玉米芯残渣的底物特性对其酶水解效率的影响
2018-09-10汪兵刘苇刘璐张培青侯庆喜
汪兵 刘苇 刘璐 张培青 侯庆喜
摘 要:利用农业废弃物进行生物质精炼以生产生物质燃料对于缓解能源危机和降低环境污染具有重要意义。酶水解玉米芯残渣生产可发酵糖,通过PFI打浆预处理改变玉米芯残渣的底物特性,进而借助主成分分析和多元线性回归分析方法研究了玉米芯残渣的底物特性对其酶水解效率的影响。结果表明,PFI打浆可明显改变玉米芯残渣的底物特性,显著提高其酶水解效率;玉米芯残渣的酶水解反应符合拟二级反应模型;建立了酶水解效率与底物特性之间的多元线性回归模型;保水值和打浆度对酶水解效率的影响最显著,平均粒径和比表面积的影响次之,而表面电荷密度的影响最小。
关键词:玉米芯残渣;酶水解;PFI打浆;葡萄糖转化率;多元线性回归模型
中图分类号:TS721;TQ353.1
文献标识码:A
DOI:10.11981/j.issn.1000-6842.2018.04.17
随着社会经济的高速发展和化石能源的日益枯竭,发展新型、可再生的绿色能源成为大势所趋。生物质资源以其储量丰富、价格低廉和可再生等优点日益受到人们的关注。我国是农业大国,每年产生大量的农业废弃物。其中,玉米芯是一种典型的农业废弃物,被广泛用于生产糠醛、木糖以及木糖醇等产品[1-2]。而在生产这些化工产品的过程中产生了大量的玉米芯残渣。目前,关于玉米芯残渣的处理,大多是作为燃料直接燃烧或者直接废弃于野外,这不仅是对资源的浪费,同时也造成了一系列严重的环境污染问题[3]。由于玉米芯中大部分半纤维素被提取出来生产木糖醇等化工产品,使得剩下的玉米芯残渣中的纤维素含量高达50%~60%[4]。同时,由于经过工业加工处理,使得玉米芯残渣的结构变得疏松多孔,对生物酶的顽抗性大大降低,从而具有良好的生物酶解性[5]。因此,利用玉米芯残渣作为原料进行纤维素酶水解制备可发酵糖,进而应用于后续发酵工艺生产燃料乙醇等生物质能源产品,将具有良好的经济价值和应用前景。
目前,国内外有许多学者在玉米芯的酶水解方面做了大量研究,而关于玉米芯残渣的酶水解方面的研究较少。Lou等[6]研究了木素磺酸钠和长链脂肪醇对玉米芯残渣中聚木糖酶水解的影响。Ouyang等[7]以玉米芯残渣为原料,综合酶水解、分离和酸处理等工艺,提出了一种两步酶水解的方法。Xing等[8]研究了亚硫酸氢盐预处理对玉米芯残渣的高浓酶水解的影响。但关于机械法预处理对玉米芯残渣酶水解的影响方面的报道很少,尤其在预处理后,定量分析玉米芯残渣的底物特性对其酶水解效率的影响方面的研究更是未见报道。
因此,以玉米芯残渣为原料,利用PFI打浆预处理提高其酶水解效率,是一种“变废为宝”的绿色工艺,符合可持续发展的理念;同时,进一步研究底物特性对其酶水解效率的影响,有利于更深入地理解非木材纤维原料的酶水解机理,完善纤维原料的酶水解理论体系,对提高酶水解效率和提高原料利用率等方面有重要意义。
1 实 验
