基于PLC和触摸屏的陶质衬垫基带生产系统设计
2018-08-22付毅乔一伦靳珂珂
付毅,乔一伦,靳珂珂
(空调设备及系统运行节能国家重点实验室,广东 珠海 519000)
0 引言
陶质焊接衬垫是为保证接头根部焊透和焊缝背面成形,沿接头背面预置的一种衬托装置。陶质衬垫焊是一种以特殊陶质材料为衬托,使焊缝强制成形的高效、优质、低成本、高质量的焊接技术,目前已得到广泛应用。与传统焊接方法相比,陶质衬垫焊接是一种适应可持续发展潮流的“绿色”焊接方法。
陶质衬垫焊接具有以下特点:
1)效率高,避免了清根、打磨、仰焊及工件翻身;
2)质量好,焊接操作难度降低,容易获得高质量的焊缝,避免了人为因素的影响;
3)成本低,与传统方法相比,节省材料、电力、工作量及场地等;
4)减轻劳动强度,取消了清根、打磨仰焊及狭窄封闭环境内焊接作业,降低焊接烟尘及烟尘对人体的危害。
市场对陶质衬垫有很大的需求,但市场上现有的生产方式基本为手工粘贴,生产效率低,工人劳动强度大,且产品质量参差不齐。本项目旨在设计研发一套全自动陶质衬垫粘贴基带生产线控制系统,该生产系统在很大程度上能够提高劳动生产率,提高产品合格率,克服人为造成的不稳定因素,改善劳动条件,为现代化的生产管理提供强有力的物质条件,以达到系统自动化控制的目的。
1 系统结构组成及工艺简介
电气控制系统选择PLC与触摸屏结合的方案[1],主要基于以下几点考虑:① 技术成熟、规范,可靠性高、抗干扰能力强;② PLC及触摸屏体积小、重量轻,易于标准化安装,可使整体结构简洁,紧凑;③ PLC的梯形图编程易于掌握,触摸屏组态软件提供众多的按钮、指示灯、列表等控件[2],使界面友好灵活。当控制功能需要改变时,只需修改程序及更改极少量的接线[3];④设备的Ι/O控制点多,若采用电器按钮、指示灯显示的方式,会增加硬件模块及电气连线,相应故障率也会加大。采用触摸屏与PLC相配合,使设备的大量操作控制、运行信息通过触摸屏编程予以实现,与触摸屏间通过串行接口通讯,连线简洁。
PLC与触摸屏的组合,再配合光纤传感器、电磁阀、步进控制系统、伺服控制系统以及其他执行元件等[4],共同构成了陶质衬垫粘贴基带生产自动化控制系统。控制系统结构组成示意图如图1所示。
控制系统结构组成及工艺流程:
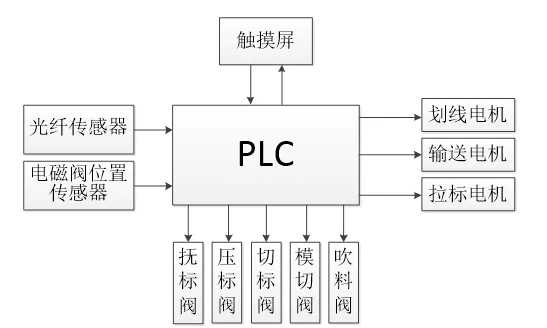
图1 控制系统结构示意图Fig.1 Structural diagram of the control system
1)抚标机构。启动后,抚标电磁阀控制抚标刮板伸出,使即将运动的粘贴基带与陶质衬垫平行稳定向前运动;
