波峰焊对BGA焊点的影响
2018-08-22黄智丹张森许永号郭丽鹃
黄智丹,张森,许永号,郭丽鹃
(北华航天工业学院电子与控制工程学院,河北 廊坊 065000)
0 引言
随着科学技术的发展,人们对电子产品的要求也在不断提高,这就促使电子产品向小型化、轻型化和高性能的方向发展。因此,在众多封装器件中,广大电子工程师更青睐于高密度、高性能、细节距、高Ι/O端数的焊球阵列封装(Ball Grid Array,BGA)的芯片[1-2]。然而,对于性能较高的电子产品来说,其电路大多比较复杂,在一块电路中经常会涉及到表面贴装元器件和插装元器件的混合使用。目前,国内外生产厂家都采用回流焊和波峰焊相结合的方式完成这类电子产品的加工。对于同时含有BGA封装的芯片和插装类器件的混装工艺来说,要先使用回流焊对BGA等表贴器件进行焊接,再使用波峰焊对插装类器件进行焊接[3]。由于BGA封装的芯片经过回流焊接和波峰焊接的两次高温加热易造成芯片焊点开裂和二次熔融,而且对BGA芯片进行返修时比较困难,所以对于同时含有BGA封装的芯片和较多插装类器件的印制板来说,有必要研究其混装工艺来保证BGA焊点的可靠性。
1 BGA的焊接工艺
BGA封装的芯片的焊接工艺是通过回流焊接来实现的。回流焊接工艺的工作原理就是通过融化预先印刷在印制板焊盘上的锡膏,将表面贴装器件的引脚和印制板的焊盘连接起来的工艺,整个焊接过程不再添加额外的焊料。回流焊炉的温度曲线值是回流焊工艺最重要的一个技术参数,只有调试好回流焊炉的温度曲线才能焊接出质量合格的电子产品。
1.1 BGA芯片的焊接工艺
探索BGA封装的芯片回流焊温度曲线的步骤如下:环境准备、材料准备、程序准备、锡膏搅拌、锡膏印刷、印刷检验、BGA贴片、BGA焊接、装配热电偶、温度曲线调试。
理想的回流焊温度曲线通常由4个温区组成,即升温区、预热区、焊接区、冷却区[4]。升温区通常指由室温升至约150 ℃的区域,主要是让焊锡膏中的部分溶剂挥发,使元器件缓慢升温,一般根据元器件大小的差异程度调整时间,以使升温速率在2 ℃/s以下为最佳。