基于模糊PID的FSW下压力控制系统设计与实现
2018-07-31王慕帆赵慧慧尹玉环
李 乔 ,王 铭 ,王慕帆 ,赵慧慧 ,尹玉环
(1.东华大学 机械工程学院,上海 201620;2.上海航天设备制造总厂,上海 200245;3.上海航天工艺与装备工程技术研究中心,上海 200245)
搅拌摩擦焊FSW(friction stir welding)是英国焊接研究所发明的一种新型固相连接技术。FSW可以有效避免热裂纹、气孔等相关的缺陷,其焊接接头的力学性能良好,具有焊接变形小、低污染、低能耗等优点,在航天航空工业中广泛应用于高强度铝合金焊接[1]。
然而,FSW接头的力学性能和表面质量对焊接工艺参数十分敏感,实际焊接时人们根据焊接经验选择工艺参数,但焊接工况变化往往使这些预设值变得不合理,导致现阶段只能依靠人工开环控制的方法来对FSW加工过程进行控制。文献[2]通过研究焊接试验获得的轴向力(下压力)值曲线,发现在FSW焊接稳定后的进给区域内,实现“恒力值”控制可以较好地保证焊接质量[2]。通过控制焊接稳定后的进给区域的下压力,可以提高FSW的加工质量与加工效率。对此,文中提出并设计了基于模糊PID控制算法FSW下压力控制系统,并结合西门子840D sl数控系统进行了算法集成与实现。
1 FSW下压力控制系统设计
1.1 总体设计
该FSW下压力控制系统主要由FSW设备、FSW下压力检测系统、西门子840D sl数控系统组成。整个系统的构成如图1所示。
图中,FSW设备为四轴龙门式搅拌摩擦焊设备;FSW下压力检测系统包括主轴前端式下压力传感器与人机交互界面(HMI);西门子840D sl包括SINAMICS S120伺服驱动器、S7-300系列PLC和数字控制单元(NCU),PLC集成了下压力的控制算法。所采用的下压力传感器是自行研制的主轴前端式无线传输力传感器。该传感器使用通用的刀柄接口安装于机床主轴前端,采用无线供电与无线射频传输技术,并结合D/A转换无线接收端,将下压力信号传输到PLC中。

图1 FSW下压力控制系统整体构成Fig.1 Composition of the FSW axial force control system
1.2 控制策略设计
本设计在FSW搅拌工具(搅拌头)插入后的进给过程中采用恒下压力控制策略。
搅拌摩擦焊的焊接工艺参数主要有:搅拌头下压量,焊接行进速度及主轴转速。其中,下压量对FSW焊接质量的影响最大,是FSW下压力控制的重要参数之一。如果下压量过大,会出现焊缝表面飞边过大、表面质量变差、力学性能变差等现象;如果下压量过小,会出现未焊透、空穴、力学性能变差等现象。
