基于数据驱动的纸浆洗涤过程优化控制
2018-09-10单文娟汤伟刘炳
单文娟 汤伟 刘炳
摘 要:针对纸浆洗涤过程的残碱和黑液波美度不能直接在线测量、控制回路的动态特性难以用数学模型描述的问题,通过研究数据驱动操作模式的优化思想,提出了基于数据驱动的纸浆洗涤过程综合优化的方法。基于PCA-BP神经网络法和多元回归分析建立了残碱和黑液波美度的预测模型及工况综合评价模型。基于大量工业运行数据和工况评价模型对纸浆洗涤过程的操作模式进行优化,构建优化操作模式库。以高产、低成本、低耗为目标对优化模式库寻优,找出最优操作模式。通过实际应用,证实该方法能准确预测残碱和黑液波美度,并在满足洗涤质量的同时,使出浆量提高,清水加入量减少,达到优化生产的效果。
关键词:纸浆洗涤过程;数据驱动;神经网络;动态建模;操作模式
中图分类号:TS736
文献标识码:A
DOI:10.11981/j.issn.1000-6842.2018.04.44
纸浆洗涤过程是制浆造纸生产中非常重要的一环,其洗涤效果直接影響到后续工段的顺利进行。然而纸浆洗涤过程是一个高度复杂的非线性过程,纸浆洗涤过程的建模与自动控制问题一直困扰着制浆造纸生产企业。近年来,数据驱动建模得到了广泛的应用,该方法只利用已存储的大量输入输出数据,在线学习计算与当前状态相匹配的控制量,便可获得系统所需要的各种静态品质,用“数据为自身说话”[1]。在纸浆洗涤过程中,具有丰富的在线和离线测量数据,如温度、上浆浓度和出浆浓度、浆种和纸浆硬度、清水加入量和洗涤次数等数据[2]。
鉴于此,本研究针对纸浆洗涤过程的特点,充分利用生产过程长期运行积累的工业数据,基于两步神经网络法得到残碱和黑液波美度的预测模型,通过这两大指标构建纸浆洗涤质量评价模型,对工业运行数据进行聚类、模式匹配,构建出优化模式库。以最优生产为目标,对优化模式库进行操作模式寻优,匹配出最优操作模式。通过实验验证该方法能有效预测纸浆洗涤过程的状态参数,达到优化生产的效果。
1 纸浆洗涤过程机理描述