1.1 原料
玉米芯残渣由国内某厂提供,主要化学组分为:聚葡萄糖59.84%,聚木糖3.28%,酸不溶木素19.01%,酸溶木素1.45%,乙醇抽出物12.60%,灰分1.69%。纤维素酶液,酶活为94.56 FPU/mL,由青岛蔚蓝生物集团有限公司提供。
1.2 仪器与设备
1200系列高效液相色谱仪,美国Agilent Techno-logies公司;UV-1600型紫外分光光度计,北京瑞利分析仪器有限公司;P40110.E000型PFI磨浆机,奥地利PTI有限公司;SU1510型扫描电子显微镜,日本日立公司;LS 13320 SGL型激光粒度仪,美国贝克曼库尔特公司;4000i型恒温培养震荡箱,德国IKA集团。
1.3 实验方法
1.3.1 原料化学组分分析
采用美国可再生能源实验室(NREL)的标准NREL/TP-510-42619、NREL/TP-510-42618和NREL/TP-510-42622測定玉米芯残渣原料的主要化学组分。利用高效液相色谱检测糖类含量。利用紫外分光光度计检测酸溶木素含量。
1.3.2 PFI打浆预处理
参照QB/T 1463—2010标准对玉米芯残渣进行打浆预处理,打浆浓度为20%,打浆转数分别为0(空白样)、5000、10000、15000和20000转。
1.3.3 酶水解
称取5.0 g绝干质量的玉米芯残渣原料于100 mL的锥形瓶内,加入50 mL HAc-NaAc缓冲液(pH值 4.8)。向瓶内加入一定体积的纤维素酶液,纤维素酶的用量为11 FPU/g底物。然后向锥形瓶内补加蒸馏水至水解液总体积为100 mL。用保鲜膜封住瓶口,并置于50℃的恒温培养震荡箱内反应,转速180 r/min,水解96 h。在水解过程中,每隔一定时间取0.5 mL的水解液于小离心管内,并用热水煮沸5 min使纤维素酶失活。样品经离心后,用0.45 μm孔径的微孔滤膜过滤,并采用高效液相色谱仪检测水解液中葡萄糖的含量。
1.3.4 玉米芯残渣底物特性分析
用激光粒度仪测定玉米芯残渣的粒径分布。采取离心法测定玉米芯残渣的保水值[9]。采用直接染料法测量玉米芯残渣的比表面积[10-11]。采用反滴定法测量玉米芯残渣的表面电荷密度[12]。按照GB/T 3332—1982标准测量玉米芯残渣的打浆度。采用光学显微镜和扫描电子显微镜(SEM)观察玉米芯残渣的表面形貌。
2 结果与分析
2.1 PFI打浆预处理对玉米芯残渣底物特性的影响
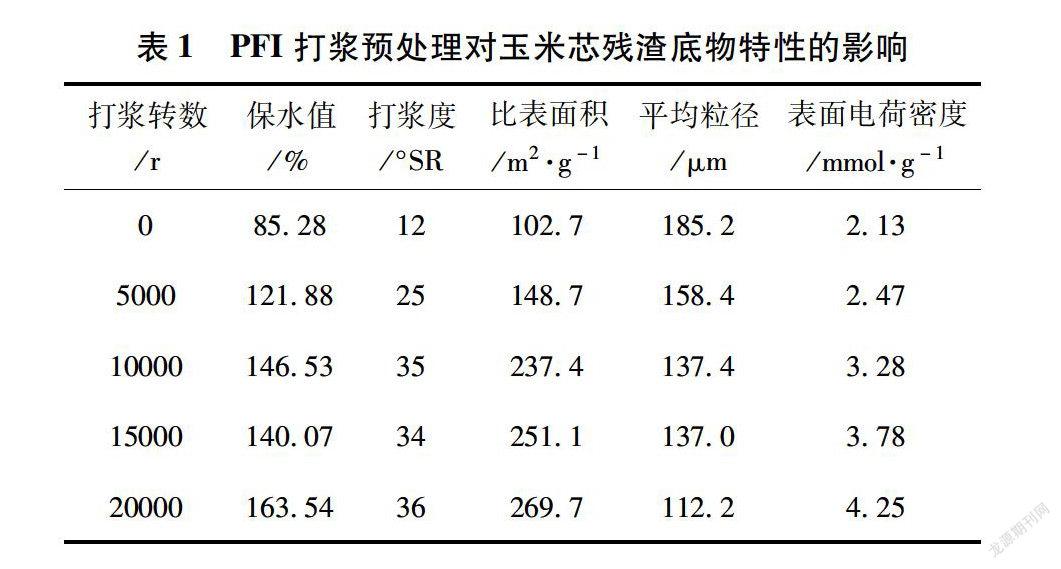
