创新铸造装备在铸造工程中的应用
2018-08-06刘小龙
刘小龙
(中国汽车工业工程有限公司,天津 300113)
近年来,我国的环境承载能力已经达到或接近上限,大气、水、土壤等主要环境要素污染严重,全国尤其是华北平原、京、津、冀地区以至黄淮等地雾霾和重度雾霾频发,我们赖以生存的环境不断恶化,恶劣天气不断向我们敲响警钟。为此,我国领导人高度重视,习近平总书记2013年在哈萨克斯坦纳扎尔巴耶夫大学讲到“不以牺牲生态环境为代价换取经济的一时发展。我们提出来就是,既要金山银山,又要绿水青山。宁可要绿水青山,不要金山银山,因为绿水青山就是金山银山”;2015年10月29日十八届五中全会上提出“必须牢固树立并切实贯彻创新、协调、绿色、开放、共享的发展理念”。2016年8月在青海考察时强调“生态环境保护和生态文明建设是我国持续发展最为重要的基础”;2018年5月18日至19日在北京召开的全国生态环境保护大会上,习近平总书记强调“要自觉把经济社会发展同生态文明建设统筹起来,充分发挥党的领导和我国社会主义制度能够集中力量办大事的政治优势,充分利用改革开放40年来积累的坚实物质基础,加大力度推进生态文明建设、解决生态环境问题,坚决打好污染防治攻坚战,推动我国生态文明建设迈上新台阶”。李克强总理在2014年3月5日的政府工作报告中指出:“我们要像对贫困宣战一样,坚决向污染宣战”!在2015年3月5日的政府工作报告中指出:“环境污染是民生之患、民心之痛,必须铁腕治理”!作为生产技术和生产装备还不先进的铸造大国来说,铸造企业首当其冲成为环境治理的重要单位,为此,迎来了一波又一波的关停潮,很多企业的大门贴上了封条。为了我们赖以生存的环境,要求铸造企业必须走智能、绿色、环保的道路。
另一方面,铸造又是工业加工的基础,铸件在机械工业中占很大比重,我国要实现中国制造2025,没有铸造是根本不行的。因此,我们必须具有一定数量的铸造企业,只不过这些铸造企业存在的首要条件必须是环保达标,为此,铸造企业除了按《建设项目环境保护管理条例》要求依法办理环境影响评价和排污许可证外,必须对装备进行改造升级,创新各种工艺,本文就创新铸造装备在铸造工程各方面的应用做系统介绍。
1 创新工艺装备
1.1 熔化装备
目前熔化设备多数采用中频感应电炉,为了安全和扒渣方便,炉壳要高出炉台600 mm~800 mm左右,扒渣采用机器人或机械手扒渣。
加配料系统实现自动化,就连合金料的称量、加入等,也实现自动化。
为了提高球化效果和降低球化剂的加入,开发了喂丝球化装置。
对于铁液的输送,目前有两种自动输送形式,将熔化和造型有机连接起来:一种是将铁液采用RGV小车空中自动称重和运输,并与电炉、球化处理、浇注机等有机连接,减少中间铁液倒运环节,确保铁液质量。另一种是利用转运车、辊道等将电炉、称重、输送、球化、扒渣、倾倒等工序有机结合的各种地面输送形式。
为了达到回炉料的洁净度和块度,开发了回炉料经过连续通过式抛丸机抛丸、破碎机破碎、称量、自动送到炉后的系统。
回炉料输送形式有采用自行小车将回炉料称重后自动输送到炉后,并卸入相应的料池中,每批料的重量可以通过网络与企业MES系统连接。
1.2 造型装备
目前造型装备多数都是自动造型生产线,主要有静压造型线、垂直造型线、水平脱箱造型线、消失模造型线、V法造型线等,特别是静压自动造型线,由于其更易获得轮廓清晰、棱角分明、尺寸精确的型腔而广泛应用,为了更好地适应铸件工艺,采用了双挤压工艺。
对于批量小、形状复杂的铸型,也逐渐采用3D打印技术进行生产。
为了获得更好的铸件表面质量,多数造型线设置了机器人喷涂装置,对上、下型腔进行喷涂。
