一种新型锻造压实法
2018-09-05刘金豪易泓宇
闫 杰 陈 杰 刘金豪 易泓宇
(二重(德阳)重型装备有限公司,四川618013)
锻造主要就是在锻造温度下的制坯与成形,制坯就是通过各种压实技术改善钢锭内部质量,从而提供尺寸与内部质量均合格的毛坯。大锻件的压实包括两部分:一是在特定的应力、应变、位移、变形速度、温度等条件的制约下,使疏松区域缩小、变形、封闭或压合;二是在特定的温度、应力等因素作用下使接触面进一步溶为一体,“焊合”后得到连续一致而均匀的组织。因此,中心压实的基本条件有三点:良好的应力状态、合适的应变条件和促使压合、熔焊的温度场。
常用的轴类中心压实工艺有:WHF、SUF、FM、(FML)、上下宽V砧锻造、三角瓣锭锻造和JTS法。WHF法是强调变形,以合理的应变为压合创造条件的应变主导型压实法。SUF法也是这种类型,它们与JTS法、FM(FML)法是不同的。SUF法比WHF法更强调压下率、变形量——以较大的外部参数(即压下率)来创造锻件中心区域,0.6W以上长度范围内的合理、有效的应变,在变形中压合空隙,在流动中使组织均匀化。SUF法解决了因压机负荷限制而无法使特大件充分压实的问题,与WHF法作业简便的优点一样,一般不会产生JTS、FM法常会出现的中心线偏移(而使某些锭心缺陷无法在最后掏孔时去除的)毛病,是工人们欢迎的一种作业法。
二重常用的压实锻造法为WHF法,锻造生产中,常常遇到锻件截面较大、重量较轻的产品,相对锻件截面,该类产品所用钢锭重量较轻,镦粗后的坯料直径使后续的WHF法拔长趟数较少,达不到锻透压实钢锭心部缺陷的目的。解决这一问题传统的工艺方法是增加镦粗拔长次数,反复锻造,但这样会提高制造成本,不利于市场竞争,并且有时多次使用镦粗+WHF法也满足不了产品质量检测要求。
本文在SUF锻造法的基础上,调整压下率,以走扁方的压下方式,提出了一种新的锻透压实坯料心部缺陷的锻造方法。
1 产品主要技术指标
以二重生产的某高中压转子为例,该产品锻件的主截面直径为∅1350 mm,锻件毛坯重量为45.7 t,超声检测要求在心部区域不能有大于∅1.6 mm以上的密集缺陷,产品毛坯尺寸如图1所示。
2 常规工艺方案
按二重的钢锭系列及工艺规范,应该用75 t钢锭生产,镦粗后坯料直径∅600mm。主变形方案采用两次镦粗+WHF法拔长。WHF法拔长坯料翻转及压下程序如表1所示。