PFI打浆预处理对玉米芯残渣保水值、打浆度、比表面积、平均粒径以及表面电荷密度的影响如表1所示。从表1可以看出,玉米芯残渣的保水值、打浆度和比表面积均随着打浆转数的增加而增大,并且增长幅度逐渐变小。当打浆转数为10000 转时,玉米芯残渣保水值、打浆度以及比表面积较空白样分别提高了71.8%、191.7%和166.3%;与打浆10000转时相比,当打浆转数增加至20000转时,其保水值、比表面积分别提高了11.6%和13.6%,而打浆度仅提高了2.9%。表面电荷密度则随着打浆转数的增加而持续增长。与空白样相比,当打浆转数增加到20000 转时,表面电荷密度提高了99.5%。平均粒径则随着打浆转数的增加而逐渐降低,并且下降幅度逐渐变小。与空白样相比,当打浆转数增加到10000转时,平均粒径下降了25.8%;当打浆转数继续由10000转增加到20000转时,平均粒径继续下降了18.3%。在PFI打浆过程中,玉米芯残渣受机械剪切作用而发生断裂,产生大量细小碎片,同时,原料之间的相互挤压、摩擦等作用使其表面起毛,分丝帚化。这些变化导致玉米芯残渣物理尺寸减小,比表面积增大,进而暴露出更多的游离羟基,促进了其吸水润胀,同时使得纤维的表面电荷密度增大[13]。
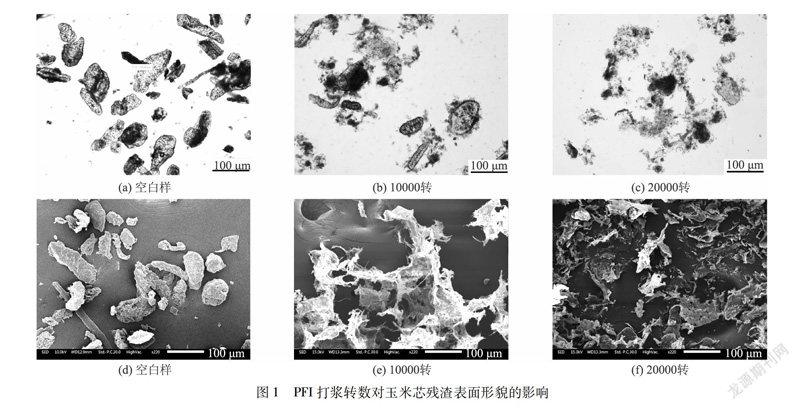
采用光学显微镜和扫描电子显微镜分析了PFI打浆预处理对玉米芯残渣表面形貌的影响,结果如图1所示。从图1可以看出,空白样(a1和b1)的表面较为平整,受损情况较弱,轮廓边界规整,有明显颗粒状外形;而经过PFI打浆后(a2和b2),玉米芯残渣的表面变得粗糙,表面分丝起毛,并产生少量细小碎片,轮廓边界变得不规则,无明显颗粒状外形;当打浆转数达到20000转时,玉米芯残渣(a3和b3)的表面破损情况严重,几乎完全压溃变形,并产生了大量的细小碎片。
2.2 PFI打浆预处理对玉米芯残渣酶水解的影响
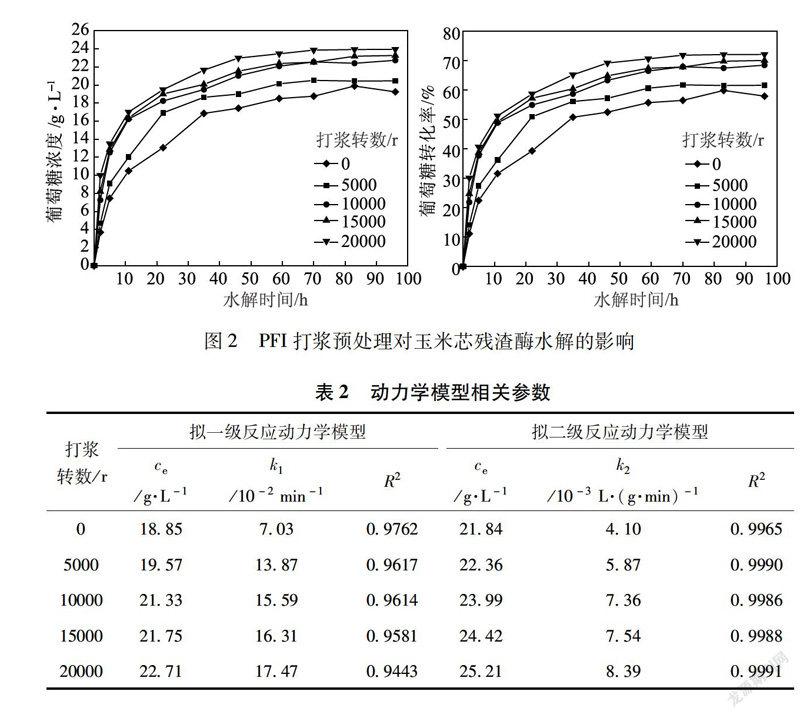
PFI打浆预处理对玉米芯残渣酶水解的影响如图2所示。从图2可以看出,PFI打浆预处理可显著提高玉米芯残渣的酶水解效率。当打浆转数为5000转时,玉米芯残渣经酶水解96 h后葡萄糖浓度与转化率分别从空白样的19.23 g/L和57.9%提高至20.46 g/L和61.5%;而当打浆转数从5000转提高到20000转时,葡萄糖浓度与转化率则进一步提高到23.95 g/L和72.0%。这说明当打浆程度低时,玉米芯残渣受到的机械处理强度不够,其酶解性提高不明显;而在较高程度的打浆预处理后,玉米芯残渣的酶水解效果得到明显的提高,这主要是由于玉米芯残渣在PFI打浆过程中受到了切断与挤压等作用,产生了大量细小碎片,增加了其比表面积,促进底物吸水润胀,从而提高了酶对玉米芯残渣底物的可及性。
同时,从图2可以看出,PFI打浆预处理可明显提高玉米芯残渣酶水解的反应速率。在酶水解的初始阶段,不同打浆转数的各组原料的酶水解反应速率之间有明显差异,并且在水解时间为22 h左右,这种差异最为明显,即空白样的葡萄糖浓度和葡萄糖转化率分别为13.05 g/L和39.3%,而葡萄糖浓度与转化率在经打浆预处理20000转后分别为19.48 g/L和58.6%。这说明PFI打浆预处理不仅可提高玉米芯残渣酶水解的最终水解得率,同时,也可加快酶水解反应的进程。
