激光选区熔化成形装备关键技术探讨
2018-09-19范有光
范有光
(上海探真激光技术有限公司 上海 200093)
金属增材制造(又称金属3D打印)是基于离散-堆积原理,通过零件的三维数模驱动高能量的激光聚焦光斑逐层扫描熔化金属粉末,并使之快速凝固堆积,形成与三维数模一致的实体零件。其技术特点几乎可以制作任何复杂形状的零件,将对传统加工工艺产生深刻影响,是先进制造业的颠覆技术。金属增材制造技术根据热源和成形方式的不同可分为多种,其中激光选区熔化成形技术SLM(Selective laser melting),是在加工过程中通过激光使粉末完全熔化,成形精度和力学性能较好控制,是目前应用广泛的激光增材制造技术。其原理如图1所示。
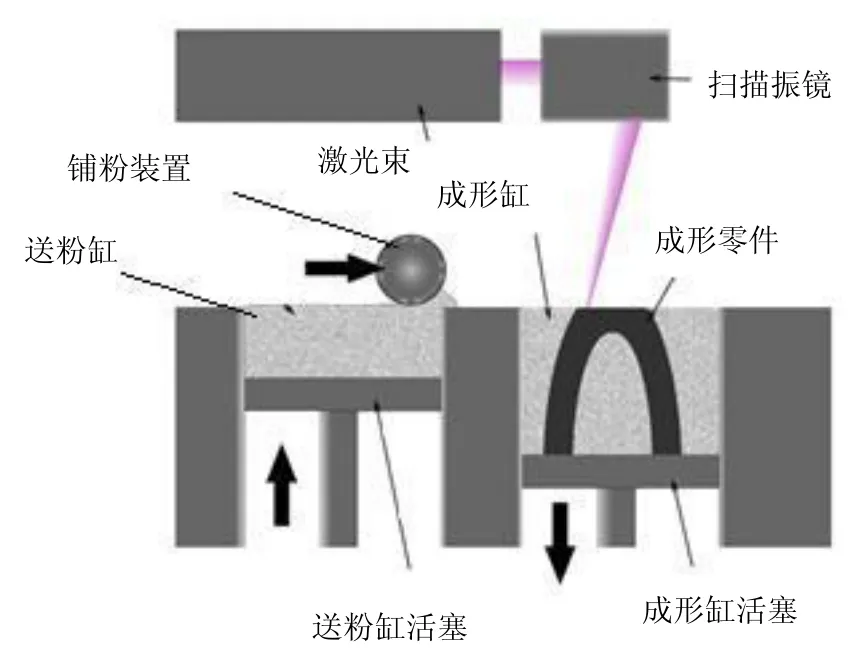
图1 激光选区熔化成形装备示意图
铺粉装置将送粉缸送出的金属粉末以一定的厚度均匀铺在成形缸上方,扫描振镜将聚焦后的激光束按规划扫描路径将成形缸上方的粉末直接熔化,该层熔化完毕后成形缸再下降一个层厚,送粉缸再上升送出一个层厚的粉量,铺粉装置再一次将粉末铺在成形缸上方,周而复始不断循环直至整个零件完成。尽管 SLM 技术是金属增材制造最先进的代表,但 SLM 技术的终极目标是可以一次成形满足用户需求的零件,即零件尺寸精度和机械性能都能直接满足使用要求。SLM技术制作的零件致密度高达 99%以上,抗拉强度等机械性能指标优于铸件,甚至可达锻件水平。但其制作零件的尺寸精度、表面粗糙度等与传统减材制造仍有很大差距,剔除激光扫描工艺影响,怎样进一步提高制件的精度及表面粗糙度是设备研发过程中亟需解决的问题。针对上述问题,本文重点对 SLM 设备结构设计中影响成形精度的几个关键技术问题进行探讨,为提升SLM装备成形精度提供参考。
1 关键技术探讨
影响激光选区熔化成形装备的成形精度主要因素有:总体结构基准选择、铺粉移动机构、成形缸机构、光路系统等。在进行设备总体设计时需要考虑这些因素并全面统筹。
1.1 总体结构基准选择
激光选区熔化成形装备在机械方面的关键几何精度有:
(1)扫描振镜与打印平面的平行度;
(2)铺粉刮板相对打印平面行走的平行度;
(3)成形缸垂直升降相对打印平面运动的垂直度。由上可知,所有关键几何精度都与打印平面有着严格的相互位置关系,而在设备中打印平面是由成形缸基板直接决定。
国内 SLM 设备多数采用的是多基准布置,如图2(a)所示。以设备下基面作为最原始的基准,在此基准上安装基板升降进给机构,并以基板升降机构来确定成形缸基板(设备打印平面),同时成形腔下基面也是通过刚性机架固定在设备下基面上。而扫描振镜及铺粉刮板装置的设计都是以成形腔下基面作为加工和安装基准,而此基准由设备下基面间接决定。由于安装误差、重力或内、外力因素导致形变等,两个基准分别构成的实际平面很难重合,即激光扫描和刮板铺粉的平面很难与基板确定的打印平面有很好的平行关系,设备无法获得良好的几何精度。
多基准布置方式,如同堆积木,需要保证其中任一环节都有着极高的尺寸及安装精度,才能保证自下而上关键几何精度都控制在允差范围内,但在实际操作中很难实现,每个环节都影响设备精度的稳定性。为了提高设备精度采用图2(b)所示的单基准布置,三个重要几何精度都以成形腔下基面作为设计、加工和安装基准,就很容易保证设备的关键几何精度:
(1)扫描振镜与打印平面的平行度,可以通过精密机床一次加工成形腔安装基面来保证精度;
