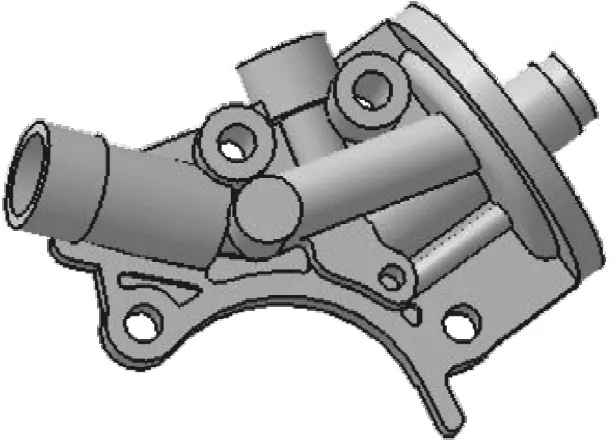
图1 滤清器支架三维图
1.2 模拟前处理
滤清器支架材料为ZL104(ZAlSi9Mg)合金,密度为2.65g·cm3,模具材料为H13。模具外表面选择空冷,模具与铸件之间的换热系数取2000W/(m2·K),选择高压铸造。进行面网格划分时,为了尽量减少模拟时间,在保证模拟精度的前提下,尽可能取大网格尺寸。在ProCast的mesh模块画网格,铸件、浇注系统和排溢系统网格取2mm;模具外表面网格取10mm,画出的铸件网格如图2所示。
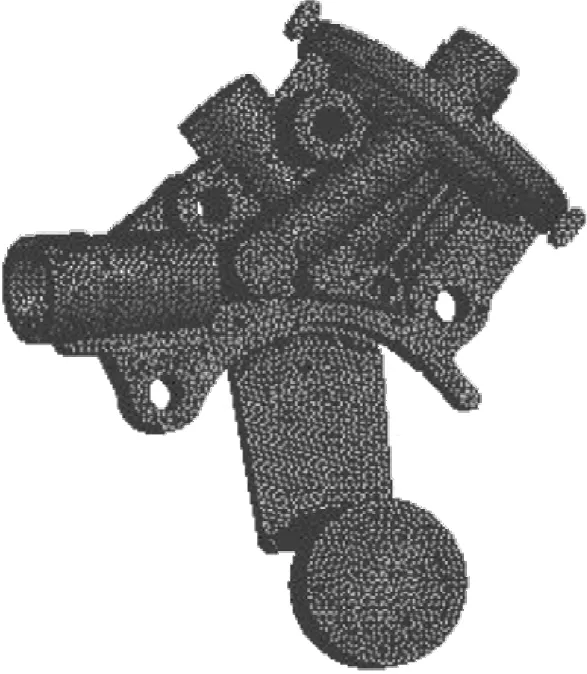
图2 滤清器支架铸件网格图
2 正交实验设计及优化的工艺参数
2.1 正交实验设计
正交试验是研究多因素多水平的一种实验设计方法。它根据正交性选择具有代表性的点进行实验,任何点出现的频率相同,任何三个点出现的顺序不重复,科学合理地节约了实验成本。影响压铸件质量的因素有很多,例如内浇口的尺寸大小及模具预热温度、浇注温度、压射速度等工艺参数都对铸件质量有很大的影响[3]。试验目标是为了获得铸件缩孔、缩松值和裹气量较少的高质量产品,且要尽量减少压铸时间。因此,选择压射速度(A)、模具预热温度(B)、浇注温度(C)、内浇口长度(D)、内浇口宽度(E)、内浇口厚度(F)为因素,以充型时间(M)、凝固时间(N)、缩孔缩松量(K)及裹气量(P)为指标建立六因素三水平正交试验表。其中,缩孔、缩松量由平均体积百分比来表示[4]。表1为因素水平表,表2为正交试验结果表。
2.2 模拟结果分析
根据正交试验的结果,分析铸件充型、铸件凝固及铸件缩孔、缩松值的情况,得到表3正交试验分析表。

