低温甲醇洗脱除CO2工艺流程研究
2018-09-06谷海强
谷海强
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
伴随经济的快速发展,我国的工业化有了长足的进步, 对原料气的净化要求也逐渐提高。煤化工业和合成氨会生成一定量的CO2、硫的氧化物和其它有害物质,必须在生成结束前讲其脱除。
1 低温甲醇洗脱除CO2工艺基本原理
煤炭工业以及用油料等合成氨的过程中,流程较为复杂,涉及多种气体参与,也涉及多种技术,如气液分离技术、冷却技术等,具体煤化工工艺控制方案,如图1所示。原料气里不仅有合成氨的N2以及的H2,也存在大量CO、CO2、H2S,程序中含硫化合物与含氧化合物是氨合成形成的有毒物,所以在形成合成前,必须在气体中脱除干净。
低温甲醇洗工艺原创于德国的一家企业。低温状况有利于甲醇对酸性气体的吸收。运用甲醇在-60 ℃时对酸性气体能产生较强溶解性的特点,净化工业里存在的CO2、H2S等酸性杂质气体,通过高压低温脱除煤炭等产品中的酸性气体。气、液间的平衡关系在物理吸收过程起始阶段符合亨利定律,参照亨利定律,在温度恒定的条件下,气体在溶液里的溶解度与其平衡压力是正比关系。H2S的溶解度在40 ℃~60 ℃的温度下,大约是CO2溶解度的6倍。从而实现先将硫化氢从原料气中脱除,继续保留可用气体[1]。低温甲醇洗工艺中运用亨利定律公式,见式(1)。
cx=Kx·Px
(1)
式中:cx代表气体x在溶剂里饱和状态下的溶液浓度;Kx代表溶解常数,Px代表气体分压。
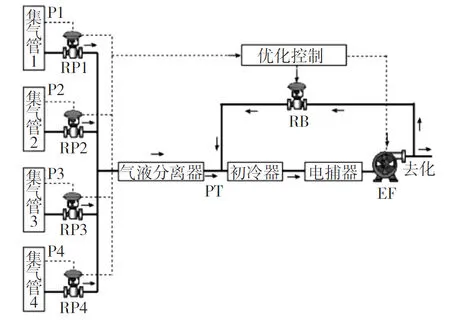
图1 煤化工工艺控制方案
2 低温甲醇洗脱除CO2工艺的流程
2.1 低温甲醇洗脱除CO2工艺流程分析
低温甲醇洗的工艺流程有温度控制以及压缩制冷等重要系统组成部分,温度的高低、气压的控制对于甲醇洗工艺十分重要。原料气净化流程复杂,主要采用CO2进行低温甲醇洗脱工艺,流程图如第97页图2所示。要把原料气的压力控制在2.5 MPa上下,存入预冷器里,把净化气、CO2冷却到-20 ℃。甲醇对CO2、H2S等硫化物的有较强的溶解度。相对于H2等溶解度却非常小。相同的状态、条件下,对H2S的溶解度要比CO2的强5倍。我们可利用这一特征运送到吸收塔的塔底,-75 ℃的甲醇溶经过预冷的气体在吸收塔里进行逆流式的接触。这时候大量CO2被充分吸收。如果温度为-30 ℃、981 kPa分压状况下,甲醇吸收力为常温水的50倍,比化学吸收法也要多出5~6倍。

图2 原料气净化流程
CO2溶解能放出热量,塔底排出的甲醇溶液温度可升到-20 ℃。把其吸收液通过塔底引出,转运至闪蒸器,CO和H2会被解吸出来,再通过压缩机运到原料气的总管。甲醇液经过闪蒸器运到再生塔。第一级在常压下再生,首先解吸出CO2,CO2通过预冷器和原料气换热回收、利用。第二级的真空度20 kPa压力再生。把以吸收的CO2的绝大部位解吸,可以获得半贫液。CO2解吸开始吸热,半贫液饿温度下降至-75 ℃,通过泵加压运至吸收塔的中间位置,进行反复使用。上塔底出来的甲醇液以及蒸馏后的贫液换热后运至蒸馏塔,经过蒸汽加热蒸馏再生。再生的甲醇液经过蒸馏塔底部流出,温度可达65 ℃,通过换热器、冷却器可以冷却至-60 ℃,然后运至吸收塔顶部反复使用。利用温度为20 ℃~25 ℃时,甲醇的比热大于普通溶剂这一特征,可以帮助控制系统温度,确保吸收时产生的温升较小,让其处在较低的吸收温度范围[2]。
