壳牌煤气化装置的常见腐蚀与措施分析
2018-09-10韩晓龙
韩晓龙
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
煤气化装置是以煤为原料生产出合成器,进一步生产甲醇、二甲醚等产品。其进行加工过程中,原料煤中会含有一些氯元素,而壳牌煤气化装置中采用最多的就是氯离子腐蚀十分敏感的不锈钢材料,因此就产生了煤气化装置腐蚀现象,最终导致装置损坏、破裂问题[1-2]。
1 壳牌煤气化工艺流程
壳牌煤气化技术由7个气化主装置单元以及7个公用工程单元组合而成,主装置包括:磨煤、干燥系统1 100单元;煤粉加压、输送系统1 200单元;气化、激冷、合成气冷却系统1 300单元;除渣1 400单元;干洗1 500单元;湿洗1 600单元;水处理1 700单元。其具体工艺流程,如图1所示。
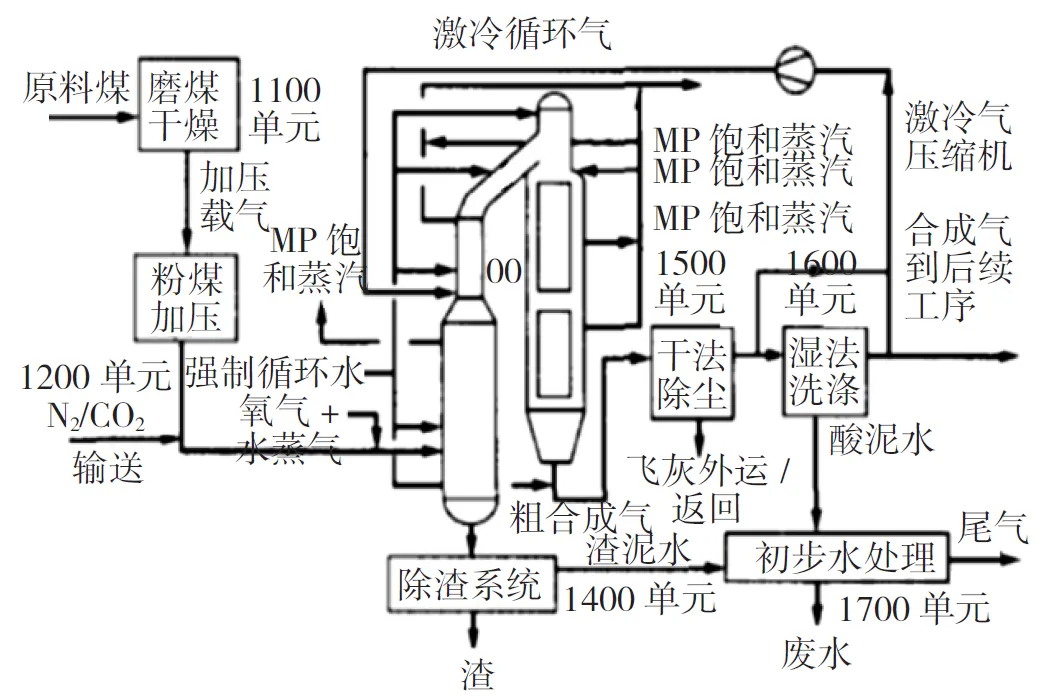
图1 壳牌煤气化工艺流程
根据图1所示,干煤粉经过磨碎、干燥、加压环节后,油工艺烧嘴将其喷入汽化炉,与气汽混合物发生氧化反应,气化温度1 400 ℃~1 600 ℃,压力3.0 MPa~4.1 MPa。反应后的合成气在汽化炉出口收到激冷气压缩机激冷到900 ℃,随后进入合成气冷却器,废热锅炉回收其热量,最后进行除灰、干法除尘、湿法洗涤,经过净化处理形成合成氨、甲醇等产品。
2 壳牌煤气化装置常见腐蚀问题与解决措施
2.1 不锈钢管道氯离子腐蚀
2.1.1 腐蚀机理
不锈钢氯离子腐蚀涵盖了多种机理,如应力腐蚀机理、缝隙腐蚀机理、蚀孔机理等。
1) 应力腐蚀机理
煤气化装置的不锈钢钢管富含氯离子环境下,因应力作用下产生滑移现象,致使钢管表面钝化膜破裂,错位密集、缺位增加,造成元素、杂质在滑移带偏析,形成活性阳极区,在腐蚀介质作用下发生阳极溶解,从而发生阳极化现象,阳极周围出现钝化情况,腐蚀坑周边会重新生成钝化膜,随后因应力作用再次滑移、破裂,周而复始,造成纵深裂纹,直至管道破裂。
2) 缝隙腐蚀机理
从最初的微小电流从煤气化装置钢管缝隙中流出,金属表面处于等电位的状态,随时间推移,缝隙内贫氧致使缝隙内外形成了氧浓差电池,缝隙内的金属表面为阳极反应,如式(1):

.