保温区的温度一般维持在130~160 ℃之间,进一步去除锡膏中的挥发物,激活活化剂,去除焊接表面的氧化物,通常保温区的维持时间约60~120 s。载有元器件的印制板进入焊接区后迅速升温,印制板表面温度瞬时(25~30 s)达到峰值(210 ~230 ℃),焊接时间约为30~80 s,在此温区,焊锡膏很快融化,并迅速润湿焊盘,焊锡膏中的锡与焊盘中的金或铜由于扩散作用而形成金属间化合物,焊接区的升温速率控制在2.5~3 ℃/s。在冷却区,焊点迅速降温,焊锡膏凝固,降温速率一般低于4 ℃ /s。
根据以上回流焊温度曲线的设定标准,采用3个热电偶分别对应印制板上表面、下表面和BGA芯片中心焊点温度。经过多次实验调整回流温度曲线的升温区、预热区、焊接区、冷却区温度,得到如图1所示的温度曲线。
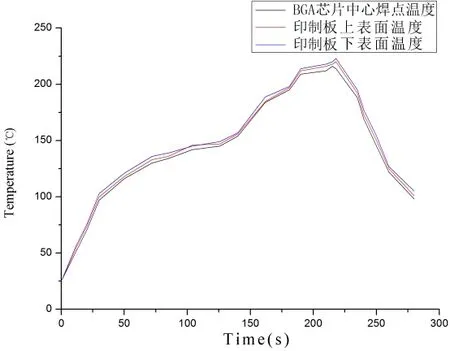
图1 回流焊温度曲线Fig.1 Reflow soldering temperature curve
分析图1可知,就升温区的最大升温斜率而言,印制板上表面为1.25 ℃/s,印制板下表面为1.27 ℃/s,BGA芯片中心焊点为1.16 ℃/s,都小于 2℃/s;对于保温区的维持温度(130~160 ℃)而言,印制板上表面维持时间约为74 s,印制板下表面维持时间约为75 s,BGA芯片中心焊点维持时间约为77 s,都满足保温区维持时间(60~120 s);对于焊接区来说,印制板上表面的峰值温度为约220 ℃,焊接时间约为68 s,印制板下表面的峰值温度为约223 ℃,焊接时间约为74 s,BGA芯片中心焊点的峰值温度为约219 ℃,焊接时间约为68 s,峰值温度均在210~230 ℃之间,焊接时间也在30~80 s之间,故其基本满足设定回流焊温度曲线的标准。
根据测试得出的温度曲线,设置回流焊各个温区的温度,以进行BGA芯片的焊接。其焊接流程包括:环境准备、材料准备、程序准备、锡膏搅拌、锡膏印刷、印刷检验、BGA贴片、BGA焊接、清洗[5]。
1.2 BGA焊点金相分析
金相分析采用的是定量金相学原理,是研究金属材料的重要方法之一。金相实验流程包括对印制板进行取样、对试样进行处理和灌封、对试样进行研磨和抛光以及对试样进行观测[6-7]。
