某型发动机喷口控制泵漏油量超标故障分析及改进措施
2018-09-10杨立波王磊
杨立波 王磊
摘要:对某型发动机喷口控制泵漏油量超标故障进行综合分析,确定了故障原因,并制定了相应的改进措施,达到预防此类故障再次发生的目的。
关键词:航空发动机;喷口控制泵;漏油;改进
1.故障描述
外场使用中检查滑油箱油位,发现滑油消耗量大。滑油箱油量不足,将导致喷口控制系统不能正常工作,进而影响发动机的正常工作。
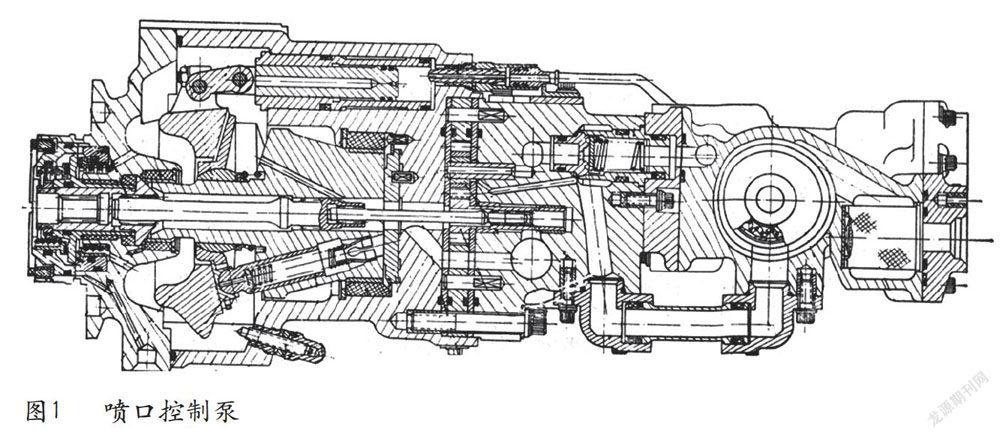
经过分析、排查,发现喷口控制泵(见图1)漏油量超标。技术要求喷口控制泵的漏油量不允许超过lOml/h。因此对此故障情况进行分析研究。
2.原因分析
2.1故障机理
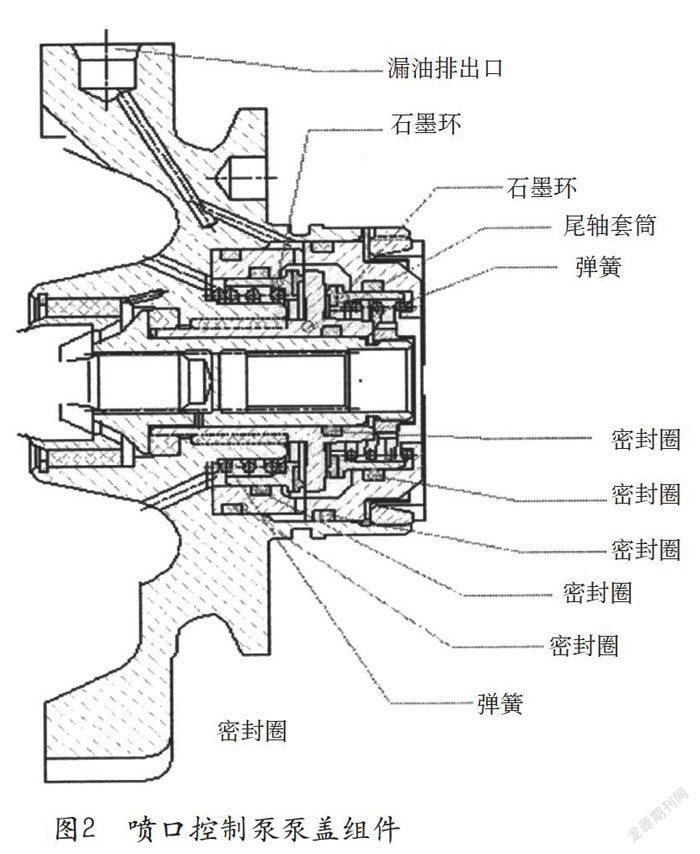
喷口控制泵漏油量超标故障是由于喷口控制泵泵盖中密封组件不密封造成的,密封结构见图2。漏油密封分为两种形式,一种为石墨端面密封,石墨密封环与高速旋转的尾轴套筒之间建立油膜面隔断油流,使内部的滑油不向外流;另一种为O型密封圈的轴向密封,该组件中共有5个密封圈,使滑油不向外流出。
2.2故障树
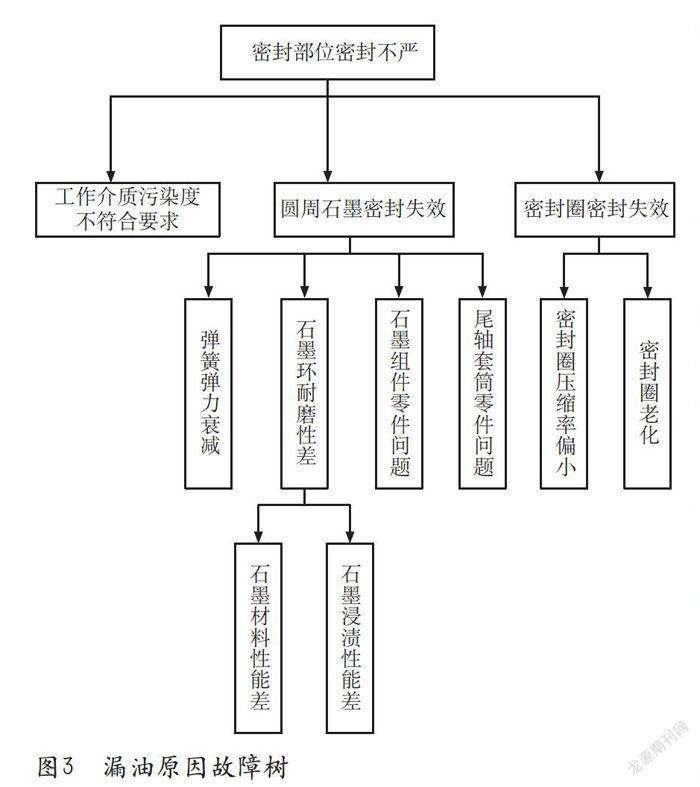
根据产品的原理、结构,分析影响故障发生的因素,列出漏油原因故障树,如图3所示。
2.3故障分析
通过故障树分析,明确了产生故障的影响因素,逐个进行分析排查,具体分析如下。
1)工作介质污染度不符合要求
如果工作介质的污染度不符合要求,会加剧产品内部零件的磨损,产品在长时间的工作中,油液中的杂质和产品内部磨损的杂质会破坏石墨密封面,进而打破油膜的平衡,导致产品漏油量超标。杂质也可能渗入O型密封圈的边缘,影响其密封性,导致漏油。
2)弹簧弹力衰减
弹簧的作用是使石墨密封组件与尾轴套筒的密封面紧密贴合,保证石墨端面的密封性。但产品长时间工作后,可能出现弹簧性能的衰减,导致石墨密封组件与尾轴套筒贴合不严,使密封失效,造成漏油量超标。分别对3台漏油量超标的喷口控制泵弹簧进行计量,计量结果基本合格,弹力最大衰减1.22N,此弹簧力的略微降低不会导致产品漏油。
3)石墨材料性能差
石墨密封环为碳石墨材料,其材料的性能对石墨材料性能起到至关重要的作用。如果材料性能较差,磨损后会出现掉快、磨损不均匀等现象,造成漏油。通过对外购的石墨材料进行检测,性能满足验收指标要求。
4)石墨浸渍性能差
喷口控制泵的工作转速为3680r/min,在高速运转下,对石墨的耐磨性提出了很高的要求。如果石墨的耐磨差,磨损后脱落的材料会覆盖在油膜层上,导致漏油量超标。