(2)铺粉刮板相对打印平面行走的平行度是以成形腔下基面为安装基准,只需按要求安装即可;
(3)成形缸垂直升降相对打印平面运动的垂直度是通过特殊设计的联结体联结保证精度的,联结体将成形缸和基板升降机构集成为一体,都由精加工保证,同时联结体通过其上方精密加工的安装面与成形腔下基面进行刚性联结。
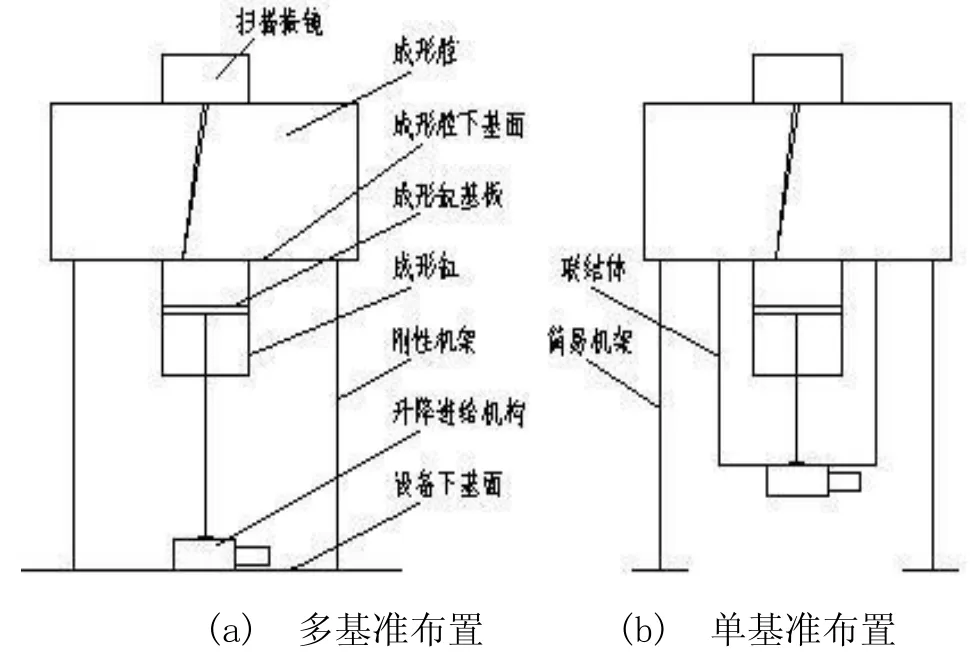
图2 总体布局结构示意图
单基准布置方式使影响设备精度的关键部件都联结为一体,不仅保证了相对位置的精度,又保证了设备长期使用的精度稳定性。关键部件联结为一体其自身的重力变形是恒定的,工作时受到的力转化为内力而消除,设备精度的可重复性也大大提高。同时设备精度不受地面水平好坏的影响,采用简易机架支撑设备即可,安装调整更为方便。
1.2 铺粉移动装置的结构设计
在激光选区熔化成形装备中,金属粉末铺设的平整、均匀性将直接影响到零件逐层打印成形过程中每层实体x、y二维平面上各点与同层数模对应各点,在空间高度z向上理论位置的偏差大小,从而影响零件轮廓各点在三维空间上的成形精度。因此铺粉移动装置水平运动相对基板的平行度至关重要,其所能达到的精度及运动稳定性将直接决定零件的成形精度。
为了得到更好的成形精度和成形稳定性,本文设计了一套高精、高稳定性的铺粉移动装置,结构如图3所示。整套装置主要由左、右铺粉移动机构和驱动系统组成。铺粉移动机构主要由安装板、直线导轨、移动滑座及主、从带轮组件组成。其中从动带轮组件可以通过调整左右位置实现对同步带的张紧。直线导轨通过安装板上精密加工的定位面和辅助楔块精确固定在安装板上,保证了线轨安装的基础精度,移动滑座固定在线轨移动滑块上,同时通过两个皮带压紧块与紧套在主、从动轮上的皮带联结。左、右移动机构为对称结构设计,通过中间的联轴器将主动带轮的出轴联为一体,保证了左右铺粉轴同步运动。伺服电机经减速器与一侧的主动带轮联接轴直连,将电机轴的旋转运动转换为左、右同步带的往复直线运动,带动铺粉刮板跟随同步带一起前后运动,完成打印过程的铺粉动作。
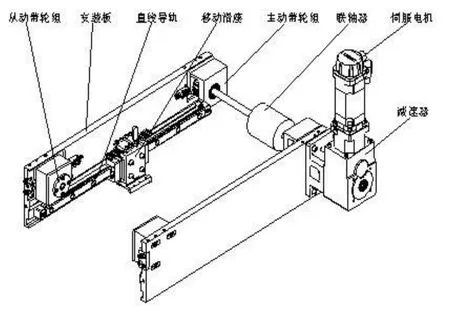
图3 铺粉移动机构结构图
铺粉移动装置的左、右安装板具有良好的加工工艺性,并且整套装置安装简单,而系统的精度主要取决于直线导轨的行走精度,即铺粉精度可以通过选用高精度的直线导轨保证。在基板上方前后移动的铺粉刮板两端分别与左、右移动机构的滑座联结,形成龙门框架结构,提高了铺粉刮板的运动刚性,增强了刮板行走过程中突遇烧结高点的稳定性,同时左、右移动机构上的直线导轨可以均化刮板行走的误差,进一步提高铺粉精度。
1.3 成形缸的结构设计
在激光选区熔化成形装备中,每层铺粉的厚度是影响制件成形精度的关键因素之一,由于层厚的存在,成形后的实体表面会产生明显的“台阶效应”。Strano等研究了台阶效应对侧壁成形精度的影响[1]。尤其对于曲面零件,层厚将直接影响成形零件的表面质量和成形精度。随着单层层厚的增加,曲面件的台阶效应会更加明显,使得制件精度出现很大偏差。因此特别是零件曲面,只要层厚足够小且均匀,就能有效提高曲面的成形精度。目前多数增材制造装备的最小打印层厚为 20μm,为了大幅提高设备曲面成形精度,降低打印过程中的台阶效应,本文设计了一套用于 SLM 设备的成形缸及精密升降机构,其结构形式如图4所示。