表1 因素水平表

表2 正交试验结果表

表3 正交试验分析表
铸件充型分析:通过充型时间和充型指标两个判断标准来确定各组工艺参数下充型过程的好坏。所谓充型指标是对在压力铸造过程中的流动状态:层流、紊流、裹气、冲刷、浇不足等现象的综合评价[5]。根据表3可知,压射速度对铸件充型时间和裹气量的影响较为显著,并且压射速度越大,充型时间越少,而裹气量越多。这是因为在同种情况下,压射速度越大,金属液体进入内浇口的速度越大,导致了铸件的充型时间越少,金属液卷入的气体也会相对越多。
铸件凝固分析:凝固过程的模拟主要是观察和分析温度的的变化与趋势、凝固百分比、应力场与微观结构等。并根据观察到的现象,判断出对铸件缺陷影响最大的工艺参数,以此优化和改进工艺[6],达到控制铝合金滤清器支架铸件质量的目的。而分析表3可知,模具预热温度对凝固时间的影响最大,这是因为模具预热温度越高,金属液的散热速度就越慢,凝固时间也就越长。
铸件缩孔、缩松值分析:由表3可知,随着压射速度的增大,铸件的缩孔、缩松值不断增加,当压射速度为1.4m/s时,铸件的缩孔、缩松值最小;而随着模具预热温度的升高,铸件的缩孔、缩松值呈现了先增大后减小的趋势,在预热温度为200℃时,铸件的缩孔、缩松值最小;随着浇注温度的升高,铸件的缩孔、缩松值先减小后增大,在浇注温度在650℃时,铸件缩孔、缩松值最小;内浇口长度越大,铸件的缩孔、缩松也越多,内浇口长度为2mm时,缩孔、缩松值最小。这是因为内浇口越长,内浇口向型腔传递的压力也会越小,降温幅度也越大;适当的增加内浇口的厚度,有利于减少铸件裹气缺陷及补缩压力的传递,有效的减少缩孔、缩松值,内浇口的厚度为2.5mm时,铸件的缩孔、缩松值最小;内浇口的宽度对铸件的缩孔、缩松值影响最小,但内浇口宽度太大或太小会使金属液直冲对面的型壁,产生涡流,将空气和杂质包住而产生废品,因此内浇口的宽度定为37mm。
2.3 优化的工艺参数
在压铸工艺生产中,要使铸件的缩松、缩孔值和裹气量尽量少,来保证铸件的强度。在保证铸件质量的基础上应尽量减少充型时间及凝固时间,来缩短铸件的生产周期,提高生产效率。因此,以缩孔、缩松值和裹气量为主,综合考虑来确定优化的工艺参数,优化的压铸工艺参数为A1B3C2D1E2F3,即压射速度1.4m/s,模具预热温度200℃,浇注温度650℃,内浇口长度2mm,内浇口宽度37mm,内浇口厚度2.5mm。
3 优化工艺参数的数值模拟
根据优化的工艺参数对滤清器支架进行数值模拟,图3为滤清器支架充型模拟过程图,图4为滤清器支架凝固模拟过程图,图5为滤清器支架缩孔、缩松缺陷图,图6为滤清器支架裹气图。
由图3可知,金属液经过直浇道、横浇道及内浇口后,进入型腔内,沿着壁面填充机油滤清器支架中间位置,随后向型腔两侧处呈流射状充型,直到型腔被填满,最后充满溢流槽,充型过程完毕。金属流动方式总体平稳,无液体碰撞汇聚现象的发生,流动状态较好。
由图4可知,铸件固相线为546.8℃,液相线为598℃,在固相线与液相线之间为固液共存状态。铸件充型时间在0.0286s至0.0687s之间,对比前面18组正交实验可知,充填时间较长,这会使金属液卷入的气体少,但铸件表面粗糙度高。铸件凝固时间集中在3.44s至9.2s之间,呈现逐层凝固的凝固方式,金属液流动性好,铸件产生冷隔、浇不足、缩孔缩松的倾向小。
由图5可知,铸件的缩孔、缩松主要集中在铸件壁厚较大的位置处,在铸件中间位置处存在少量的缩孔、缩松,但对铸件质量并没有影响。
由图6可知,铸件的裹气位置主要集中在靠近内浇口处,是因为内浇口附近金属液流动速度相对较快,卷入的气体也会较多。
用优化的工艺参数模拟得出的缩孔、缩松平均体积百分比值为0.45%,平均裹气量为0.000530g·cm-3,与18组正交试验比较,均相对较小,铸件质量得到了较大改善,因此优化工艺可行。

图3 滤清器支架充型模拟过程图

图4 滤清器支架凝固模拟结果图

图5 滤清器支架缩孔、缩松图

图6 滤清器支架裹气图
4 实际生产
根据优化后的压铸工艺参数对滤清器支架进行压铸生产。图7为生产出的滤清器支架,铸件形状清晰,表面光滑,未发现明显缺陷。根据模拟结果对容易产生缩孔、缩松的位置进行金相组织观察,图8为壁厚较大处(图5A处)金相组织图,可以看出铸件微观孔洞较多,但铸件缩孔、缩松的尺寸都是微米级的,在该铸件允许的范围内[7],且容易产生缩孔、缩松的位置位于铸件的中间,对铸件质量影响较小,可以大批量生产,验证了模拟结果的正确性。

图7 生产出的滤清器支架

图8 铸件A处金相组织图
5 结论
(1)压射速度的大小对铸件充型时间和裹气量的影响比较显著。压射速度越大,充型时间也越短,但过短的充型时间会使金属液卷入过多气体,而且铸件的表面粗糙度较低。考虑过小的压射速度会使铸件成型困难,确定压射速度为1.4m/s。
(2)模具预热温度对铸件凝固时间的影响最大。这是因为模具预热温度越高,金属液的散热速度就越慢,凝固时间也就越长,会使铸件内部晶粒粗大,影响铸件强度,而且脱模也会困难。考虑到过低的模具预热温度会造成铸件充填不足,对模具也会有热冲击,影响模具寿命。因此,确定模具预热温度为200℃。
(3)随着浇注温度的升高,铸件的缩孔、缩松值呈现先减小后增大的趋势,在浇注温度为650℃时,缩孔、缩松值最小。
(4)对比徐秋湘等关于工艺参数对铝合金梯级铸件压铸过程的影响[8]的研究,本文额外考虑了内浇口尺寸对铸件的影响以及把裹气量作为铸件充型质量好坏的观察指标,确定最后的内浇口长度为2mm,宽度为37mm,厚度为2.5mm。