因漏油量超标故障返厂的喷口控制泵大部分的工作时间为300~500h,分解了数台故障泵后发现,确实存在异常磨损现象,通过更换或返修石墨密封环解决了此故障。为此,对漏油超标泵中的石墨材料进行金相检查(见图4、图5)。结果表明,国产石墨材料表面的浸铜成片状,且所占表面面积较高,而英国产石墨材料的浸铜成絮状,其在表面分布均匀。这是国产材料与英产材料的一个重要区别。浸铜不均匀就会造成石墨密封面不耐磨、易磨损,从而导致石墨端面密封处密封不严,漏油量超标。
5)石墨组件、尾轴套筒零件问题
石墨密封组件、尾轴套筒的密封面设计要求有严格的形位公差、平面度和光洁度。石墨组件与尾轴套筒在工作时是动密封,如果石墨密封组件和尾轴套筒零件在形位公差、平面度和光洁度上达不到图纸要求,工作中易导致密封面漏油,从而使喷口控制泵的漏油量超标。
6)密封圈压缩率偏小
喷口控制泵中有五种密封圈进行密封,其中任一种密封圈的压缩量小,就有可能导致密封不良,造成泄漏,使产品漏油量超标。
通过计算,有两种密封圈的压缩量为8.3%,而设计资料要求的静密封最小压缩量在11%以上。在漏油超标排故试验中,对两台产品的石墨环、尾轴套筒、O型密封圈等零件进行清洗后,漏油量仍超标,更换密封圈后,故障排除。
7)密封圈老化
产品长时间工作后,可能引起密封圈老化、弹力减弱,导致密封失效,引起漏油。
密封圈工作温度为40℃~150℃,此材料在另一成熟型发动机上应用较多,因此排除密封圈老化导致漏油的可能。
3原因确定
经过上述分析,喷口控制泵漏油量超标故障的主要原因有四个方面。
1)国产石墨材料的浸渍性差,使石墨材料耐磨性差,导致喷口控制泵在外场使用一段时间后出现漏油量超标故障。
2)密封圈压缩量偏小,造成密封失效。
3)油液污染度不符合要求,产品内部杂质进入石墨密封处,破坏了油膜的平衡,导致密封性能降低,使漏油量超标。
4)石墨组件、尾轴套筒的平面度和光洁度达不到设计要求,导致漏油量超标。
4改进措施
1)改用英国产石墨材料MY3DA
将国产石墨材料改为英国产石墨材料,解决了石墨耐磨性差问题。对此,制造厂开展了对MY3DA石墨材料的考核验证工作,分别进行了厂内质量验证试验和随发动机考核试车,最终,MY3DA材料通过了试验考核和材料评审,应用于喷口控制泵中。
2)改进密封圈压缩量
由于产品有两种密封圈的最小压缩量偏小,为此缩小密封圈槽尺寸,从而增大了密封圈的压缩量。两种密封圈的最小压缩量由原来的8.3%增大到11%。
3)修理中对油液污染度进行控制
在喷口控制泵的修理中,严格按照规定控制油液污染度。
4)提高密封零件修理要求
为了提高密封组件的可靠性,将尾轴套筒密封面的平面度提高到0.003mm,将石墨密封环的平面度提高到0.002mm,石墨密封组件外圆的表面粗糙度应为Ra0.2μm,如圖6所示。