通过调整搅拌头的下压量来控制主轴下压力,可以有效地控制FSW过程,并提高焊接质量[3]。该系统的力传感器,通过无线接收模块将信号送到PLC的模拟量处理模块,PLC根据模糊PID控制算法运算得到下压量控制信号;经过PLC与NCU的通讯将下压量控制量信号写入在840D sl的R参数中,最后利用840D sl的同步指令功能实现对焊接设备Z轴坐标位置的实时改变,从而通过改变下压量控制下压力。控制策略原理如图2所示。
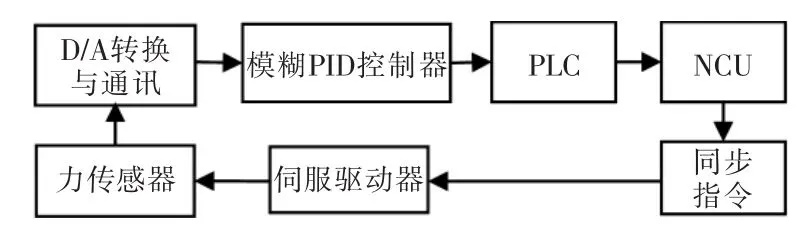
图2 控制策略原理Fig.2 Control strategy principle
2 模糊PID控制器的设计
2.1 模糊PID控制器的原理与结构
传统PID控制器技术已经非常成熟,然而由于传统的PID控制器在控制非线性对象系统与具有大延迟系统时控制效果不佳,出现超调量大、持续震荡与鲁棒性差等现象。而模糊控制可以根据设计者的专家经验对控制进行自动调整[4]。
为此,文中将模糊控制与PID控制技术相结合,使模糊控制器根据下压力的跟踪偏差e和偏差变化率Δe对PID控制的3个参数KP,KI,KD进行在线自整定,以满足不同下压力偏差与偏差变化率下的PID控制要求,从而使FSW加工过程下压力控制系统具有良好的动态性能,并减少控制算法的计算量,提高系统的实时性与控制效率。模糊自整定PID控制器原理如图3所示。
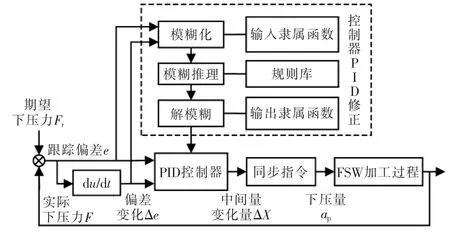
图3 模糊自整定PID控制器Fig.3 Fuzzy self-tuning PID controller
2.2 模糊控制器设计
由于该模糊控制器的输入量只有2个,即下压力的跟踪偏差e和偏差变化率Δe,所以模糊控制器采用二位模糊控制器形式;输出量为PID控制参数变化量 ΔKP,ΔKI,ΔKD。
经过研究,选定下压力偏差e及其基本论域为[-100,100],变化率 Δe的基本论域均为[-60,60],ΔKP的基本论域为[-3,3],ΔKI的基本论域为[-30,30],ΔKD的基本论域为[-3,3],输入输出量的模糊子集论域均为{-3,-2,-1,0,1,2,3},得到量化因子Ke=0.03,KΔe=0.05,比例因子KΔKP=1,,并使它们对应{负大(NB),负中(NM),负小(NS),零(ZO),正小(PS),正中(PM),正大(PB)}模糊子集。文中使用Mamdani模糊推理原则,输入、输出量的隶属函数均由对称三脚函数与S形函数组成,输入、输出量隶属函数如图4所示。
在模糊PID控制中,结合PID控制器设计经验,可以得到参数KP,KI,KD与e,Δe的整定规则[5]:

图4 输入、输出量隶属函数Fig.4 Input and output membership function
当偏差|e|过大,不管偏差变化率Δe变化如何,KP都应该取较大值,使系统响应更加迅速,此时KD和KI应该取小值;