由于甲醛在常温下容易挥发,空气中的甲醛含量达到一定浓度时可导致双眼失明、死亡。日常工作中对有泄漏风险的设备要进行定期检查与维护,对相关工业废水必须予以处理。进行低温甲醇洗工艺操作时要注意防止意外、安全事故发生。
低温甲醇法的特征为可一起脱除原料气中的H2S及CO2等杂质提供了条件,并能分别回收高浓度的H2S、CO2,吸收能力强,气体净化度杂物高;因为H2S和CO2在甲醇里有较高的溶解度,溶液循环量小、能量消耗少,吸收过程不产生无副反应。能让工业的经济效益得到很大提升,以乙炔废气低温甲醇法脱除CO2为例,其气体组成如表1所示,经过处理后CO2含量明显下降[3]。

表1 典型乙炔废气组成[体积分数(%)]
2.2 工艺流程的优势分析
从工艺流程内容可以看出,运用低温甲醇洗工艺的主要优势如下。1) 能一起脱除合成原料气里的多种物质。在-70 ℃~-30 ℃温度下,甲醇能一起脱除原料气里的硫化物、水分等,还能回收可用物质;2) H2S等硫化物在压力高、温度低的情况下,在甲醇里有超强的吸收力和极大的溶解度;3) 具有优秀的选择性。利用这一特征,我们能把H2S和CO2进行分段吸收、解吸,确保CO2再生后的纯度,达到干冰、尿素等产品对CO2的标准要求;4) 甲醇的沸点较低,对于再生十分有帮助。除了较低的能量消耗,热再生温度也低,能让系统的冷量消耗降低;5) 低温甲醇洗工艺过程中的比热大;6) 良好的热稳定性、化学稳定性。甲醇不会因氰化物或有机物等杂质得到降解,在吸收时不会起泡,不会腐蚀机器、设施;7) 较小的黏度。甲醇的黏度在-30 ℃时和常温水黏度一样,温度-55 ℃时黏度也只是常温水的2倍,这就会节省动力的消耗。所以温度低时对传递过程有帮助;8) 甲醇廉价、易得、较低的操作费用。甲醇在煤化工业里能自给自足,低温甲醇洗工艺在初期投入资金较多,可在设备、装置长时间运行后,此种生产的能量消耗低、操作成本少的特点;9) 方便萃取。鲁奇型式的低温甲醇洗脱除工艺里,含有石脑油的甲醇必须经过再生才能获得。因甲醇和水具有互溶性,通过水便能将甲醇从石脑油里萃取出来;10) 低温甲醇洗工艺在处理、净化煤气污染时,有广泛的应用空间。还能参考客户的要求联产甲醇,能处理多种指标的净化气产品。
2.3 低温甲醇洗工艺的缺陷与不足
该工艺注意存在以下三点危害。1) 甲醇的毒害性。甲醇属于有毒物质,是易燃易爆物品,必须按相关规定妥善保管;2) 较低的系统温度。低温甲醇洗工艺的换热网络相对复杂,加以大量耐低温的换热器、管线管道,以及其他保冷措施,才能让其把冷量运用好,无形之中提高了初期投资成本;3) 不必要的能量消耗。低温甲醇洗工艺属于物理方法吸收酸性气体,无用的气体富积,通常可存在于整个系统的每个阶段。能给整个系统的负荷带来一定程度的影响,能量消耗升高。
3 结语
低温甲醇洗工艺属于国内洗脱除CO2常用的重要工艺,虽然现在有一定的不足,但在未来煤炭等工业生产里,低温甲醇洗工艺还有广泛的提高空间,我们可以通过引进先进技术引进及升级工艺来提高低温甲醇洗工艺的有效利用率。而且由于甲醇价格合理、制造容易、购买方便,低温甲醇洗还是有较高的优势和经济效益。
