三维吹塑管路在轻型卡车进气系统中的应用
2018-08-29马亮
马 亮
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
1 前言
随着汽车行业的不断发展,市场对商用车的性能要求也不断提升,轻型卡车作为商用车市场的重要分支之一,随着市场的不断发展,应用在轻型卡车之上的新技术也不断出现。
进气系统管路是连接进气系统各功能附件的的重要部件,其性能好坏直接影响发动机甚至整车工作性能,对于轻型卡车,传统进气管路结构采用橡胶软管结构连接,其特点是结构简单,成型方便。但由于软管本身特性问题,在制造装配及使用过程中易出现软管折弯变形、耐负压能力不足、耐正压能力不足、难装配、装配后对中性差等问题,对发动机性能造成影响。
近年来,随着汽车技术的发展,三维吹塑管路越来越多的被应用于汽车行业中,此类管路特点是,管路主体为 PP或 PE塑料,可有效解决橡胶软管耐正负压强度不足、易变形的缺点。
2 轻型卡车进气系统三维吹塑管路的设计及应用
2.1 概述
轻型卡车进气管路的作用是连接进气系统各功能附件,使空气顺畅通过并进入发动机参与内燃机燃烧工作。对于匹配增压中冷类型发动机车辆,进气系统管路按照工作区域可分为三类:第一类,空滤器至增压器进气口间管路,该段管路连接空滤器出气口和增压器进气口,内部气体为常温负压;第二类,增压器出气口至中冷器进气口间管路,该段管路连接增压器出气口与中冷器进气口,内部气体为高温高压;第三类,中冷器出气口至发动机进气歧管间管路,该段管路连接中冷器出气口与发动机进气歧管,内部气体为中温高压。如图1轻型卡车进气系统结构模型所示,进气系统不同部位管路工作环境不同,设计过程中对管路材质、结构要求也不同。

图1 轻型卡车进气系统结构
第一类管路需要具有的特性具有缓冲震动和耐负压能力,第二类管路需要具有的特性是具有缓冲震动和耐高温、耐正压能力,第三类管路需要具有的特性是具有缓冲震动和耐正压能力。
轻型卡车传统设计方案是采用橡胶软管和钢管结构形式,特点是设计工艺简单,易制造,模具成本低。但该结构存在缺点,如图2常见进气管路结构所示,主要表现在:重量大,成本高,装配性能差,耐压力性能差等。

图2 现有进气系统管路结构
2.2 三维吹塑管路成型工艺介绍
吹塑成型工艺,借助于气体压力是闭合在模具中的热熔型坯吹胀形成中空制品的方法,是一种常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。常用的中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑主要用于加工双轴取向的制品。本例中描述的汽车进气管路属于第一类成型方法,挤出吹塑成型。
由于市场对复杂、曲折的输送管材制件的需求,推动了偏轴挤出吹塑技术的开发,这种技术笼统称为三维吹塑成型。型坯基础后背局部吹胀并贴在仪表模具上,接着挤出机头或模具转动,按照已编的二轴或三轴程序转动,从而逐步吹制形成曲折复杂的中空输送管路制品。
本文所述的三维吹塑管路,是一种新的轻型卡车进气管路解决方案,对于生产批量较大的汽车,可考虑采用该方案进行管路设计。
2.3 轻型卡车进气系统三维吹塑管路结构分析及设计
2.3.1 设计管路需满足的特性
根据轻型卡车进气管路的作用及特点,可以确定设计的三维吹塑管路应满足的特性,即:第一类管路应具有耐震动和耐负压特性,第二类管路应具有耐振动和耐高温高压特性,第三类管路应具有耐振动和耐高压特性。
以下以某轻卡车型的空滤器出气管路(第一类管路)为例,对三维吹塑管路的设计进行具体说明。
2.3.2 设计管路结构分析
如图3所示,该车型使用发动机为增压中冷发动机,由于平台化布置,空滤器位置、发动机布置均已经确定,本例只对空滤器出气口至增压器进气口之间的管路设计进行说明。本例中空滤器出气管路设计需注意以下方面:1、空滤器出气口外径为φ101mm,增压器进气口外径为φ70mm,管路需做变径设计;2、空滤器出气口距离增压器进气口距离较大,管路中间需增加固定结构;3、由于发动机与空滤器之间存在相对振动,管路上需设计缓冲震动的结构;4、本例发动机为气制动发动机,发动机空气压缩机需从进气管路中取气,管路上需设计旁通管;5、待设计管路周边环境较为复杂,布置空间有限,管路设计过程中需综合考虑货箱、龙门架、发动机、进气道、车架等周边零部件位置,避免干涉并使管路走向顺畅。

