备料机械手的控制编程
2018-09-01
西安航空学院教务处 西安 710077
1 备料机械手简介
柔性制造系统的备料机械手[1-2],功能为根据控制要求从料口中获取零件,送入数控铣床单元加工,加工后,工件转送至下一个工序。备料机械手主体组成如图1所示,包括扬臂同步带传动机构、旋转行星齿轮传动机构、水平移动支架及齿轮齿条传动机构、托盘直线传送单元、托盘转向从动单元、轨道等组件[3-4]。
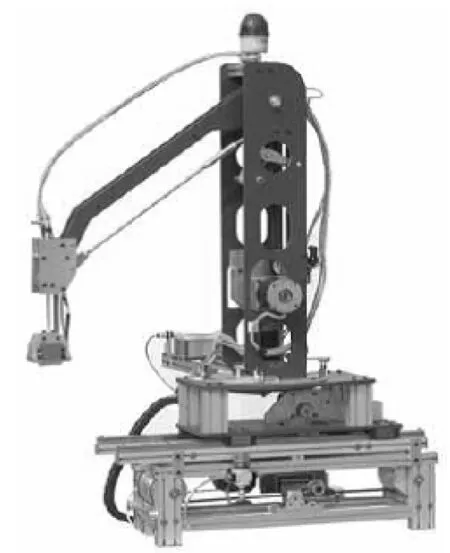
▲图1 备料机械手主体组成