现代造型线的生产率非常高,为了适应其生产率,往往配置机器人下芯装置。
为了将生产过程中的不良品及时隔离,避免其走完所有流程才能分离,一般在水平线、垂直线上分别开发了不良品隔离装置,使不良品不能流转到下道工序,有助于产品质量控制和节能。
1.3 制芯装备
制芯多数采用制芯中心生产砂芯,生产率可达40~50盒/h,取芯、修芯、组芯全部采用机器人,组芯定位精度≤0.2 mm,为了减少芯砂用量,部分砂芯采用抽芯工艺。
为了弥补制芯和造型的不匹配,在造型和制芯工序中间设置立体仓库,为了避免砂芯多次搬运引起的损坏和精度降低,目前多数企业都采用自动化运输方式,实现从制芯工部到下芯工位的整个过程中砂芯不离托盘。个别生产品种较多的企业,增加砂芯识别系统和智能化管理系统,将制芯到下芯整个工序设置为配送中心。
为了保证砂芯的水分含量较低,不少砂芯立体仓库设置了恒温恒湿装置,并对抽出的气体进行除味处理。
对于工作环境恶劣的取芯(壳模)、检测、粘接、浸涂料、放入托盘等工序,都使用机器人完成。
1.4 砂处理装备
混砂机基本采用高效转子混砂机,个别采用真空混砂机。混砂质量的控制,均采用在线检测装置。
为了提高型砂质量,一般旧砂斗设置3~4个,落砂后的旧砂分阶段送往每个旧砂斗中,而每个旧砂斗中的出砂是均匀给出的,这样,保证送往混砂机的旧砂是不同阶段旧砂的混合物,从而使旧砂质量得到稳定[1]。
关键设备和关键部位都设置检测和报警装置。
有的厂家为了减少废砂排放量,在砂处理旁边并联一个旧砂再生系统。
1.5 清理装备
铸件清理多数采取高效专用清理设备,组成清理作业线,实现铸件不落地清理,一般根据铸件种类,为铸件量身定做自动清理单元。
由机器人组成的清理单元越来越多。比如将曲轴切割、平头两个工序整合到一次切割的工序,且将2台切割机、2台曲轴打磨机、一台浇冒口冲断机、输送皮带等串联起来,由一台机器人完成这些设备之间的铸件搬运工作,减少了工序和人员,改善了劳动环境。
对于中小件的清理,多数厂家已由原来的手工砂轮机打磨改为液压机压去飞边、毛刺。比如将两台三工位转向节铸件清理机用机器人联系起来,形成自动清理单元。
为了解决多品种小批量生产时,铸件清理设备与造型线产能不匹配的问题,同时提高清理设备的利用率,减少清理设备的台数,使生产更加精益,很多厂家设置了铸件立体库,使各种铸件的清理设备长期均衡生产。
将超声波球化率检测、音频检测、磁粉探伤、尺寸检测、高压清洗、激光打标等集成一个系统,实现在线检测。
2 创新环保装备
2.1 粉尘治理装备
从铸造生产环节污染源的情况来看,粉尘颗粒物是主要的污染源。
电炉是一个重要扬尘点,为了有效收集烟气,目前多数采用龙卷风式吸尘罩,可有效收集烟气,同时在电炉出铁液处的上空增加顶吸罩或旋转式吸尘罩,吸取出铁时的烟气,然后经除尘器净化后排放。
改变冲入法球化工艺,选用喂丝球化工艺,提高球化质量,同时球化过程处于定点密封状态(包内包外两道密封),减少弧光和粉尘的污染,粉尘收集经除尘器处理后达标排放。
对于铁液输送路线中烟气的散发,也都设置吸烟罩,对烟气收集处理。
过去浇注的烟气多数都是直排,现在包括冷却段的前三分之一都经过除尘器除尘后达标排放。
对于落砂机、清理打磨、砂处理等工序,都设置了密闭的抽风罩和完善的除尘装置。
2.2 废砂治理装备
