液压滤胶机的设计
2018-09-05万永华
□ 王 翔 □ 万永华
1.漯河双汇肉业有限公司机械加工厂 河南漯河 462000
2.河南中烟工业有限责任公司漯河卷烟厂 河南漯河 462000
1 设计背景
滤胶工序的功能是过滤混入胶料和再生胶内的非橡胶杂质[1],是保证橡胶产品质量的重要工序。此工序由滤胶机完成。常见的滤胶机由电机、联轴器、减速器、螺杆、机筒、机头、机头锁紧装置等构成,其特点为螺杆转速恒定,且生产能力相对固定。电机过载时,易引起电机烧毁。
笔者设计了一种液压滤胶机,动力源由油泵提供,螺杆旋转由液压马达直接驱动,螺杆转速、驱动扭矩均通过电液伺服阀进行调整及控制,机头锁紧装置由锁紧油缸驱动。当负载较大时,由液压卸荷,保证油泵不受到损坏。
2 总体方案
液压滤胶机由电机、油泵、液压阀组、液压马达、转速传感器、锁紧油缸、机头、机筒、螺杆等组成,如图1所示。液压马达用螺栓安装在机筒上,其输出轴用联轴器与螺杆连接。机头锁紧油缸一端固定在底座上,另一端通过活塞杆与机头铰接,从而实现转动及锁紧机头。油泵与电机直连,电机固定在底座上,上部为油箱及液压阀组。液压阀组控制两路油路,其中一路为螺杆旋转提供动力,另一路为机头转动及锁紧提供动力。滤胶机螺杆开始旋转前,需将机头锁紧后才能启动液压马达运转。在油缸活塞杆两端安装光电行程开关,检测机头到位工况,光电感应检测式转速传感器中用于发生信号的齿盘安装在液压马达输出轴上,用以检测液压马达的转速。
当锁紧油缸驱动机头转动一定的角度后,使机头嵌块与滤胶机本体上的齿块啮合。滤胶机工作时,由于机头受到螺杆输送胶料的挤压作用,机头嵌块与滤胶机本体上的齿块紧密啮合,锁紧油缸提供的推力使机头旋转。滤胶机螺杆要求实现正反转,正转为工作状态,反转时锁紧油缸并打开机头,清理在机头、机筒及滤板处的胶料与杂质,并散热,使机头不被堵塞。滤胶机工作过程如图2所示。

