IC高脚次模具一种凹模斜度设计方案及加工方法
2018-08-03张志刚
张志刚
(中山复盛机电有限公司,广东中山 528437)
0 引言
对于IC模具而言,尤其是高端高脚次IC模具,占整套模具所有凹模型腔50%的内脚多为异型设计,凹模斜度即使采取单一斜度设计,无论是对生产加工还是冲压生产基本上都构不成困难[1]。但是另外50%型腔的凹模外脚及圆孔类,型腔表现形式虽然简单,如果按照内脚型腔同样单一斜度设计,很容易在冲压生产过程中产生扬屑、塞屑现象,从而导致生产效率、品质良率降低,模具使用寿命缩短,甚至对产品市场占有造成一定的影响[2-3]。尤其是随着社会智能化的深入,高端IC产品在其中扮演着越来越重要的角色。归根结底未来IC的发展决定于IC模具的制作。本文主要介绍几种凹模斜度的设计方案及对应精密线切割加工方法,为同行提供参考。
1 单斜度,线割型腔背面加沉坑
如图1,首先在凹模零件的背面加工适当深度的沉坑,然后精密线切割部分只加工12分斜度。此种方法从设计端到加工端都较为简单,但所存问题点是型腔越小就越容易产生塞屑现象,凹模使用寿命有一定的限制(因为斜度大,当研磨一定量时就容易产生产品毛边),同时线割型腔背面深度又不能过深,以影响到凹模的承载力状况[4]。

图1 单斜度设计图
2 双斜度,线割型腔背面加沉坑
如图2,凹模寿命部分采用3分斜度,而卸料部分采用12分斜度。此种设计方式是在单一斜度基础上针对线割小型腔塞屑的一种改善,此时工件型腔背面沉坑可以考虑变浅甚至根据产品料带的厚度尺寸取消。但此种方法对线切割的加工难度有所提升:是先加工上面刃口寿命部分的斜度尺寸,还是先加工卸料部分的斜度尺寸就很有必要注意,因为一旦加工时设定错误就会造成凹模刃口尺寸及刃口寿命的偏差,甚至可能会导致零件的报废。因此此种方法的线切割加工工艺安排非常关键[5]。加工方法参考:先加工12分斜度,再加工3分斜度,这样就会把放电加工毛边留在卸料斜面。反之就会将放电加工毛边留在刃口面,从而导致塞屑的可能。除此之外在加工12分斜度的时针对线割机头工件高度设定时要进行适当补偿,不同的线割机型补偿值不同,因此在加工正式零件前一定要先在线切高度补偿条件测试。
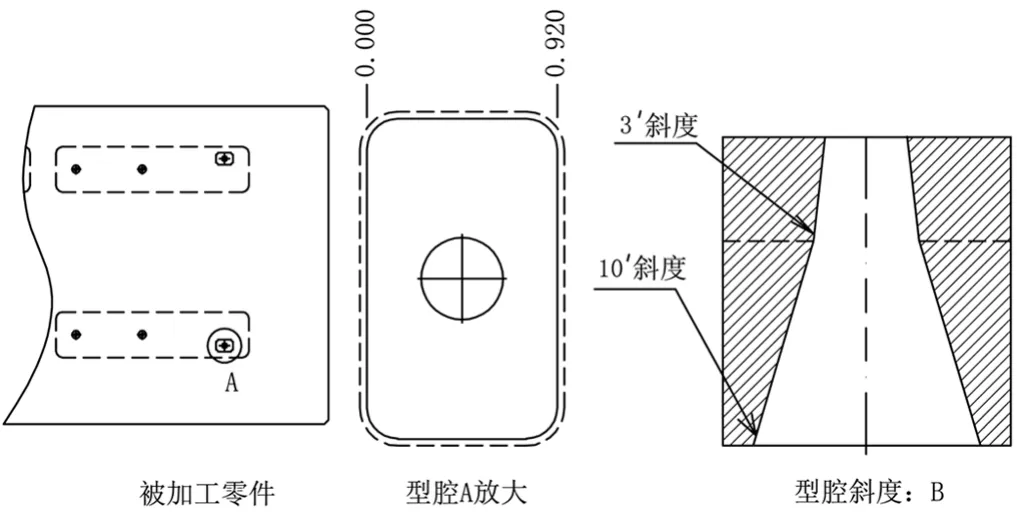
图2 双斜度设计图
3 双斜度凸点,线割型腔背面加沉坑
如图3,凹模刃口面分别采用5分斜度及8分斜度交替进行。此种设计方案的好处是在两种斜度交接处会产生凸点,凸点的作用在于卡住废料,防止废料在凹模型腔中翻转从而造成凹模型腔塞屑[6]。但此种设计方案对生产制造过程中线切割难度非常大,尤其是程序编辑处理方面要有一定的技巧:可以利用上下异型方式切割,但此种切割方式存在的问题是耗时长,且在两个程序衔接处即两种斜度衔接处会产生吃入现象。加工方法参考:将刃口面两种斜度处将线段打断,先将线割型腔整体进行8分斜度编辑,然后再修改5分斜度处,最后编辑成为一个整体程序段,切割时一次性切割完成。如此加工方式既省时品质又有保障,线割加工的关键点是程序编辑。

图3 双斜度加凸点设计图
4 单斜度加卡点,线割型腔背面加沉坑
如图4,凹模刃口为单一8分斜度,然后在线割型腔长边两侧,分别加两个2度斜度卡点,此种设计方案的目的仍然是为了卡住废料,防止废料跳脱翻转,从而导致凹模塞屑。此种设计方案对生产加工操作上影响不大,线割一般用采用上下异型加工就完全可以实现。只是因为2度斜度有些大,尤其是对精密线切割来说,会对机台上下导件寿命产生影响,毕竟线切割导件价值较高同时又是设备加工工件精度的核心,代价相对较大。但还是要看整体需求。尤其是一些简单的冲裁圆孔可能就会不得已而为之。

图4 单斜度加卡点设计图
5 型腔头尾不同斜度,线割型腔背面加沉坑
如图5,这是一支常见的相对单一的内脚型腔。此类凹模型腔的特点是:头部大尾部细短,冲裁过程中存在头重尾轻现象,如果凹模卡料不均匀的话,就会产生废料倾斜或翻转,整个型腔采用为单一一种斜度设计的话就会存在此种隐患,最终导致的结果同样是凹模塞屑。如下的设计方案为头部采用8分斜度,型腔尾部采用5分斜度。造成两种斜度相交的肩膀处产生卡料现象,从而防止废料翻转。此种设计方案对生产加工产生的影响不大,为了减少加工过程中在两个斜度衔接处被放电腐蚀的可能性,建议将线割型腔头、尾部分成两个加工程序,如图5中型腔A’及型腔B’,注意点为:在制作图形时要有意对各部分型腔衔接处进行延长,否则很容易产生吃入现象[7]。

图5 型腔头尾不同斜度设计图
6 结束语
智能化、数据化的广泛应用,对IC行业高端模具的要求不断攀升,挑战越来越高。新的设计方案及创新想法不断涌现,不断成熟突破。以上所列的几种凹模设计方案及相应加工方法经过实践生产检验都具有非常好的生产效果,供相关设计及加工方面的人员参考。相关具体尺寸数据的设定,必然是和各家产品的形态、模具零件及冲压材料材质、性能、材料厚度等相关物理化学特性及客户对产品的实际需求息息相关。