2.3 玉米芯残渣酶水解的动力学模型
为深入了解玉米芯残渣的酶水解动态过程及其酶水解机理,将玉米芯残渣的酶水解曲线进行动力学模型分析。为此,采取拟一级反应动力学模型和拟二级反应动力学模型来描述玉米芯残渣的酶水解过程[14]。拟一级反应动力学模型与拟二级反应动力学模型方程式分别如式(1)和式(2)所示。
ln(ce-ct)=lnce-k1t(1)
tct=1k2c2e+tce(2)
式中,ce,水解平衡时水解液中葡萄糖的浓度,g/L;ct,任意时刻水解液中葡萄糖的浓度,g/L;t,水解时间,min;k1,拟一级水解反应速率常数,min-1;k2,拟二级水解反应速率常数,L/(g·min)。
拟一级反应动力学模型和拟二级反应动力学模型的拟合参数如表2所示。由表2可知,各组打浆转数下,拟一级反应动力学模型对玉米芯残渣酶水解曲线的拟合效果较差,其相关系数R2为0.9443~0.9762之间;而拟二级反应动力学模型对玉米芯残渣酶水解曲线的拟合效果很好,其相关系数R2均在0.9900以上。这说明玉米芯残渣的酶水解动力学过程符合拟二级反应动力学模型,即玉米芯残渣的酶水解反应属于存在饱和位点的多级反应。
2.4 玉米芯残渣的底物特性对酶水解效率的影响
为定量研究玉米芯残渣的各项底物特性对其酶水解效率的影响,需将酶水解效率进行量化表征。选用拟二级反应动力学模型中的速率常数k2表示玉米芯残渣的酶水解效率,即k2越大,则说明玉米芯残渣酶水解的反应进程越快,酶水解效率越高。首先,考察反应速率常数k2分别与不同底物特性之间的线性关系,结果如图3所示。
由图3可知,反应速率常数k2与保水值、打浆度、比表面积以及表面电荷密度均呈正相关关系,说明通过增加保水值、打浆度、比表面积或表面电荷密度,均可提高玉米芯残渣的酶水解反应速率。而且,由图3可见,反应速率常数k2与保水值、打浆度以
及比表面积的相关系数R2均在0.9400以上,可初步说明这3项指标对玉米芯残渣的酶水解反应速率的影响较大,而表面电荷密度对其影响相对较弱;反应速率常数k2与平均粒径呈负相关关系,说明粒径的减小对于提高酶水解反应速率是有利的。因此,可初步判定反应速率常数k2与玉米芯残渣的各项底物特性均有一定的线性关系,这说明各项底物特性对反应速率常数k2均有一定的影响作用。为定量地分析这种影响作用的强弱,采用主成分分析法和多元线性回归分析法[15]建立反应速率常数k2与各项底物特性之间的多元线性回归模型,通过各系数的绝对值定量地描述其对反应速率常数k2的影响。首先,对玉米芯残渣的各项底物特性进行标准化处理,消除不同量纲对结果的影响,然后再进行主成分分析,主成分分析的结果如表3和表4所示。
由表3可知,第一个特征根较大,为4.810,而第二个特征根下降较快,本应提取一个主成分。但考虑到主成分数的减少将降低回归模型的显著性,因此,提取2個主成分更为恰当。由表3可知,当提取2个主成分时,可以解释98.701%的总体方差,信息损失量不到1.3%。