(1)
缝隙外部的自由表面为阴极反应,如式(2):
.
(2)
随后,氯离子向缝隙内部迁移,同时,阴极过程转移到了缝隙外部,缝隙内的氯化物以及硫酸盐会发生水解,如式(3):
.
(3)
缝隙内pH值下降,不断增加腐蚀电流,由于pH的下降,导致致钝电位的增长,便引起了腐蚀的初级发展阶段,而缝隙内部的活化状态与外部的钝化状态构成了电位差,进而导致缝隙内的金属严重腐蚀。
3) 孔蚀机理
因煤气化不锈钢表面的钝化膜存在不均匀情况,造成了表面均匀的结构缺陷,例如钝化膜存在夹杂物、晶界、位错等问题,这些地方的钝化膜较为薄弱,为其他物质入侵钝化膜创造了良好的条件。介质中的Cl离子(氯离子)是入侵钝化膜能力最强的离子,也是蚀孔产生的主要原因。
因煤气化所用的主要原料为煤,煤中含有一定成都的氯离子,因此氯化钠会以很慢的电位扫描速度,对不锈钢进行阳极化,如图2中所示。
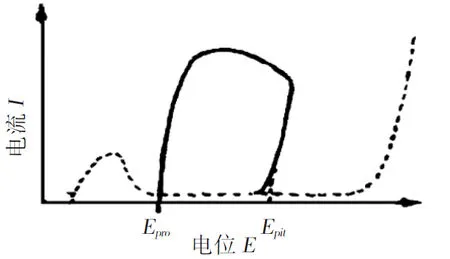
图2 孔蚀电位和保护电位
在某电位Epit,阳极电流增加,虚线表示不含Cl离子的环境,一直到有氧气才开始增加电流,Epit称为孔蚀电位,因为Epit与氯离子的浓度有关,蚀孔在Epit以上发生成长。当阳极电流达到一定的值后,电流逐渐减少,转化为阴极电流,该电位称之为保护电位Epro,保护电位以下,蚀孔会自动钝化,当孔蚀电位Epit为负,保护电位Epro为正时,蚀孔很难发生并成长[1]。
2.1.2 防止不锈钢氯离子腐蚀的措施
1) 应力腐蚀材料选择
在针对应力腐蚀机理的考虑上,影响氯化物对不锈钢腐蚀的主要因素为氯离子的温度和含量,根据API技术报告指出,当不锈钢的温度处于60 ℃以上时,氯离子的含量就会增加,有较大的几率产生应力腐蚀的现象,因此,对于经常处于高温工作下的钢管,为了避免应力腐蚀现象发生,应采用奥氏体不锈钢、双相不锈钢等材料对煤气化装置进行配置。
2) 抗蚀孔和缝隙腐蚀材料的选择
不锈钢在抗缝隙腐蚀能看上,主要取决与Mo、Cr与N的元含量,式(4),式(5)为衡量这种抗腐蚀性能的参数计算方法:
PREN=%Cr+3.3×%Mo+16×%N
(4)
PREN=%Cr+3.3×(%Mo+0.5×%W)
+16×%N
(5)
通过式(4)、式(5)对耐点蚀当量(PREN)的计算,可以对材料的抗缝隙腐蚀能力做出衡量,PREN的值越大则说明材料抗缝隙腐蚀的能力越好,在这些元素中,N元素起到的作用最为关键。此外,双相不锈钢对于氯离子腐蚀具有很好的抗性,并且具备了耐腐蚀、耐冲蚀、机械强度高的优质特点,因此出于对维修费用、性能成本比率、服役寿命以及安全可靠性的考虑,对于煤气化设备中氯离子含量高的管道,应采用双相不锈钢材料。
2.2 壳牌煤气化装置激冷气压缩机入口腐蚀
1) 激冷气压缩机工艺激冷流程
为了让煤气中所夹杂的熔渣离子固化,让其不会粘在合成气冷却器壁上,壳牌煤气化工艺采用干法除灰激冷流程,如图3所示。
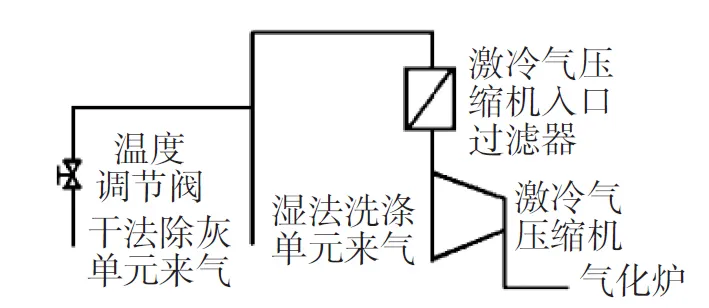