图4 成形缸及升降机构结构图
整套成形缸系统主要由左侧的基板升降导向机构及右侧的升降进给机构组成。左侧成形缸体内部形成金属粉床并可容纳激光成形的制件,基板组件类似成形缸体内的活塞与升降导轨刚性联结,并在升降导轨座内侧直线导轨的作用下可上下移动。右侧滚珠丝杠通过两端的丝杠支撑轴承组件固定在成形缸支架体安装孔上,丝杠上端通过联轴器与伺服减速器及电机刚性联结。丝杠上的丝母通过丝母托架与左侧的导轨支撑杆刚性联结,保证右侧的丝母进给与左侧的成形基板同步运动。
滚珠丝杠通过最下端的锁紧螺母进行预拉伸。因为激光熔化金属粉末时会产生热量,造成设备附近升温,同时滚珠丝杠工作也会发热。经统计分析,在数控机床所有误差中,滚珠丝杠副的发热所导致的丝杠伸长是定位误差的主要来源[2]。为了补偿因丝杠热伸长而引起的定位精度误差,采用丝杠预拉伸结构,使预拉伸量略大于热伸长量。当丝杠受热伸长后,预拉伸量可以抵消热伸长量,丝杠内部应力下降,但螺纹总长及螺距精度不变,减少了丝杠热伸长造成的精度影响。
丝杠预拉伸量按细长轴热伸长量计算:

式(1)中:ΔL为热伸长量,m;α为线膨胀系数,钢取12×10−6/℃;L为支撑轴承跨距,m;Δt为丝杠温升,℃。代入设备相关参数:

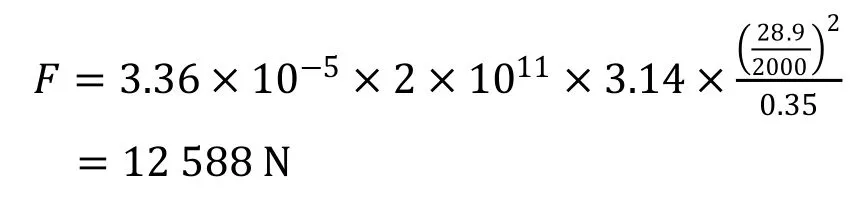
丝杠的拉伸力为:

式(2)中:F为拉伸力,N;E为弹性模量,钢取2×1011N/m2;A为轴截面积,m2。代入设备相关参数:
同时,丝杠采用预拉伸结构,增强了丝杠进给系统的传动刚性,不会因为载荷的突变而影响定位误差。设备基板升降滚珠丝杠采用预拉伸结构提高了成形缸升降系统的定位精度并可实现微米级别的分层打印,大大提高了成形制件的精度。
1.4 光路系统优化
在激光选区熔化成形装备的光路系统中,对制件成形精度和质量影响最大的两个参数是激光聚焦光斑大小和能量密度。在相同激光功率下,光斑直径越小能量密度也就越高。理论上聚焦光斑直径越小可以扫描成形的精度越高,细节越突出,同时能量密度越高,熔化成形制件的致密度和机械性能也越高。
通常在成形幅面较小的设备中,采用 F-Theta透镜的物镜前扫描方式,其聚焦为一个平面,在此聚焦平面上的光斑大小基本一致。所谓F-Theta镜,是为了实现等速扫描,具有一定的负畸变,实际像高比几何光学确定的理想像高小,并与扫描角θ成线性关系,即经过严格设计,使像高与扫描角满足关系式y=f×θ的镜头,因此F-Theta镜又称线性镜头[3]。采用F-Theta镜的设备扫描逻辑较简单,并可得到均匀扫描速度和大小一致的光斑。
如图5所示,激光束经过准直扩束后,经振镜扫描偏转后进入 F-Theta透镜,并由透镜将激光聚焦在焦平面上。激光束在焦平面上聚焦光斑的位置通过振镜的X、Y轴镜片偏转改变入射激光束与透镜法线夹角θ来实现。理论上,可以通过控制振镜X、Y轴镜片的相互插补偏转,实现焦平面上任意复杂图形的扫描。