2 硬件组成
备料机械手的硬件由检测元件、执行机构、控制元件组成。其中,检测元件即传感器部分,执行机构的作用是完成具体的机械动作[5-8]。备料机械手的工作状态见表1。
3 控制流程图
备料机械手独立运行时具有自动、手动两种控制方式。当选择自动方式时,机械手为连续运行工作状态。当选择手动方式时,相当于步进工作状态,即每按动一次启动按钮,系统按设计步骤运行一步。在系统运行期间,若按下停止按钮,执行动作立即停止。再按下启动按钮,将在上一停止状态继续运行下一步动作。当发生突发事故时,应立即按下急停按钮,系统将切断可编程序控制器(PLC)负载供电,即刻停止运行,此时所有其它按钮都不起作用。排除故障后,需旋起急停按钮,并按下复位按钮,待各机构恢复初始状态后按下启动按钮,机械手方可重新开始运行。备料机械手控制流程如图2所示。
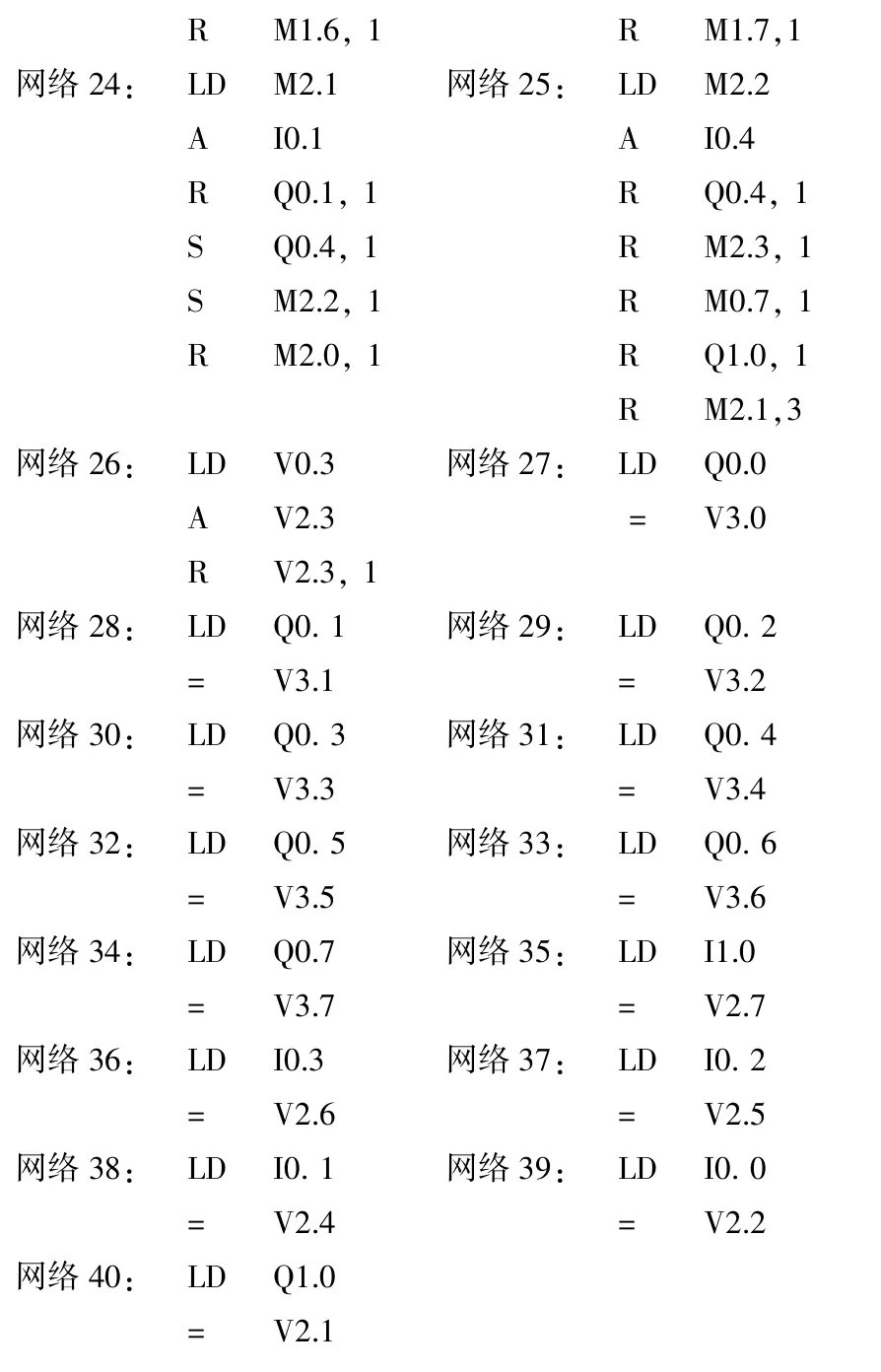
4 控制程序
备料机械手采用西门子S7-200系列PLC实现控制[9-12],部分主要程序如下:
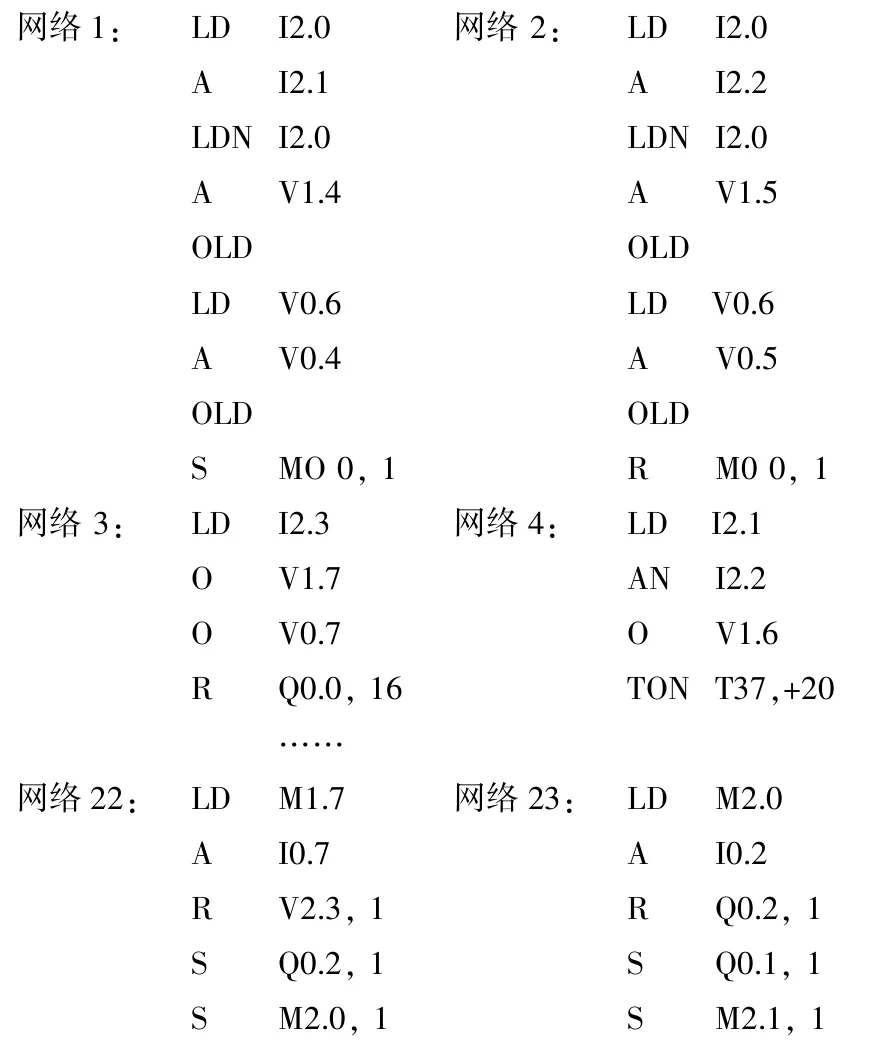
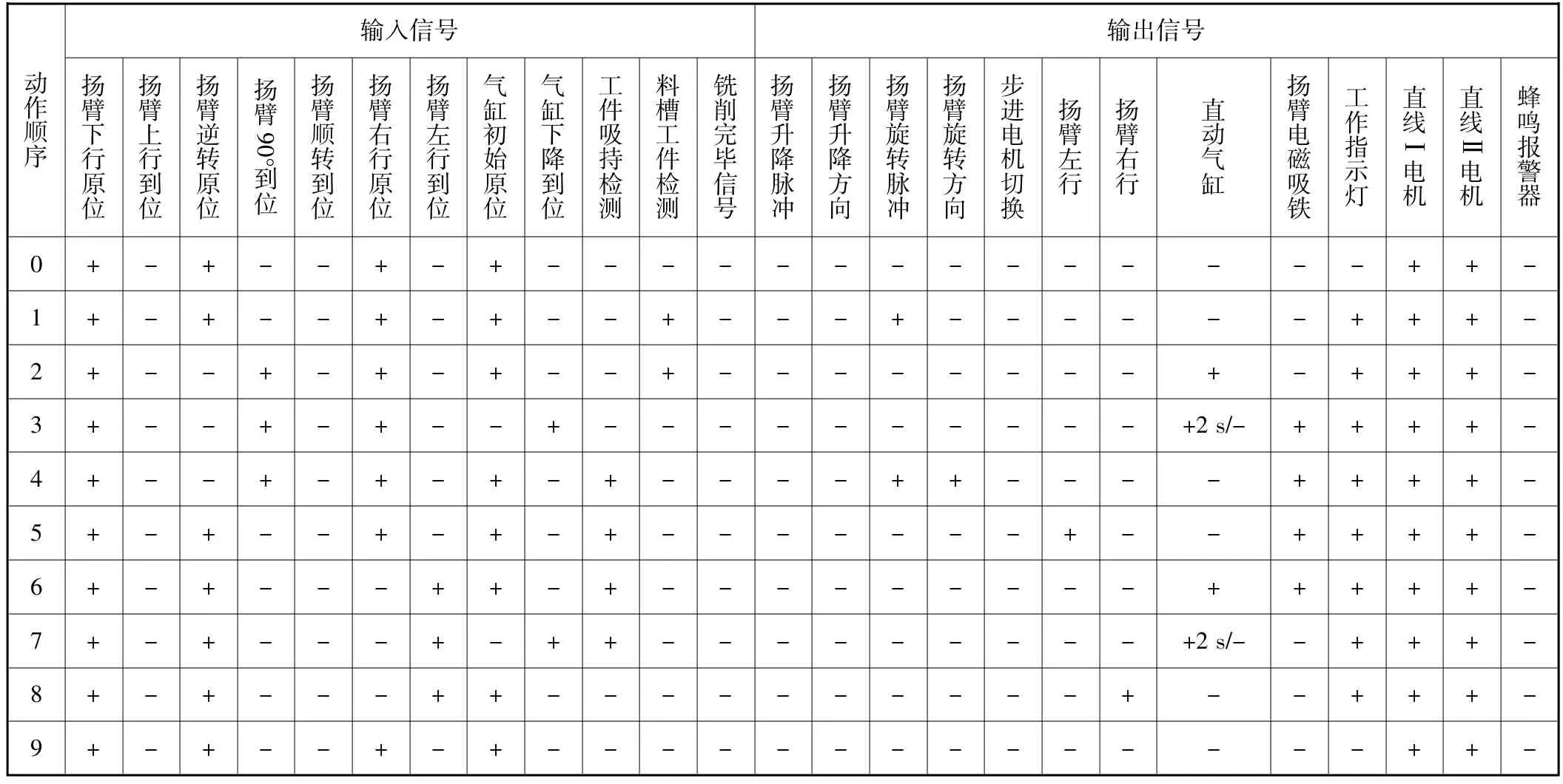