2)识别、吹气机构。PLC接收到工控机发来的正确的陶质衬垫识别信号后,当传感器检测到陶质衬垫进入设定位置时,吹料电磁阀控制吹气元件吹气,把陶质衬垫吹到预定轨道;
3)计数机构。光线传感器对吹过来的陶质衬垫进行计数,计数到20(产品以20个陶质衬垫为一组),PLC便启动传送机构;
4)传送机构。伺服电机控制控制传送带输送陶质衬垫;
5)拉标机构。当光纤传感器检测到陶质瓷片运动到设定位置后,步进电机带动粘贴基带与陶质衬垫同步运动;
6)压标机构。当粘贴基带与陶质衬垫前进固定距离后,抚标刮板伸出复位收回,压标电磁阀控制压标元件下压,使粘贴基带与陶质衬垫粘合到一起;
7)切标机构。当粘贴基带与陶质衬垫粘合到一起后,切标电磁阀控制切刀切断基带;
8)模切机构。切标的同时,模切电磁阀控制模切刀切割倒角,便于产品使用时撕开基带,然后压标元件复位收回,陶质衬垫粘贴基带继续往前输送;
9)划线机构。伺服电机控制滚轮对陶质衬垫进行红色涂料划线;
10)触摸屏。作为PLC的上位机,负责整个系统的控制及工艺参数修改、报警显示等。
2 硬件系统设计
本控制系统的硬件包括:PLC、触摸屏、步进电机(一台)、步进驱动器(一台)、伺服电机及伺服驱动器(各2台)、电磁阀(5个)、光纤传感器(6个)。
PLC(可编程控制器)作为比较普遍采用的工业控制系统[5],其结构特点完全能够满足系统控制及其工作环境的要求。但单纯的PLC控制系统不宜实现现场监控以及工艺参数的现场设置和修改,为了解决这一问题,选用触摸屏作为人机对话接口来完成对PLC的输入控制和输出显示。实践表明,触摸屏-PLC构成的监视控制系统不仅可以替代传统的控制面板和键盘输入,而且能以图形化的方式描绘自动加工过程,操作者可以通过触摸屏输入的方式执行设备的各项功能[6]。
2.1 PLC选型及I/O分配表
本系统采用PLC做为系统的控制核心,应首先考虑系统输入输出情况及工艺要求,本系统的输入点数共16个,输出点数共8个;需要进行脉冲输出,因此要选择晶体管输出类型的PLC,综合考虑,选用用欧姆龙CP1H系列X型(标准型)PLC,该型号PLC是一款用于实现高速处理、高功能的程序一体化型PLC,其内部集成了24路输入接口和16路输出接口[7],可实现高速计数器4轴,脉冲输出4轴,脉冲输出点最高可达100 kHz,可进行RS-232C通信或RS-422A通信,本系统PLC的地址分配如表1所示。
2.2 触摸屏
考虑到经济实用、性价比以及产品的易用性,本系统选用威纶通型号为TΚ6070iP触摸屏,屏幕大小为7寸,一个接口,其性能完全可以满足本系统要求,触摸屏与PLC的通信协议采用RS232口连接[8]。
触摸屏主要负责生产系统各流程控制及监控、传感器信号监控、设备参数的设置和修改、报警显示等。
2.3 拉标模块