对BGA芯片进行金相分析,得到BGA芯片角焊点、中心焊点和边中心焊点的合金层厚度分别为2.56 μm、1.32 μm和 1.21 μm。其中,BGA芯片角焊点局部放大图如图2所示。
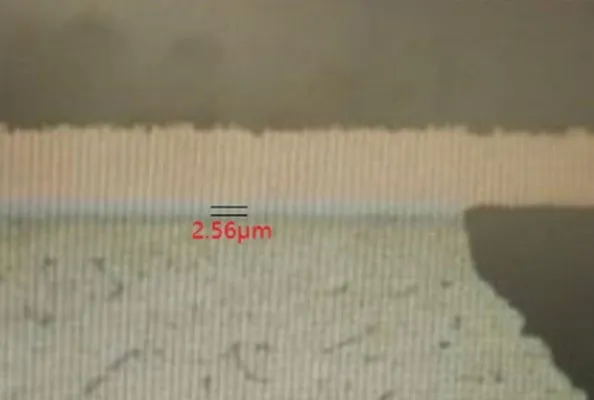
图2 BGA芯片角焊点局部放大图Fig.2 BGA chip fillet welds partial enlargement
根据业内标准,锡铅焊料与焊盘形成的合金层厚度在0.5~4 μm之间的为良好焊点。由金相分析实验可知,锡铅焊料与印制板焊盘、BGA芯片焊盘所形成的合金层厚度均在0.5~4 μm之间。由此可得:BGA芯片焊点在调试出的回流焊温度曲线下进行回流焊接后具有良好的机械结构,没有出现裂纹和较大空洞等缺陷。
2 波峰焊温度曲线的调试
波峰焊工艺是指通过将插有插装类元器件的印制板经过焊料波峰,将元器件引脚与印制板焊盘之间连接起来的工艺。和回流焊工艺一样,波峰焊焊接前,要根据需要焊接的元器件的特征设置温度曲线[8-10]。
理想的波峰焊温度曲线通常由3个温区组成,即预热区、焊接区、冷却区。预热区的温度通常维持在130~160 ℃的区域,通常预热区的维持时间约60~180 s。载有元器件的印制板进入焊接区后迅速升温,焊接温度在230~245 ℃之间,印制板经过两个波峰焊接的时间差不超过10 s。冷却区的降温斜率一般约为3~5 ℃/s。
波峰焊温度曲线的调试和回流焊温度曲线调试过程差不多,但其只需要两个热电偶传感器,分别用红胶和高温胶将两个热电偶固定于印制板的上下两个表面,将温度曲线测试仪与热电偶传感器的另一端相连,来调试波峰焊温度曲线。设定波峰焊的链条速度为80 cm/min,锡炉温度为245 ℃。经过测试,波峰焊温度曲线如图3所示。
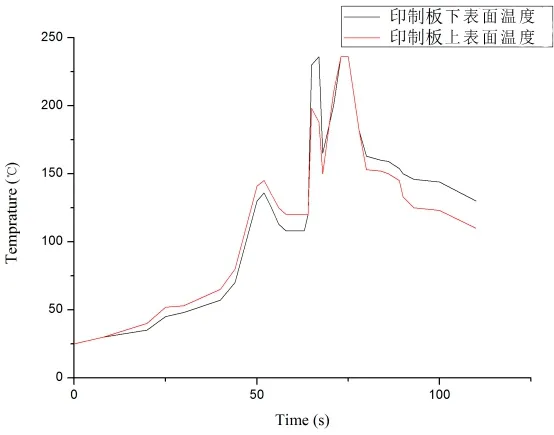
图3 波峰焊温度曲线Fig.3 Wave soldering temperature curve