废砂是铸造固体废弃物的主要来源,因此,如何处理废砂事关铸造污染物的总体排放量。目前废砂再生工艺(多为树脂砂再生)主要有:湿法再生和热法再生两种。在平面布置上,由于环保设施不健全,往往单独布置在厂区角落或厂外某个地方,因此,不管哪种工艺,都要将废砂转运到再生车间,然后再把再生砂运到需要地点,而废砂在运输过程中,很难做到不散落,从而造成周边环境进一步恶化。针对这一问题,中国汽车工业工程有限公司研究了一种在线再生技术,其主要原理是在造型线的砂处理工部旁,并联一个热法再生系统;砂处理系统排出的废砂直接进入再生系统的存储斗中,处理完成后将再生砂直接发送到需要点,通常的布置形式如图1所示。其特点是:废砂成分稳定、周围环境好、节省劳动力、设备投资少、可实现过程自动化[3]。
2.3 气味处理装备
铸造生产过程中,每个环节均产生不同程度的有害废气,主要包含粉尘颗粒物、苯系物、醛类、酚类、胺类、醇类、酮类等污染物。
对于V OC终端控制方法,针对不同浓度、不同风量和不同组分,有燃烧法、吸附法、生物降解法、吸收法、冷凝法、光催化法和低温等离子体法,而在处理V OC过程中也是各有利弊,表1为几种V OC处理工艺对比[3]。
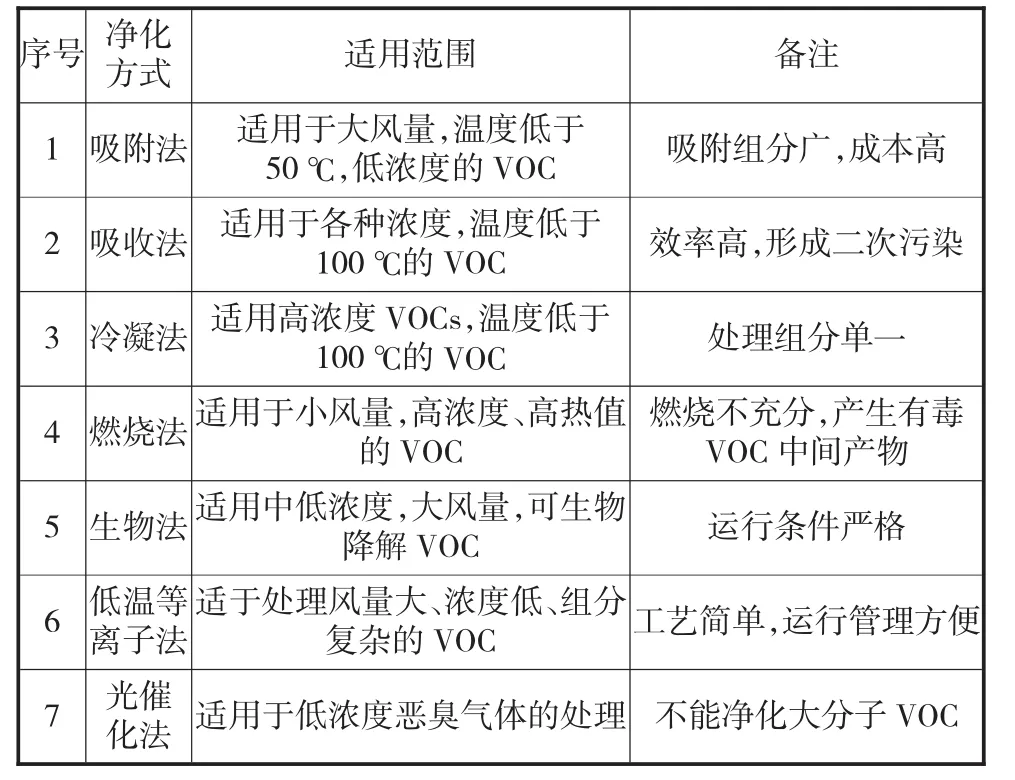
表1 几种VOC处理工艺对比
现场往往是多种处理方式联合的形式。为了达到更好的除味效果,往往在排气筒上设置喷药装置,针对不同的排气成份,喷洒不同组份的微凝胶,对排出的气体再次处理。

2.4 噪声控制装备
将产生噪声最大的落砂机布置在冷却通廊内,减少造型跨噪声污染,改善操作工工作环境。如果必须按传统形式将落砂机布置在造型跨,通常也将落砂机单独隔离,且四周做吸音处理。
对于除尘的风机,用隔音房隔离,起到降噪的作用。
连续通过式抛丸机的进出口处,通常也设置隔音装置,有效吸收抛丸机和振动槽的噪声。
砂处理工部往往单独封闭设置,有效防止噪声污染。
2.5 环境改善装备
铸造车间高温环境较多,为了改善工人的劳动环境,设计时除了考虑自然通风、机械通风外,还考虑了夏季送冷风系统,送风温度22℃.
将原砂、粘土、煤粉用罐车直接向车间封闭压送,减少环境污染。现在多数厂家在厂区设立了一个或多个粉料库,大型罐车将物料拉来后直接压送到料仓里边,需要时用料仓下边的压送装置直接压送到用料点。
3 创新其他装备
3.1 余热利用装备
对于需要退火的铸件,现在的布置通常都打破了过去铸件落砂后通过悬链输送到清理工部,然后再进退火炉的传统方式,而是采用落砂后铸件直接进退火炉,利用铸件的余热进行退火。
有的工厂利用电炉循环水出水余热经热交换后作为洗澡水热源,从而起到节能的效果。
还有厂家把退火炉的排烟余热引入落砂机除尘系统中,既消除了除尘器布袋结露现象又节约了能源。
更多厂家将空压机的余热利用起来,用于加热职工洗澡用水。
3.2 智能装备
为实现生产信息化,所有设备都要求配备网络接口,具备数据采集和传输功能,并能将信息传递到MES系统、E R P系统。
对能源计量实行了三级分区、分线计量,并采取计量仪表远传监测。
关键设备采用了定期检修提醒或强制维修的技术。
所有厂区和车间都设置了安全监控系统。
根据用户需要,设立一卡通系统和门禁系统。
3.3 物流顺畅
为了不把人行通道隔断,同时保证物流短洁、安全,很多厂设立了地下输送砂芯系统。
铸件的输送也从地下或空中进行,避免将地面物流隔断。
为了铁液输送距离短洁,往往把电炉与造型线一字布置。
4 结语
铸造是获得机械产品毛坯的主要方法之一,是机械工业重要的基础工艺。我国要实现2025,不可能没有铸造工艺和铸件,但铸造过程中不可避免会产生一些污染物并消耗能源,为此,大家都在积极探讨创新的铸造装备,将铸造生产中的污染物和能耗降到最低,对于实在降不下去的污染物,就将其治理。近年来这些创新铸造装备的应用,对环境治理起到了很好的作用,从某种意义上彻底改变了人们对铸造的认识,希望这些创新的铸造装备,今后更多的应用到新的铸造项目中,还人民一个蓝天白云、青山绿水的生存环境。