选用上海步科自动化股份有限公司的Κinco品牌3S57Q-04042型号步进电机作为拉标电机,选用Κinco品牌3M485型号步进驱动器。
2.4 输送模块
选用深圳市研控自动化科技有限公司型号为YΚ90ST-M02430的伺服电机作为输送电机,选用该公司型号为PSDD-08A5D的伺服驱动器[9],此模块负责控制传送带2。
2.5 划线模块
选用三菱公司型号为HF-ΚN13J-S100的伺服电机作为划线电机,选用三菱公司型号为MRJE-10A的伺服驱动器。
3 控制系统软件设计
本系统采用欧姆龙PLC编程软件CX-Programmer进行PLC程序的编写、调试,程序用梯形图语句进行编程[10];采用威纶通触摸屏编程软件EasyBuider8000组态软件进行触摸屏程序的编写。
3.1 PLC软件设计
PLC的任务是负责系统各个部分的信号检测、伺服和步进控制、电磁阀执行元件的控制。
整个PLC的程序包括以下程序段:主程序、输送程序、固定路程程序、计数程序、3 cm程序、拉标程序、划线程序、产量计数程序、吹气程序。
主程序主要为整个控制流程的框架设计,负者总领整个控制流程;输送程序主要负责控制伺服电机带动传送带前进;固定路程程序的任务是使传送带前进一固定路程;计数程序是对吹过来的陶质衬垫进行计数,达到20个后便启动传送带2;3 cm程序负责每当吹过来一个陶质衬垫后控制传送带前进3 cm;拉标程序的任务是控制步进电机拉动粘贴基带前进;划线程序主要负责控制另一台伺服电机对粘贴好的产品进行红色涂料划线[11];产量计数程序负责对产量进行计数;吹气程序负责控制电磁阀对陶质衬垫吹气,使其进入预定轨道。
可以把整个控制程序分为两个模块:① 衬垫准备模块;② 粘贴划线模块。程序控制流程图如图2所示。
3.1.1 衬垫准备模块
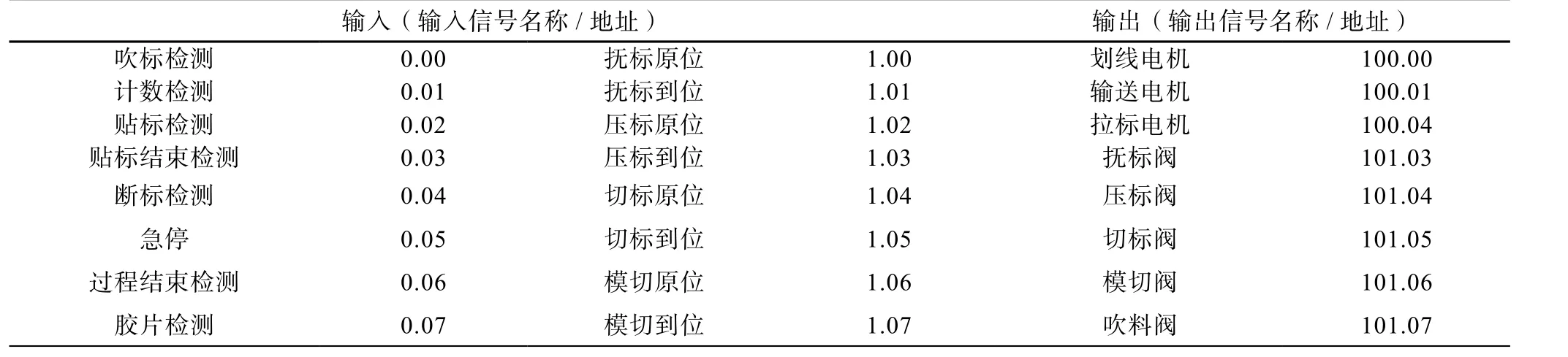
表1 PLC的I/O地址分配表Table 1 The I/O address allocation table of PLC
该模块主要负责把方向正确的陶质衬垫以20个为一组,排列整齐,为后面的粘贴任务做准备。
传送带1与传送带2相互垂直。当启动程序后,抚标刮板伸出,传送带2会运转,当“胶片检测”传感器检测到固定在传送带2上的胶片时,便启动固定路程程序,使传送带停在预定位置[12],准备接收即将吹过来的陶质衬垫。传送带1负责把未经过筛选的陶质衬垫往前运送,运送途中进行图像识别,上位机把识别后的数据传送给PLC,当传送来的数据与PLC里设定的数据一致时(即此衬垫是满足方向要求的衬垫),控制吹气电磁阀把衬垫吹到传送带2上,吹过来的衬垫会触发计数器进行计数,同时启动3 cm程序,使传送带2前进3 cm(一个衬垫的长度为3 cm),给下一个即将吹过来的陶质衬垫腾出位置,当计数到20后,便启动输送程序把20个陶质衬垫往前运送。