图5 物镜前扫描方式原理图
为实现扫描的高精度,首先需对光路的光斑大小进行估算及优化设计。通用的光路系统选型资料对聚焦光斑大小的计算都比较笼统,且没有对非标选型的指导,对于非光学专业的设备开发工程师来说不具常规指导意义,本文从通用资料中整理并推导出适合估算光斑大小并用于参数优化的公式,以供参考。
影响聚焦光斑大小的因素主要有:a—光束质量(M2);b—球差;c—衍射。激光光束质量由激光器自身决定,设备采用物镜前扫描方式,其中F-Theta镜工作于单个激光波长,由于其相对孔径很小,球差影响很小[4]。所以估算聚焦光斑直径主要考虑衍射作用影响即可,其表达式为:

式中:dF为聚焦光斑直径μm;dL为光束直径,mm; λ为光束波长,nm; f'为透镜焦距,mm; APO为切趾因子;M2为光束质量,常规M2≤ 1.05。
其中切趾因子是在衍射效应发生时孔径边缘光强分布对聚焦光斑大小的影响,与截断比T在0.7~1的范围内近似成线性比例关系,根据测算其表达式为:

截断比在激光扫描系统中为入射光束直径与系统通光孔径的比值,其表达式为:

将式(4)、式(5)同时代入式(3),得到激光振镜扫描系统当截断比(T)在0.7~1范围内,聚焦光斑直径估算公式:

式中:dEP为扫描系统通光孔径,mm。
从式(6)可以看出,聚焦光斑直径大小和光路系统的波长、光束质量及透镜焦距成正比,与扫描系统通光孔径成反比。SLM设备考虑到材料对不同波长激光的吸收效率及更好的光斑聚焦质量,一般选用光纤激光器,其波长为1070 nm,光束质量标准值为1.05。透镜焦距主要和设备打印幅面有关,能成熟应用在金属3D打印设备中的F-Theta场镜型号有限,当设备的扫描范围确定后,按照最小原则,此参数即可确定,本设备根据扫描范围选用场镜的有效焦距为277 mm。根据估算式(6)可得出,除扫描系统通光孔径外,其它参数原则上都是确定项。通常dEP是由扫描振镜的入射孔径决定的,一般200 W以下的SLM设备根据功率选用的振镜入射孔径都在15 mm左右,此时的聚焦光斑直径估算为40 μm。若选用价格、外形相差不多的20 mm入射孔径的振镜,则此时聚焦光斑直径估算为30 μm,光斑直径缩小约1/4,将大大提高设备扫描成形的精细程度。
2 结语
本文对激光选区熔化成形装备结构设计中影响成形精度的几个关键问题进行探讨,通过样机设备的长期使用,结果表明:(1)单基准布局方式比多基准布局方式在装配调整、运行精度及精度保持性等方面都有优势;(2)铺粉刮板相对打印基板行走平行度不大于0.01mm,且精度重复性好;(3)由于成形缸升降丝杠采用预拉伸结构,最小升降层厚可达5 μm,且当长期打印温度升高时能够保持精度稳定;(4)利用推导出的聚焦光斑直径估算公式得出的光斑大小与实测值相差不到10%,比同规格设备光斑直径缩小近20%,曲面成形质量更好。以上应用可以为增材制造装备开发设计人员提供借鉴作用。