分析上述所得温度曲线可知,在印制板下表面的预热温度约为145 ℃,在130~160 ℃之间,停留在预热去的时间约为84 s,在60~180 s之间;焊接区的两个波峰的熔融焊料的温度都约为236 °C,在230~245 ℃之间;冷却区的降温斜率约为3 ℃/s ,在3~5 ℃/s之间,故其基本满足设定波峰焊温度曲线的标准。
3 BGA的有限元仿真与分析
为了找到在调试出的波峰焊温度曲线下对插装器件进行焊接的过程中,BGA芯片焊点受到最大等效应力的位置并判断BGA焊点是否会发生二次熔融现象,本文利用ANSYS Workbench仿真软件对BGA经历波峰焊焊接过程进行瞬态热分析和线性静应力分析[11-12]。
3.1 BGA瞬态热分析
对BGA封装的芯片运用ANSYS仿真软件进行瞬态热分析[13-15],得到在整个波峰焊工艺流程中,锡铅焊点最高温度发生在BGA芯片角焊点位置,最高温度为159 ℃,其仿真结果如图4所示。
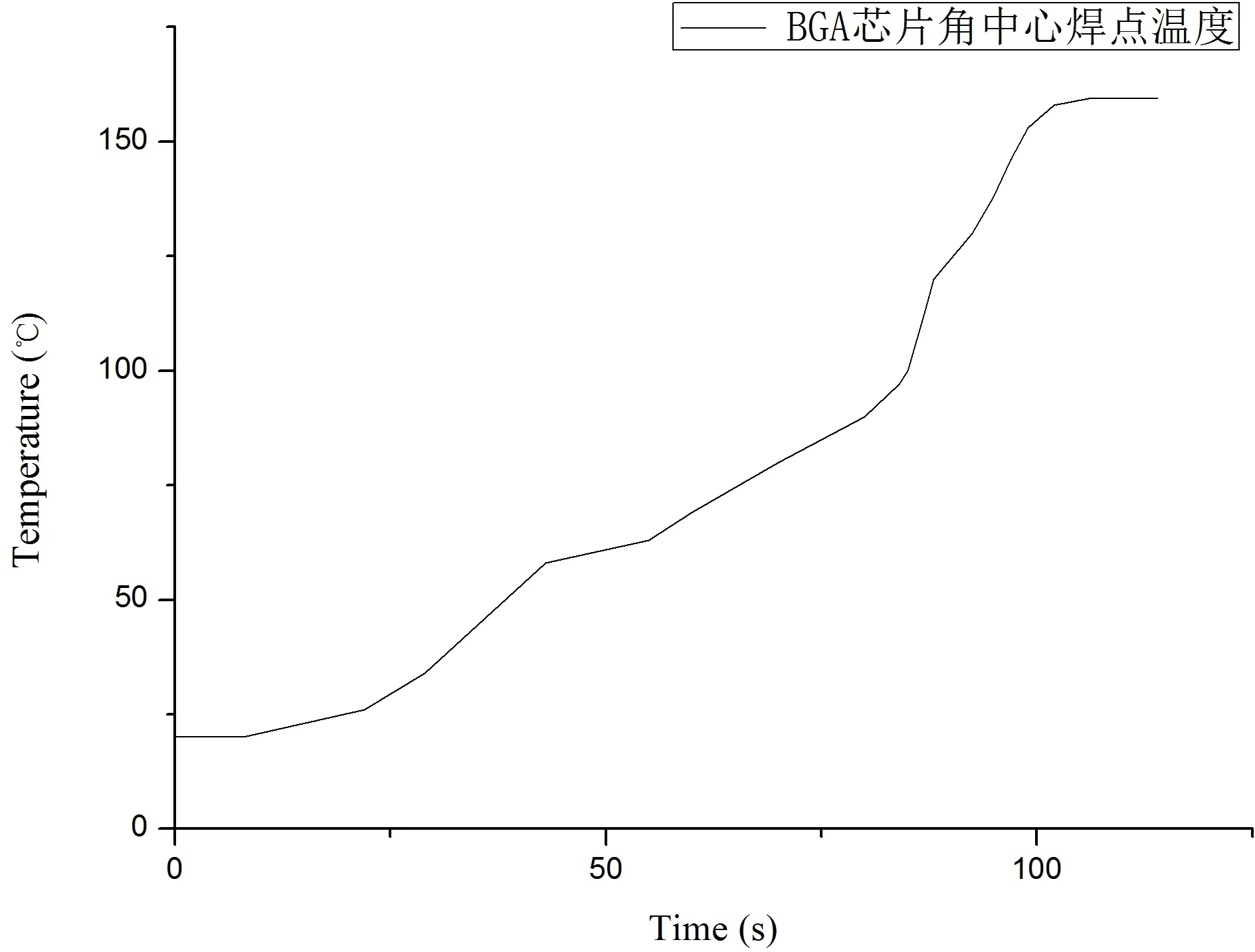
图4 BGA芯片角中心焊点温度曲线Fig.4 BGA chip corner center solder joint temperature curve
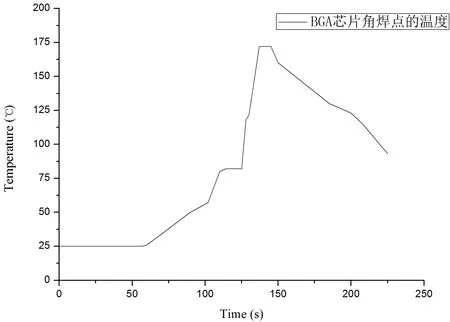
图5 BGA芯片角焊点的温度曲线Fig.5 BGA chip corner joint temperature curve
使用同一测试板,在波峰焊温度曲线下用温度曲线测试仪对BGA角焊点的温度进行测量,来验证仿真数据,图5为BGA角焊点的温度曲线。
对图5进行分析可知,BGA角焊点处的最高温度为167 ℃,而瞬态热分析中,锡铅焊点最高温度发生在BGA芯片角焊点位置,最高温度为159 ℃,相对误差比较小,即对BGA芯片进行的瞬态热仿真的结果是可靠的;由于锡铅焊点的熔点温度(Sn63/Pb37的熔点是183 ℃)大于锡铅焊点波峰焊时的最高温度,因此锡铅焊点的二次熔融现象不会发生。
3.2 BAG热应力有限元仿真
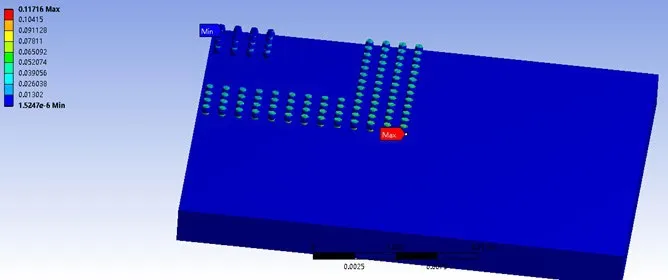
图6 BGA等效应变云图Fig.6 BGA equivalent strain cloud map