当偏差|e|中等时,为了保证超调量不会过大且响应速度不至于过慢,应该使KP减小,KI增大,KD取适中值;
当偏差|e|较小时,为了消除系统震荡并维持系统稳定,应该使KP,KI增大,并通过偏差变化率|e|大小对KD进行调整。
根据这样的参数整定策略,得到模糊控制规则,见表1。
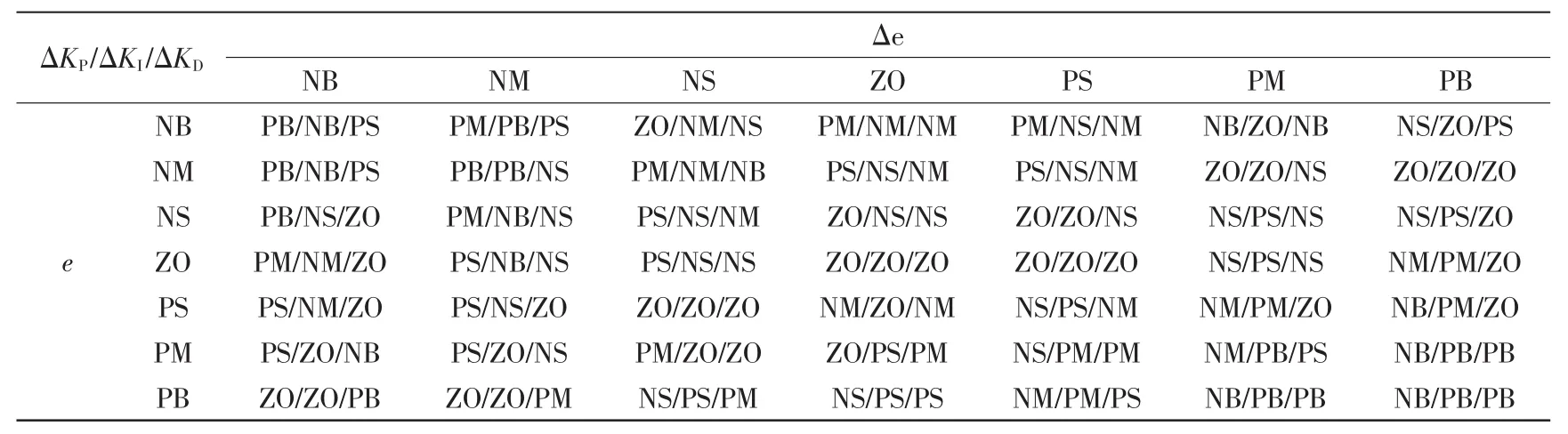
表1 模糊PID参数整定规则Tab.1 Fuzzy PID parameter tuning rules
2.3 PID控制器设计
PID 参数KP,KI,KD与模糊控制输出量 ΔKP,ΔKI,ΔKD关系为
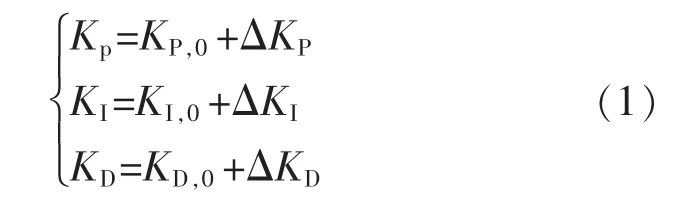
式中:KP,0,KI,0,KD,0分别为 PID 控制器参数的初始值。
在设计中,根据大量实现与仿真手动整定,整定 PID 参 数 初 始 值 为KP,0=1.24,KI,0=121,KD,0=0.07。该控制系统为离散系统,增量式离散PID控制的数学表达为

将由式 (1)中模糊控制器计算的参数带入式(2),便可以得到发送给同步指令的中间量,进而可以用以改变下压量来控制下压力。
2.4 模糊PID控制器仿真
搅拌摩擦焊加工过程是一个力-热耦合的复杂非线性过程[6]。FSW加工过程下压力模型具有非线性、时变等特点,在实际控制应用中可以用一个Hammerstein型非线性系统来表示,其主要由一个静态非线性环节和一个动态环节组成,即[7]

式中:ap为搅拌工具下压量,mm;Fz为主轴下压力,kN。可以看出下压力与下压量呈现非线性关系。该系统可以分解为静态非线性环节部分和动态线性环节部分:
在MatLab/Simulink中构建模糊PID控制器对式(4)的动态线性环节进行仿真,调用MatLab的模糊控制工具箱,编制以图4为隶属函数且以表1为控制规则的模糊控制器。该控制器以e和Δe为输入量,以 ΔKP,ΔKI,ΔKD为输出量。 将模糊 PID 控制结果与传统PID控制进行单位阶跃响应对比,仿真结果如图5所示。
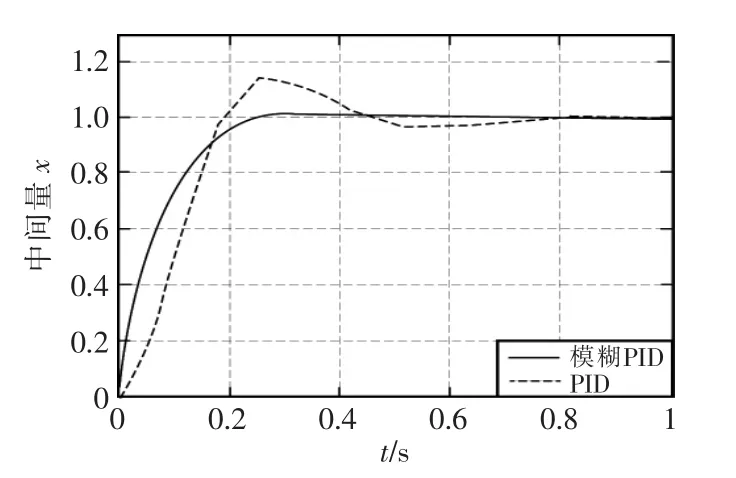
图5 2种控制单位阶跃响应对比Fig.5 Comparison of step response of two kinds of control units
由图5可见,使用使用模糊PID控制的调节时间约为0.18 s,而且控制无超调、无震荡;传统PID控制的调节时间约为0.5 s,控制中出现了震荡,超调量为25%。可见,模糊PID控制具有更小的调节时间,更小的超调量和鲁棒性,能够满足FSW焊接过程的控制要求。
3 下压力控制的实现