图3 待设计进气管路周边环境
2.3.3 管路空间走向设计
根据整车数据模型(边界条件:空滤器出气口位置、发动机增压器进气口位置、车架、货箱、驾驶室支撑、进气道等),利用三维设计软件确定管路的空间走向,确保管路走向顺畅,无急剧变向,以降低管路进气阻力,保证进气量。如图4所示,根据车型空滤器出气口及发动机增压器进气口位置,参考周边零部件位置,设计管路中心线走向。
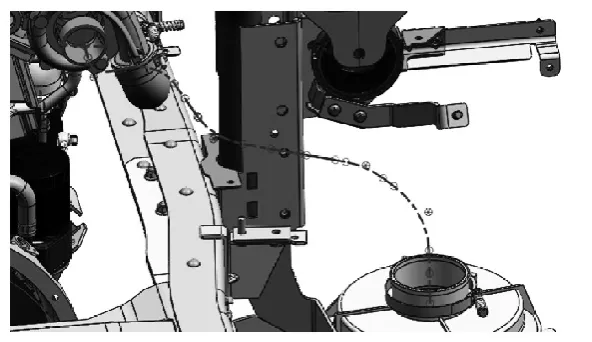
图4 空滤器出气管中心线设计
2.3.4 管路主体设计
根据2.3.3确定的管路走向绘制管路三维模型,一般情况下,空滤器出气口和发动机进气歧管或增压器进气口尺寸不会相同,此时设计管路需考虑管路直径变化,设计管路变径应过渡平缓,避免管路阻力过大。本例中,空滤器出气口和增压器进气口尺寸不同,需做变径设计,变径段设计在管路空滤器起始端,管路内直径由101mm减小至70mm,变径段长度为50mm。采用UG管路设计功能,设计管路主体数模如图5所示,本例中管路壁厚设定为6mm,具体项目可根据实际情况进行调整。
图5 管路主体
2.3.5 管路缓冲结构设计
由于该进气管路链接发动机和空滤器,二者之间存在较大相对振动量,为增加管路缓冲震动性能,可在管路上增加波纹管结构,以缓冲震动冲击,在管路中部增减波纹管缓冲结构,如图6及所示,设计波纹管结构,设计6个波峰,波峰距10mm。

图6 波纹管三维结构
2.3.6 管路固定结构设计
若管路较长,则管路设计时需考虑增加中间固定结构,以减轻整车震动对管路的影响。本例在管路中部增加固定支架,通过固定中间固定在空滤器安装支架上,中间通过缓冲胶垫连接,管路固定支架及缓冲结构如图7所示。

图7 固定支架及缓冲胶垫结构
2.3.7 旁通管接头设计
部分车型需在进气管路中引出旁通管,用于空气压缩机或曲轴箱呼吸器连接,因此管路设计时需增加旁通管路。本例中,发动机曲轴箱呼吸器及空气压缩机均需从进气管路中取气,管路需增加两个旁通管路,如图8所示,根据曲轴箱呼吸器及空气压缩机位置,确定设计旁通管在管路尾部,旁通管通过注塑成型预加工,待管路主体完成后,再将旁通管通过焊接方式装配于管路上。

图8 旁通管设计
2.4 实物装车验证
依据设计产品数模,启动样件模具开发,开发完毕后制造管路实物如图9所示,经实车验证效果良好,实现了设计意图。

图9 模具样件
2.6 三维吹塑管路与传统管路对比
三维吹塑进气管路与传统进气管路相比,有以下优势:
1)一体成型,管路结构简单
2)波纹缓冲结构,减震性好
3)管路为塑料结构,硬度高,耐正负压力好
3 结论
通过对轻型卡车进气管路工作特点进行分析,提出三维吹塑管路设计方案,用于满足轻型卡车日益严格的发展需要。并结合具体实例,对三维吹塑进气管路设计过程进行说明,较为清晰明确的说明了三维吹塑进气管路的设计过程及设计方法,并通过样件实物验证,对理论设计进行了证明,确定设计方案可靠有效。