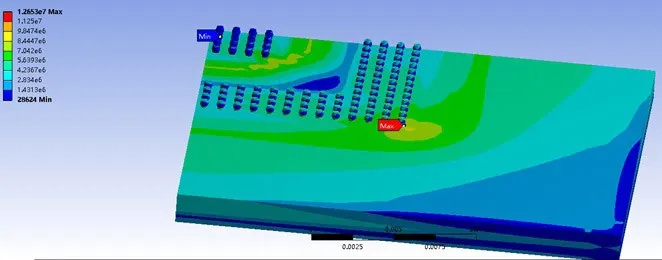
图7 BGA等效应力分布云图Fig.7 BGA equivalent stress distribution cloud map
对BGA芯片经过波峰焊过程进行线性静应力分析,仿真结果如图6、7所示。
由等效应变云图可知,最大应变出现在印制板的角焊盘位置,沿芯片对角线方向,由芯片边角到芯片中心,BGA芯片的等效应力慢慢减小;由等效应力云图可知,最大等效应力出现在印制板角焊盘位置,沿芯片对角线方向,由芯片边角到芯片中心,BGA芯片等效应力慢慢减小;在与印制板焊盘和BGA芯片焊盘的连接部分焊点等效应力比较集中。
4 BGA焊点的金相分析
为了使试验结果更可靠,对经历过波峰焊焊接之后的BGA芯片再次进行金相分析,得到BGA芯片中心焊点、边中心焊点和角焊点的合金层厚度分别为1.14 μm、1.92 μm和1.39 μm,其中BGA芯片中心焊点金相分析结果如图8所示。
由金相分析试验可知,印制板焊盘、BGA芯片焊盘与锡铅焊料所形成的合金层厚度均在0.5~4 μm之间。由此可得:BGA芯片焊点在经过波峰焊后具有良好的机械结构,没有出现裂纹和较大空洞等缺陷。
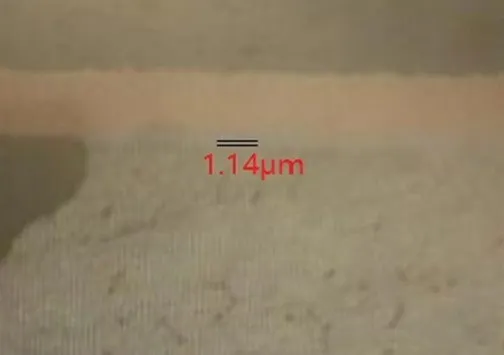
图8 BGA芯片中心焊点局部放大图Fig.8 BGA chip center solder joints partial enlargement
5 结论
通过对BGA芯片经历波峰焊的过程进行ANSTS仿真和金相分析,可得如下结论:
1)锡铅焊点(Sn63/Pb37)的熔点是183 ℃,大于BGA芯片进行瞬态热分析时焊点的最高温度(159 ℃),故锡铅焊膏的二次熔融现象不会发生。
2)由对BGA芯片经过波峰焊过程进行的静应力分析可知,在BGA芯片角焊点处出现最大应力,即BGA芯片焊点的薄弱点是BGA芯片角焊点处,可为金相分析提供参考。由此可知仿真结果是计较可靠的。
3)对应力仿真结果与BGA芯片的金相分析结果进行分析,可知在此波峰焊温度曲线下,BGA芯片焊点未出现二次熔融和开裂的现象。