表4中为各变量在2个主成分上的系数,根据表4
由表5可知,回归模型的F值为1012.456,大于F0.01(2, 2)。因此,可认为在显著性水平为0.01的情况下,Y对X1和X2的线性关系显著,模型可通过显著性检验。将式(3)和式(4)带入式(5)中,即可得到关于Y与x1~x5之间的多元线性回归模型,如式(6)所示:
Y=0.247x1+0.247x2-0.212x3+0.180x4+0.132x5+5.751×10-16(6)
多元线性回归模型中,各自变量的系数反映出其对因变量的影响强弱,即系数的绝对值越大,则说明其对因变量的影响作用越强,反之则越小。因此,由模型可知,x1和x2的系数绝对值最大,说明保水值和打浆度对反应速率常数k2的影响作用最大;x3和x4的系数绝对值相对较小,表明平均粒径和比表面积对反应速率常数k2的影响作用次之;x5的系数绝对值最小,说明表面电荷密度对反应速率常数k2的影响作用最弱。事实上,保水值和打浆度反映了纤维原料的吸水性和滤水性;而平均粒径和比表面积则反映了纤维原料的物理尺寸。有研究表明,纤维原料的吸水性和滤水性的提高或物理尺寸的减小,均有利于提高纤维原料的酶水解效率[16-17],这与本研究的结论相一致。而由多元线性回归模型的结果可知,玉米芯残渣的吸水性和滤水性能对其酶水解速率的影响程度要强于物理尺寸。
3 結 论
本研究采用PFI打浆处理玉米芯残渣,研究了其对玉米芯残渣底物特性及其酶水解效率的影响。
3.1 PFI打浆预处理可明显改变玉米芯残渣的底物特性。随着打浆转数的增加,玉米芯残渣的比表面积、保水值、打浆度和表面电荷密度均随之增大,平均粒径则随之减小;同时,玉米芯残渣表面的破损情况逐渐加剧,产生更多的细小碎片。
3.2 PFI打浆预处理可显著提高玉米芯残渣的酶水解效率。随着打浆转数的提高,玉米芯残渣的酶水解效率逐渐提高;当打浆转数增加到20000转时,玉米芯残渣酶水解时的葡萄糖浓度与葡萄糖转化率分别达到23.94 g/L和72.0%。
3.3 玉米芯残渣的酶水解动力学符合拟二级反应动力学模型,说明酶水解反应属于存在饱和位点的多级反应。
3.4 多元线性回归模型的结果表明,玉米芯残渣的各项底物特性对酶水解效率的影响由强到弱依次为:保水值、打浆度、平均粒径、比表面积和表面电荷密度。
参 考 文 献
[1] Gowdhaman D, Ponnusami V. Production and optimization of xylooligosaccharides from corncob by Bacillus aerophilus KGJ2 xylanase and its antioxidant potential[J]. International Journal of Biological Macromolecules, 2015, 79(2): 595.