3.1.2 粘贴划线模块
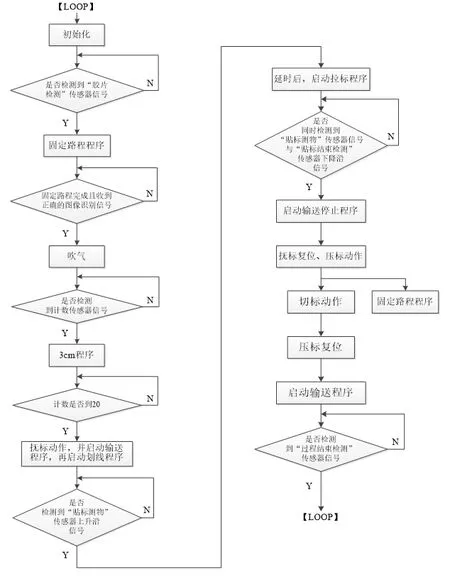
图2 程序控制流程图Fig.2 Control flow chart of program
传送带2把20块陶质衬垫往前传送,当“贴标检测”传感器检测到陶质衬垫时,启动拉标程序,使粘贴基带与陶质衬垫一同前进,当“贴标结束检测”传感器检测到固定在传送带上的胶片时,贴标过程结束,传送带2停止输送。抚标刮板复位;压标元件压下去,使陶质衬垫与基带紧密粘贴,然后控制电磁阀进行切标和模切,随后压标元件抬起复位,启动输送程序使传送带2继续前进,进行划线。
3.2 触摸屏程序设计
通过EasyBuider8000提供的多种控制器件库、图形控件、功能控件,可以组态出各种动态功能和控制功能[13],以及工艺参数修改和实现故障的可视化。
触摸屏能够读取PLC内部的数据,显示现场状态数据。由于触摸屏具有组态软件的支持,并有多页面切换的功能,所以各类按钮操作均可方便实现,且界面整洁、美观。
本触摸屏程序所涉及的界面窗口包含1个启动个窗口(如图3)和3个功能窗口(部分窗口如图4),系统启动自检后首先进入启动窗口[14],再进入各功能窗口,其中“操作画面”窗口(图4)负责整个系统各阶段流程控制,包括“启动”“初始化”“人工触发”“手动压标”等,增加了各环节手动控制按钮,以便于更好的调试和进行故障处理,各控制按钮都能带有各对应控制对象的状态指示;“参数设定”窗口负责系统参数的修改,两台电机(拉标电机和输送带伺服电机)的速度匹配是调试过程中的重点和难点,使用触摸屏可以方便的进行脉冲输出参数的修改[15];“参量计数”窗口负责显示当前产量。
4 运行效果
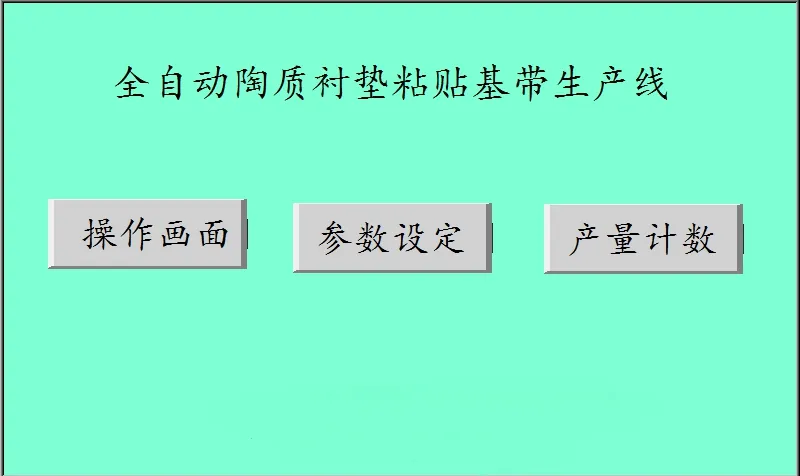
图3 启动窗口Fig.3 Starting-window

图4 操作界面窗口Fig.4 Operation interface window
图5 产品实物图Fig.5 Practicality picture of products
经过现场的调试,本生产系统现已经能够生产出合格的产品,衬垫连接紧密,粘贴牢固,笔直美观,产品实物图如图5所示。
5 结论
该设备控制系统以PLC为核心,结合触摸屏控制,根据上述系统的设计,全自动陶质衬垫粘贴基带生产线已经成功研发出来,通过公司的检验,达到了生产要求,效果良好。应用表明,该控制方案投资少,系统结构设计合理,现场运行稳定可靠,设备操作方便,生产效率高,达到了设计要求。