▲图1 液压滤胶机示意图
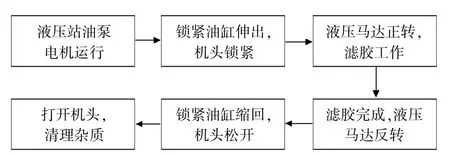
▲图2 液压滤胶机工作过程
3 液压系统设计
3.1 液压系统原理
液压滤胶机液压系统如图3所示。空滤器、滤油器、液位计、压力表为液压站辅助元件。A0、A1为光电行程开关,与电磁换向阀组合使用,控制机头锁紧及松开。电液伺服阀使用鲁棒性较强的双喷嘴挡板式阀芯[4],与转速传感器组成液压马达闭环控制系统。
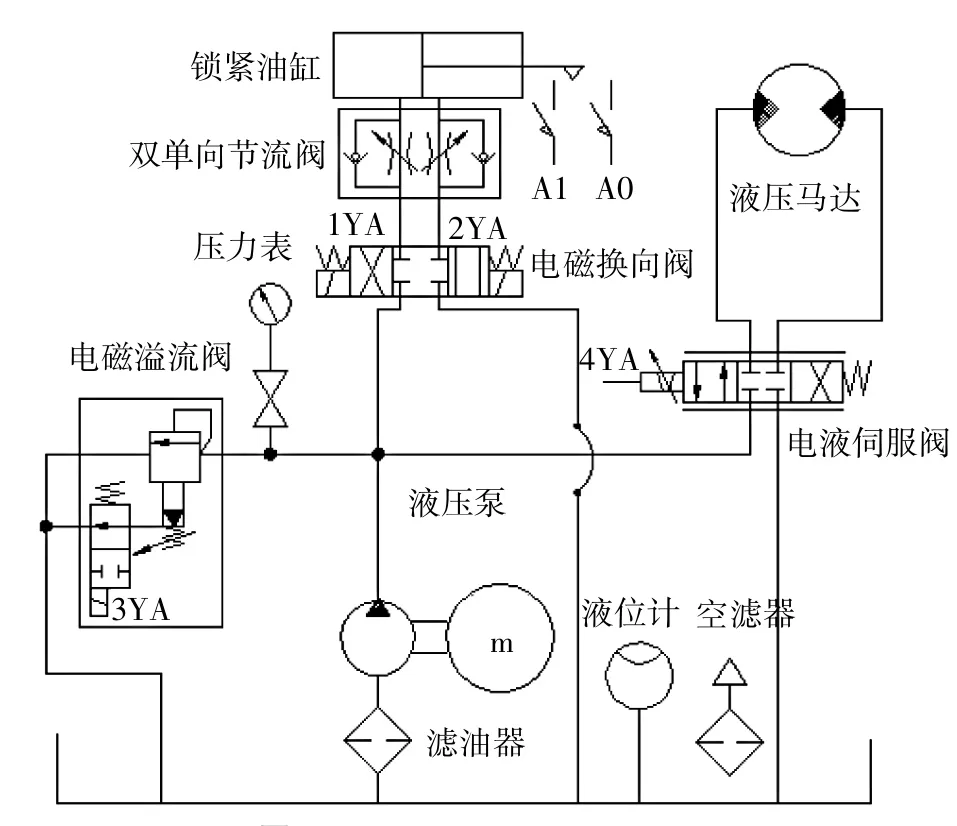
▲图3 液压滤胶机液压系统原理
3.2 液压马达配比
滤胶机生产能力与螺杆直径和转速的乘积为正比关系,当螺杆直径确定后,调整螺杆转速可调控其生产能力。由于锁紧油缸油路压力及流量较小,因此按液压马达油路工作压力p1和排量qv进行滤胶机液压系统的设计。
普通滤胶机电机驱动功率经验公式为[2]:

式中:P0为电机驱动功率,kW;D为螺杆外径,m;n为螺杆转速,r/min
对于液压滤胶机而言,使用液压马达替代电机时,P0为液压马达功率。功率确定后,应按照驱动转速要求,确定液压马达的工作压力p1,然后求出液压马达所需的排量qv[3]。根据螺杆直径规格将液压滤胶机分为小型、中型和大型,表1给出了不同螺杆直径下选用的液压马达工作压力p1和排量qv参数。
液压马达转速控制系统如图4所示[5]。比例积分微分(PID)控制器是流量控制的主要元件[6]。将转速传感器产生的数字信号送入PID控制器进行运算,如果传感器输出为模拟信号,需进行模数转换[7-8]。运算后的数据通过数模转换,由放大器作用在电液伺服阀阀芯上。伺服阀通过接收到的电压值来改变阀芯开度,使液压马达输出相应的转速。

表1 液压马达参数
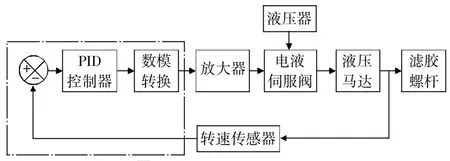