表1 备料机械手的工作状态
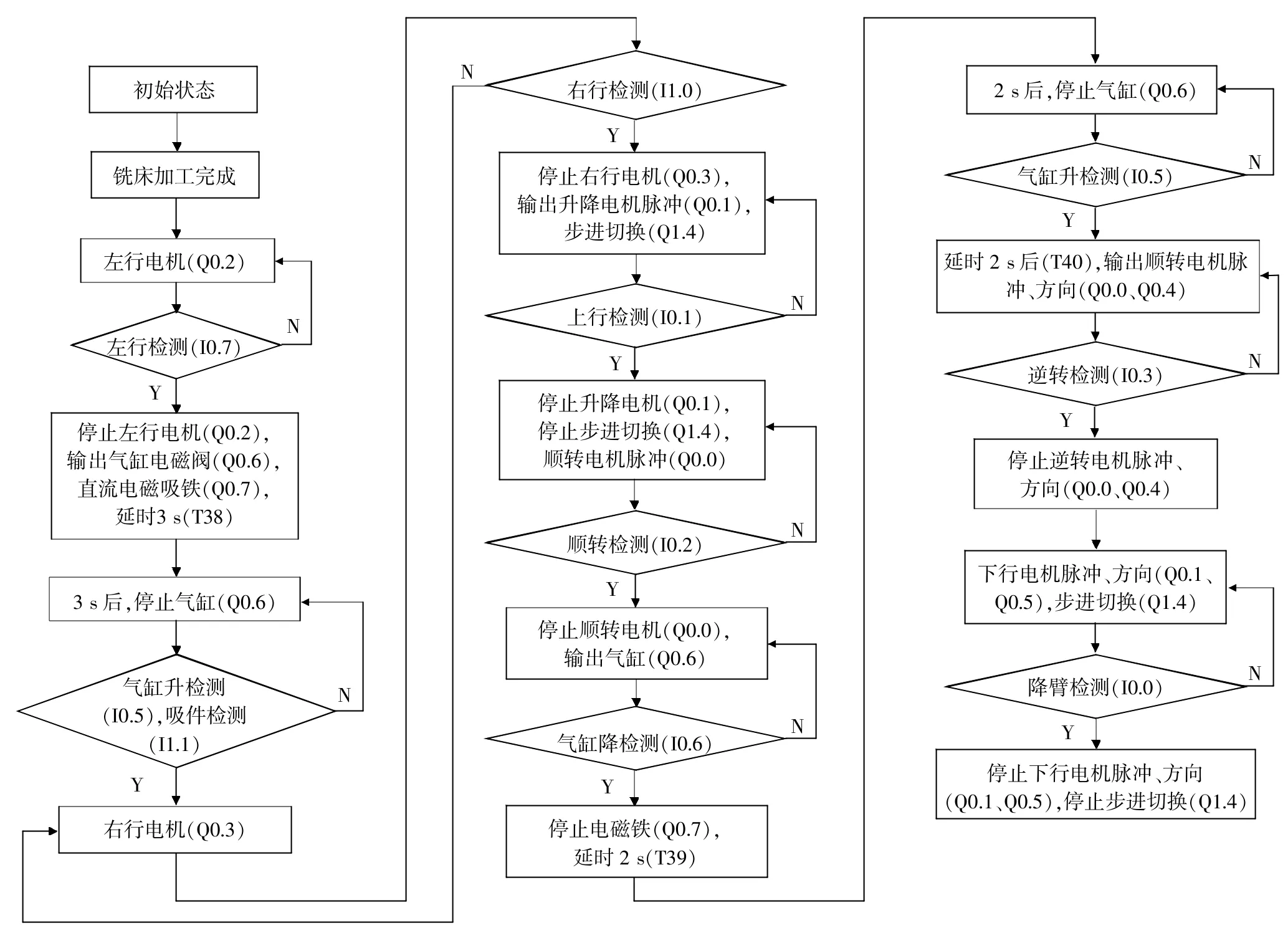
▲图2 备料机械手控制流程图
5 调试验证
调试时,通过点对点通信电缆连接上位机及PLC,下载前述程序,按操作规程完成机械手的动作控制,观察输入接口板的状态指示和输出接口板的继电器动作情况,待功能与机械手的控制要求吻合时,再实际连接机械手的输入和输出信号。经调试验证,由S7-200系列PLC对备料机械手进行控制的结果与事先设计的情况一致,完全能达到实际应用的目的。