图3 激冷流程图
2) 激冷气压缩机入口管道腐蚀机理
激冷气压缩机的入口管道腐蚀,是壳牌配气化装置较为常见的关键腐蚀问题,同时装置内的其他管线、关键也普遍存在不同成都的腐蚀问题。例如中石化岳阳分公司,在2009年对激冷气压缩机进口管道进行了测量工作,测量结果证实,激冷气压缩机进口的管道从最初的24 mm因腐蚀缩减到了12.6 mm,同时,其他多出管线都发生不同程度的法兰口腐蚀、管线腐蚀现象,存在大量的安全隐患。
(6)
当Cl-通过渗透到达碳钢表面,Cl-浓度高的部位保护膜会成为活化态,保护膜遭到破坏,因存在氧和水,因此被活化的碳钢表面为阳极,未活化的部分为阴极,阳极金属铁会溶解进而形成腐蚀坑。在该过程中会出现下列反映,如第150页式(7)、式(8)。
(7)
(8)
Fe(OH)3的持续失水会形成Fe2O3,而氧化不完全部分会成为Fe3O4,即红绣和黑锈,因铁锈具有多孔的特新,因此腐蚀会不断向管道内部延伸。
3) 激冷气压缩机入口管道腐蚀解决对策
首先,保护FeS致密层。在碳钢内部的FeS致密层等同于一层保护膜,可有效减缓工艺腐蚀速度,因此,负责检修壳牌煤气化装置的人员在停车、检查FeS层检查阶段,须减少管道和大气的接触,将O2进行有效隔绝,有效规避因保护层被大气破坏而产生蚀损斑。
其次,停车期间的管线保护。在停车时,须对飞灰过滤器、洗涤器的管道进行N2吹扫,将合成气中的腐蚀性物质吹走,例如NH4Cl、H2S、CO2等,避免出现积灰现象,尽可能将冷凝水以及腐蚀气体排除系统,同时必须保证气化炉吹扫程序正常运行。另外,停车后,工作人员需要确保管道始终有良好的惰气保护以及密封,最大化确保环境干燥。
此外,需要经常检查洗涤塔、文丘中的洗涤器补水pH值,将pH始终控制在适当状态,有助于避免管线存在的潜在的杂质累积、痕量物质吸收和腐蚀危险,pH值最好控制在7到8之间。另外,需要检查除沫器的运行是否正常,可有效确保激冷气系统含量有效降低[2]。
再者,针对脱水槽以及排风进出口的腐蚀防护问题,可对管线进行拌热至水的露点温度以上,进而有效防止管路上生成冷凝液。
最后,针对除灰安全阀入口管线腐蚀问题,应采用热CO2、热N2代替过去的冷CO2进行吹扫。因合成气中不可避免会鞋带一部分氯化物和H2S,尤其是洗涤后的合成气,会受到水蒸气的饱和,一旦形成冷凝,就会导致腐蚀的发生,因此,应加强对合成气管线的拌保温,从而避免氯化物对管线的露点腐蚀。与此同时,须尽量避免狐仙支吊架出、管托处的拌热四点,进而有效防止局部冷凝的产生。
3 结语
目前,针对国内壳牌煤气化装置出现的腐蚀问题,通过国内企业不断的实践、探索和改进,大部分问题已经得到了有效解决,如上文介绍的通过材料选择解决钢管腐蚀问题,通对管线FeS保护层的保护、对pH值的控制以及采用热CO2、N2代替冷CO2进行吹扫,并对管线进行拌热保温,以解决激冷气压缩机入口管道腐蚀问题,尽可能地消除、避免了装置潜在的腐蚀问题,以确保煤气化装置正常运转。