▲图4 液压马达转速控制系统
4 电气控制系统设计
液压滤胶机用可编程序控制器(PLC)实现自动控制。图4中的点划线框部分由PLC进行工作,其中PID控制器由PLC自带的PID控制算法程序实现[9]。滤胶机机头锁紧后才可使液压马达驱动螺杆旋转,为互锁程序要求。若出现锁紧油缸锁紧不到位或油缸活塞杆动作时,不允许螺杆旋转。螺杆旋转时更不许打开滤胶机机头。以上互锁程序要求均编写在PLC程序中,以实现液压滤胶机自动控制的目的。
液压滤胶机电气接线如图5所示。油泵电机电源为380 V,控制电路及转速传感器采用直流24 V供电,转速传感器输出为数字开关量[10]。 KA1~KA5为中间继电器,1YA、2YA、3YA为电磁换向阀线圈,4YA为电液伺服阀线圈。触摸屏通过RS 485通信线与PLC连接[11]。电液伺服阀控制信号线接入放大器输出端,放大器输入端接PLC输出端。PLC信号经放大后输出电压为-10~10 V,当电压为负值时,液压马达反转。当机头松开及停止运行时,停止向4YA供电。工作时合上开关QS,使电机总电源接通。按下SB2,使接触器KM接通,油泵电机开始运转。然后在触摸屏上设置螺杆转速后,按下SB3,锁紧油缸活塞杆动作,将机头锁紧。按下SB5,滤胶机螺杆开始工作。滤胶完成后,按下SB6使螺杆停止工作。打开机头清理时,需使螺杆反转运行。由PLC设置定时1 min后,螺杆停止工作,按下SB4松开机头进行清理。
5 结束语
笔者设计的液压滤胶机在螺杆调速、机头锁紧及自动控制方面均优于普通滤胶机,液压系统采用了PLC中的PID控制,使滤胶机自动化程度得到了较大提高。这一液压滤胶机的研制思路为其它橡胶设备设计提供了借鉴。
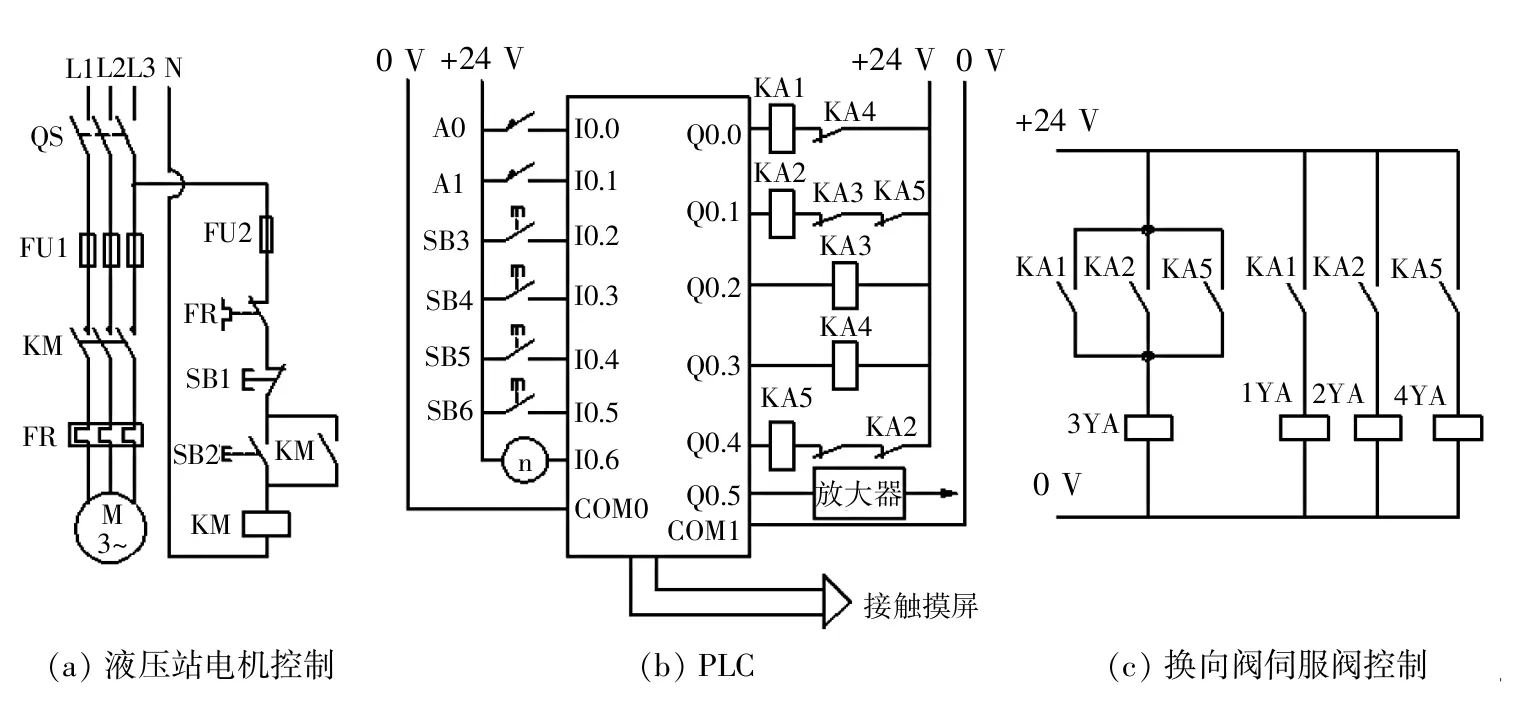
▲图5 液压滤胶机电气接线图