1.1 纸浆洗涤工艺过程
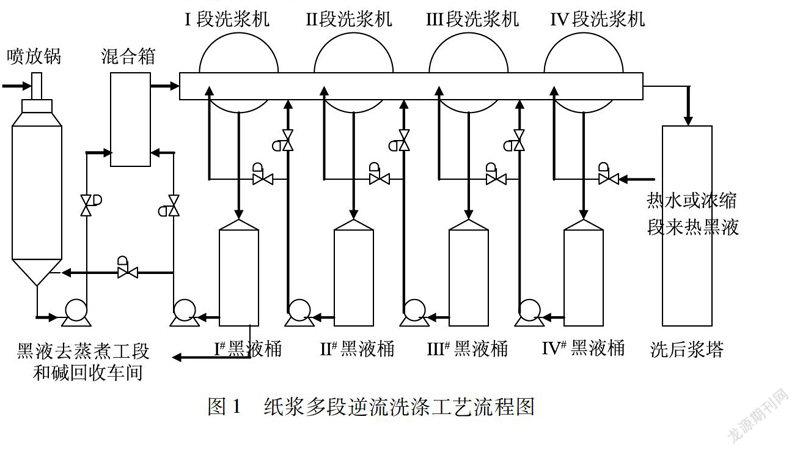
纸浆洗涤的主要目的是将纸浆中的可溶无机物和有机物洗净,同时要求尽量少用洗涤水,保持尽可能高的黑液浓度和温度,以减少黑液蒸发浓缩时的蒸汽消耗量。在多段逆流洗涤过程中,即由多台纸浆洗涤机串联,浆料依次通过各台设备,从最后一段排出;洗涤水则是逆流,从最后一段进入,与最后一段的浆料形成稀液进行逆流洗涤。纸浆多段逆流洗涤工艺流程如图1所示。
1.2 纸浆洗涤过程的操作模式描述
目前,操作模式优化相关概念在很多学科中被广泛提出并应用。桂卫华等[1]在铜闪速熔炼领域定义了操作模式优化的相关概念,提出了一种操作模式优化的方法。复杂工业过程的数据主要包括:输入条件、状态参数、操作参数以及工艺指标[3-4],对于纸浆洗涤过程,数据可描述如下。
2 基于数据驱动的纸浆洗涤过程操作模式优化
纸浆洗涤过程,其操作优化的核心思想是:在不增加额外生产设备和不改变现有工艺流程的前提下,优化纸浆洗涤质量,提高洗后出浆量,降低洗涤水用量;以提高综合经济效益为目标,通过实时监测纸浆洗涤过程的状态信息,当条件参数和状态参数发生改变时,对关键操作参数进行及时、合理的调节,从而使整个纸浆洗涤过程处在优化的运行状态。
洗后浆残碱和I段黑液波美度是评价纸浆洗涤质量的2个重要指标[5];然而,这2个要求是相互矛盾且难于直接测量的。要平衡这2个质量指标须建立一个二者的预测模型。
基于数据驱动的纸浆洗涤过程优化控制第33卷 第4期
第33卷 第4期基于数据驱动的纸浆洗涤过程优化控制
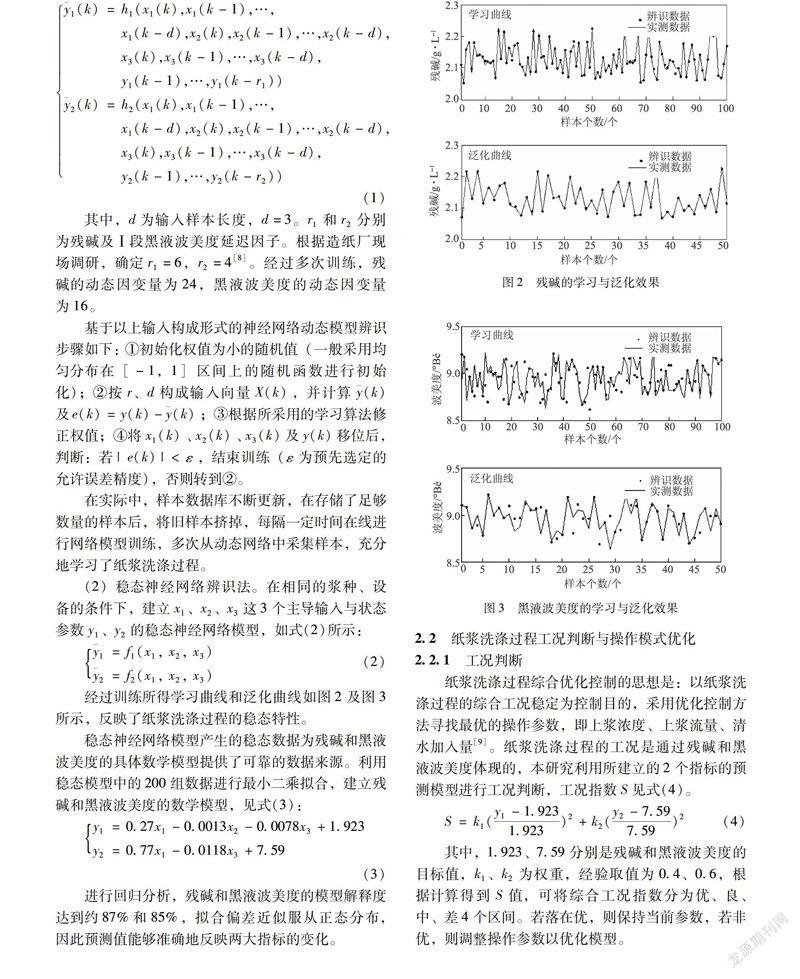
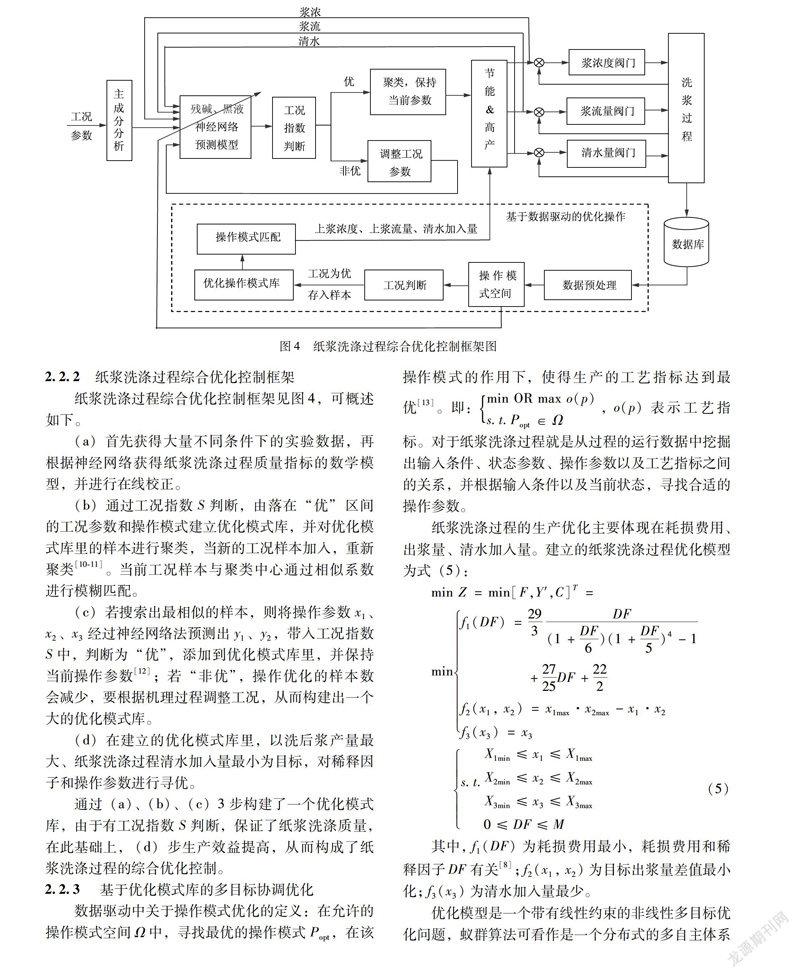
2.1 纸浆洗涤工艺指标的神经网络预测模型