在FSW下压力控制系统中,模糊PID算法被制作为模糊控制规则表,并将其集成在PLC中,计算时通过查询规则表来得到PID参数的变量,完成模糊PID控制。FSW设备采用的数控系统为西门子840D sl,它是西门子公司最新推出的一种功能强大、开放度高的数控系统。由于FSW加工过程为非线性过程,在此使用840D sl系统的同步指令功能对非线性环节进行处理,并利用其完成对机床Z轴坐标位置根据期望下压量变化而动作的功能。
将式(4)的非线性环节取逆函数,得

将式(5)在x=16.5处,进行泰勒4阶展开并化简,得到多项式方程为

同步指令的定义如下:
FECTDEF(1,3.5,4.5,1.438,0.216,0.004,0)
IDS=1WHENEVER($R40=1)DO
SYNFCT(1,$R43,$R42)POS[Z]=$R43
其中:FCTDEF为多项式定义功能,设计中根据式(6)定义了一个编号为1,上限为 4.5,下限为3.5的3阶多项式;IDS为静态ID,WHENEVER为同步指令触发条件,DO后面为同步指令动作;SYNFCT为求值命令,此命令将R参数R42(模糊控制器输出的中间量)根据定义的多项式(1),求解出实际的下压力控制量,并将其存放在R43中。最终使用POS定位功能使机床将Z轴定位到期望下压位置。
4 试验测试
为了编写HMI交互界面,并集成模糊控制算法和同步指令功能,使用6061-T6铝合金作焊接材料,选用的焊接工艺参数如下:进给速度vf=2 mm/s,主轴转速n=1400 r/min,初始下压量ap=4 mm,设置下压力期望值=2645 N,并使用表面带有凸台的工件进行验证试验。试验结果如图6所示。
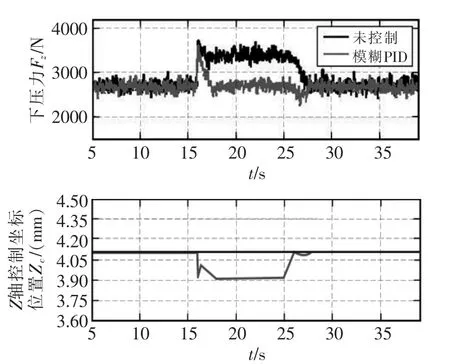
图6 测试试验结果Fig.6 Test results
从试验结果可见,在t=16 s时,搅拌头进给前方因为受到工件突起的0.2 mm阶跃下压量干扰,实际下压量增大,主轴力值从约2600N突变到约3700 N。未控制的对照组下压力在干扰下稳定在约3400 N;模糊PID组通过抬升主轴,调整实际下压量,使主轴力经过2.4 s的调整时间,最终稳定在期望设定值2645 N附近。试验表明,该模糊PID控制器具有很好的跟踪性能,鲁棒性优良,能够满足实际生产要求。
5 结语
对于搅拌摩擦焊这种非线性特性明显的加工过程,文中设计了一种模糊PID控制器用于处理线性过程,并结合使用同步指令处理非线性过程。相对于传统的PID控制,本设计具有更好的跟踪性能与抗干扰性能。该控制系统结合西门子840D sl数控系统,解决了在FSW加工过程中工况发生变化而导致只能进行人为开环控制的问题。在保证生产质量的前提下,提高了FSW加工效率,对FSW加工自动控制研究具有一定的指导意义。