图1 锻件毛坯尺寸图Figure 1 Forging blank size
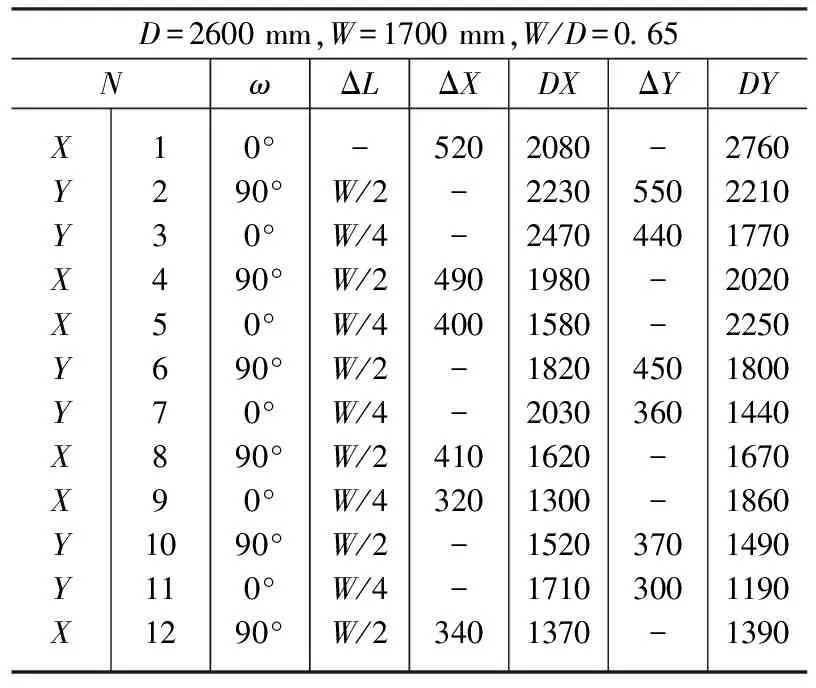
D=2600 mm,W=1700 mm,W/D=0.65NωΔLΔXDXΔYDYXYYXXYYXXYYX1234567891011120°90°0°90°0°90°0°90°0°90°0°90°-W/2W/4W/2W/4W/2W/4W/2W/4W/2W/4W/2520--490400--410320--340208022302470198015801820203016201300152017101370-550440--450360--370300-276022101770202022501800144016701860149011901390
按上述工艺方案,屡次出现超声检测不合格问题,主要缺陷为轴身心部区域密集缺陷超标。单纯从锻造角度分析就是主变形火次制坯不合格,压实不充分,具体表现就是在高温状态下不能尽快压实,布砧方式与压下率达不到压实焊合要求,因此就需要对主变形火次的压下翻转方式进行优化,改进压实效果。
3 新的拔长方案
为了解决超声检测不合格的问题,通过对轴类中心压下法的分析,提出一种新的拔长方法,该方法将镦粗后的坯料在X方向拔长1趟后,连续3趟在Y方向强力拔长,之后再在X方向→Y方向交替拔长。该方法强化了Y方向的变形,使坯料的心部充分锻透压实焊合,从而解决超声检测不合格问题。
4 新旧方法压实效果对比
通过DEFORM软件,我们对50 t~200 t级的钢锭做了系列模拟,对比新拔长法与WHF法的压实效果,可以看出两种拔长法压下效果的优劣。下面将模拟结果对比如下:
模拟说明:
(1)选用158 t钢锭,倒棱后(∅2190 mm×4000 mm)上漏盘镦粗高度H=1650 mm。
(2)采用1/4模型模拟,中心打∅50 mm通孔。
(3)压实效果评价采用中心通孔闭合比例。
(4)砧宽W=1700 mm。
拔长到第7趟时压实效果对比见图2,新拔长法中心孔闭合率为79%,水口端由漏盘镦粗出的部分拔长时压不到,中心孔没有闭合,冒口端受钳把影响也没有压合,其他部分全压合,而老WHF法中心孔基本没有压合。第9趟压实效果见图3,新拔长法中心孔闭合率为83%,除水冒口端外,其他部分全压合,老WHF法中心孔基本没闭合。第12趟压实效果见图4,老WHF法除水冒口端外,中心部分还有部分没有压合,中心孔闭合率79%,新拔长法除水冒口端外都已压合,中心孔闭合率86.5%。
为了进一步验证新拔长法的压实效果,在同样条件下模拟116 t、124 t、132 t、140 t、149 t钢锭拔长时中心孔的压合效果,结果见表2,可见新方法压实效果比158 t钢锭的要好一些,主要是采用W=1700 mm的宽砧拔长时,开始3趟满砧大压下量压下的作用,而158 t钢锭镦粗后高度为1650 mm,接近1700 mm,经过两趟压下拔长后,第3趟压下时坯料长度已经大于砧宽1700 mm,保证不了满砧压下,因此压实效果要差一些。


(a)老WHF法(b)新拔长法图2 第7趟压实效果Figure 2 Compaction effect of 7th time

(a)老WHF法

(b)新拔长法图3 第9趟压实效果Figure 3 Compaction effect of 9th time

(a)老WHF法

(b)新拔长法图4 第12趟压实效果Figure 4 Compaction effect of 12th time
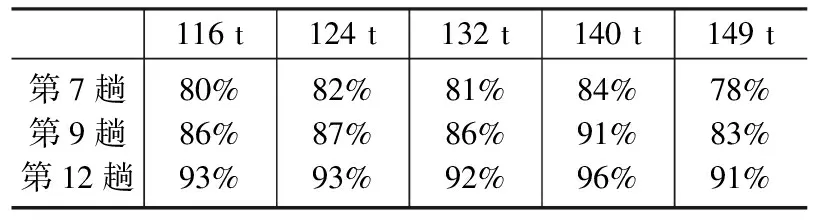
表2 不同钢锭拔长时中心孔闭合率Table 2 Compaction percentage of center holes of various ingots drawing
通过以上比较可见在相同拔长趟数下,新的拔长法压实效果比老WHF法好很多,能够用较少的趟数压实中心孔。并且将新方法运用于产品生产中,产品的超声检测合格率得到明显提高。
5 结束语
(1)本文通过对轴类中心压实法的对比分析,在基于SUF法的基础上,调整压下率,以走扁方的压下方式,提出了一种新的锻透压实坯料心部缺陷的锻造方法。
(2)该方法强化了一个方向上的变形,比WHF法对坯料心部的压实效果更好,该方法可用较少的趟数锻合钢锭内部缺陷,能够减少镦拔次数,节约生产成本。