[2] Chang S Y, Guo Y L, Wu B, et al. Extracellular expression of alkali tolerant xylanase from Bacillus subtilis Lucky9 in E. coli and application for xylooligosaccharides production from agro-industrial waste[J]. International Journal of Biological Macromolecules, 2017, 96: 249.
[3] Bai Z, Gao Z, Sun J, et al. D-Lactic acid production by Sporolactobacillus inulinus YBS1-5 with simultaneous utilization of cottonseed meal and corncob residue[J]. Bioresource Technology, 2016, 207: 346.
[4] Liu K, Lin X H, Yue J, et al. High concentration ethanol production from corncob residues by fed-batch strategy[J]. Bioresource Technology, 2010, 101(13): 4952.
[5] Tang Y, Zhao D Q, Cristhian C, et al. Simultaneous saccharification and cofermentation of lignocellulosic residues from commercial furfural production and corn kernels using different nutrient media[J]. Biotechnology for Biofuels, 2011, 4(1): 1.
[6] Lou H M, Yuan L, Qiu X Q, et al. Enhancing enzymatic hydrolysis of xylan by adding sodium lignosulfonate and long-chain fatty alcohols[J]. Bioresource Technology, 2016, 200: 48.
[7] Ouyang J, Li Z J, Li X, et al. Enhanced enzymatic conversion and glucose production via two-step enzymatic hydrolysis of corncob residue from xylo-oligosaccharides producers waste[J]. Bioresources, 2009, 4(4): 1586.
[8] Xing Y, Bu L, Zheng T, et al. Enhancement of high-solids enzymatic hydrolysis of corncob residues by bisulfite pretreatment for biorefinery[J]. Bioresource Technology, 2016, 221: 461.
[9] Chen Y M, Wan J Q, Zhang X L, et al. Effect of beating on recycled properties of unbleached eucalyptus cellulose fiber[J]. Carbohydrate Polymers, 2012, 87(1): 730.
[10] Liu W, Wang B, Hou Q X, et al. Effects of fibrillation on the wood fibers enzymatic hydrolysis enhanced by mechanical refining[J]. Bioresource Technology, 2016, 206: 99.
[11] Tang A M,Chen G,Fan P M,et al. Application of direct dyes in papermaking technology-to determine the surface area of wood fiber by dye adsorption[J].Dye Technology,2000,37(6):24.
唐愛民, 陈 岗, 范佩明, 等. 直接染料在造纸中的应用—染料吸附法测定纸浆纤维的表面积[J]. 染料工艺, 2000, 37(6): 24.
[12] Sun B, Zhang M, Hou Q X, et al. Further characterization of cellulose nanocrystal(CNC) preparation from sulfuric acid hydrolysis of cotton fibers[J]. Cellulose, 2016, 23(1): 439.
[13] Yu H L. The Study of Green Liquor Pretreatment to Improve the Enzymatic Hydrolysis of Industrial Fiber Residues[D]. Beijing: Beijing Forestry University, 2015.
于海龙. 绿液预处理工业纤维渣酶水解过程及其机理研究[D]. 北京: 北京林业大学, 2015.
[14] Pan A D, Zeng H Y, Foua G B, et al. Enzymolysis of chitosan by papain and its kinetics[J]. Carbohydrate Polymers, 2016, 135: 199.
[15] Li H S, Deng X D. Statistical Data Analysis Method and Technology[M]. Beijing: Economic Management Publishing, 2014:162.
李红松, 邓旭东. 统计数据分析方法与技术[M]. 北京: 经济管理出版社, 2014∶162.
[16] Gao W H, Xiang Z Y, Chen K F, et al. Effect of depth beating on the fiber properties and enzymatic saccharification efficiency of softwood kraft pulp[J]. Carbohydrate Polymers, 2015, 127: 400.
[17] Alvira P, Tomás-Pejó E, Ballesteros M, et al. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review[J]. Bioresource Technology, 2010, 101(13): 4851.