在纸浆洗涤过程中,由于残碱和黑液波美度难以在线测量,主要靠定期采样分析,导致黑液浓度控制不精确,建模结果不理想。神经网络在非线性系统的建模、分类和预测方面具有非常突出的效果[6]。因此,采用BP神经网络结合具有降维、去噪、消除数据相关性的主成分分析(Principal Component Analysis,PCA)作为软测量的模型。首先采用PCA方法对所涉及的过程变量进行去噪、降维、消除负相关性等预处理,同时降低神经网络的复杂度;然后,采用神经网络建模的方法建立主元和质量变量之间的网络结构,得到纸浆洗涤过程的软测量模型。
2.1.1 基于PCA的预测模型输入量的选取
大量实验表明,影响纸浆洗涤质量的因素有:上浆浓度、上浆流量、清水加入量、浆层厚度、真空度、浆种、洗涤水温度、纸浆硬度、制浆方法。需将这些相关的过程变量压缩为少数独立的变量,从而对过程进行有效控制。通过数据分析和积累的经验,利用动态PCA方法筛选出了建立纸浆洗涤过程数学模型的输入变量,计算步骤如下。
(1)初始化样本库。计算样本库中各变量的平均值,并增加适量过程测量数据,组成新的样本组,以充分反映过程的动态性及变换性[7]。对新的样本数据进行标准化处理,并每次计算校正方差,直到均方差不再改变时,得到每个变量的校正值,并以此构成初始化后的样本库。
(2)对样本库中数据进行PCA方法降维。对上浆浓度、上浆流量、清水加入量、浆厚度、洗涤水温度、纸浆硬度进行主元分析,得到载荷矩阵和特征值矢量。寻找第一个载荷矢量中绝对值最大的系数对应的变量,并剔除。再次进行主元分析。
(3)多次分析后,得到上浆浓度、上浆流量、清水加入量这3个成分的贡献率达到了98%,能较好地代表原数据信息。
参考文献
[1]GuiWH,YangCH,LiYG,etal.Data-drivenoperational-patternoptimizationforcopperflashsmeltingprocess[J].ActaAutomatocaSinica,2009,35(6):717.
桂卫华,阳春华,李勇刚,等.基于数据驱动的铜閃速熔炼过程操作模式优化及应用[J].自动化学报,2009,35(6):717.
[2]TangW,ShiSJ,ZhaoXM,etal.PulpwashingprocessDCSbasedondouble-objectiveoptimization[J].ControlTheory&Applications,2002,19(4):555.
汤伟,施颂椒,赵小梅,等.纸浆洗涤过程双目标优化分布式控制系统[J].控制理论与应用,2002,19(4):555.
[3]GuiWH,YangCH.IntelligentModeling,ControlandOptimizationofComplexNonferrousMetallurgicalProcess[M].Beijing:SciencePress,2010:54.
桂卫华,阳春华.复杂有色冶金生产过程智能建模、控制与优化[M].北京:科学出版社,2010:54.
[4]YanAJ,ChaiTY,YueH.Multivariableintelligentoptimizingcontrolapproachforshaftfurnaceroastingprocess[J].ActaAutomaticaSinica,2006,32(4):636.
严爱军,柴天佑,岳恒.竖炉焙烧过程的多变量智能优化控制[J].自动化学报,2006,32(4):636.
[5]TangW,ShanWJ,WangMX.ApplicationoftheSoft-sensingTechniqueinPulpWashingProcess[J].ChinaPulp&Paper,2011,30(6):47.
汤伟,单文娟,王孟效.残碱和黑液波美度的在线软测量方法及实现[J].中国造纸,2011,30(6):47.
[6]XieSM,GaoXW,ChaiTY.BOFEndpointPredictionBasedonGreyModel[J].JournalofIronandSteelResearch,1999,11(4):9.
谢书明,高宪文,柴天佑.基于灰色模型的转炉炼钢终点预报研究[J].钢铁研究学报,1999,11(4):9.
[7]ZhaoS-J,ZangJ,XuY-G.Monitoringofprocesseswithmultipleoperatingmodesthroughmultipleprinciplecomponentanalysismodels[J].IndEngChenRes,2004,43:7025.
[8]ShanWJ,TangW.OptimizationoftheDilutionFactorinPulpWashingProcess[J].ChinaPulp&Paper,2012,31(2):50.
单文娟,汤伟.纸浆洗涤过程中稀释因子的优化[J].中国造纸,2012,31(2):50.
[9]YuXM,WangMX,BaiS.ResearchonOptimizationofPulpWashingProcessBasedonMulti-objectiveEvolutionaryAlgorithm[J].TransactionsofChinaPulpandPaper,2009,24(2):92.
于晓明,王孟效,柏松.纸浆洗涤过程的多目标进化优化研究[J].中国造纸学报,2009,24(2):92.
[10]DuZG,WangGQ,ZhangZB,etal.ApplicationofBPNeuralNetworksinPredictingtheProductYieldofHVGOSteamCracking[J].EthyleneIndustry,2009,21(2):8.
[11]HuZK,GuiWH,PengXQ,etal.Intelligentoptimizationofoptimaloperationalpatternintheprocessofcopperconvertingfurnace[J].ControlTheory&Applications,2005,22(2):243.
胡志坤,桂卫华,彭小奇,等.铜转炉生产操作模式智能优化[J].控制理论与应用,2005,22(2):243.
[12]YaoKT,ShaoZJ,ChenX,etal.Data-driventechnologyandmechanismmodelbasedsoftsensormodelinginPTAprocess[J].ComputersandAppliedChemistry,2010,27(10):1329.
姚科田,邵之江,陈曦,等.基于数据驱动技术和工艺机理模型的PTA生产过程软测量建模方法[J].计算机与应用化学,2010,27(10):1329.
[13]CherkasskyV,MaY.PracticalselectionofSVMparametersandnoiseestimationforSVMregression[J].NeuralNetworks,2004,17(1):113.
[14]ZhuPF,XiaLY,PanHT.Multi-modelfusionmodelingmethodbasedonimprovedKalmanfilteringalgorithm[J].CIESCJournal,2015,66(4):1388.
朱鹏飞,夏陆岳,潘海天.基于改进Kalman滤波算法的多模型融合建模方法[J].化工学报,2015,66(4):1388.
[15]LiuH,LiuZJ,LiHG.Adata-drivenapproachtochemicalprocessalarmthresholdoptimization[J].CIESCJournal,2012,63(9):2733.
刘恒,刘振娟,李宏光.基于数据驱动的化工过程参数报警阈值优化[J].化工学报,2012,63(9):2733.
